SMW工法中型钢精准插拔定位装置及方法
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及桩基围护施工技术领域,特别涉及一种SMW工法中型钢精准插拔定位装置及方法。
背景技术
SMW工法桩简单来说是借助机械设备钻进切削土体,将钻进时喷出的水泥浆通过强化剂和地基土进行重复搅拌,最后插入H型钢,使其形成稳固的地下墙体。其中,H型钢的插入施工主要是采用汽车吊现场吊装H型钢,并依靠H型钢的自重完成插入就位工作,而且插入过程无法实现主动纠偏,导致H型钢的就位精准性差。
发明内容
针对现有SMW工法中H型钢靠自重完成插入就位工作,无法主动纠偏,导致其就位精准性差的问题,本发明的目的是提供一种SMW工法中型钢精准插拔定位装置及方法。
本发明解决其技术问题所采用的技术方案是:SMW工法中型钢精准插拔定位装置,它包括:支撑架体,至少一对夹持件,以及一控制系统,所述支撑架体包括一对竖向且间隔设置的定位支架,一对定位支架沿三轴搅拌桩延伸方向设置,并分别位于所述三轴搅拌桩的两侧,竖向间隔设置的至少一对夹持件活动连接于一对定位支架之间,每个夹持件包括相连接的卡箍和伸缩杆,水平且相对设置的一对夹持件的卡箍分别套设于H型钢的两侧翼缘板,夹持件伸缩杆的另一端连接于与其同侧的定位支架,而且,夹持件的伸缩杆与控制系统信号连接。
本发明的SMW工法中型钢的精准插拔定位装置,它包括沿三轴搅拌桩延伸方向设置的支撑架体,连接于支撑架体两个定位支架之间的至少一对夹持件,以及一控制系统,每个夹持件包括相连接的卡箍和伸缩杆,水平且相对设置的一对夹持件的卡箍分别套设于H型钢的两侧翼缘板,一对夹持件的伸缩杆分别连接于其两侧的定位支架,而且,每个夹持件的伸缩杆均与控制系统信号连接,至少一对夹持件套设于H型钢的翼缘板起到了沿y轴方向的限位作用,并进一步通过控制系统分别调整每根伸缩杆的伸缩长度,进而间接调整H型钢沿x轴方向的位移,从而实现H型钢的自动化精准就位及主动纠偏。
进一步的,所述夹持件还包括连接于夹箍内壁的多对定位齿轮,及与定位齿轮连接的驱动装置,夹持件的多对定位齿轮夹紧H型钢的两侧翼缘板,驱动装置驱动定位齿轮正向或反向旋转,间接带动夹持于定位齿轮之间的H型钢插入或拔出。
进一步的,所述夹持件还包括多个调节杆,每个定位齿轮连接一根调节杆,调节杆的一端与定位齿轮的转轴连接,调节杆的另一端连接于卡箍内壁,且调节杆均与控制系统信号连接。
进一步的,它还包括与控制系统连接的两个水平定位组件,两个水平定位组件沿竖直方向间隔设置于定位支架内侧,每个水平定位组件包括水平且相对设置于一对定位支架的激光发射器和激光接收器。
进一步的,它还包括与控制系统连接的两个第一垂直定位组件,第一垂直定位组件安装于相邻且竖向设置的两个夹持件之间,每个第一垂直定位组件包括分别安装于两个夹持件卡箍侧壁的激光发射器和激光接收器。
进一步的,它还包括与控制系统连接的两个第二垂直定位组件,两个第二垂直定位组件的激光发射器和激光接收器分别安装于相邻且竖向设置的两个夹持件的定位齿轮。
进一步的,所述H型钢的两侧翼缘板还沿其长度方向设有多个齿槽,定位齿轮卡扣于H型钢的齿槽并紧密贴合。
另外,本发明还提供了一种SMW工法中型钢精准插拔定位方法,步骤如下:
S1:施作分别位于待施工的三轴搅拌桩所在位置两侧的混凝土底座,施工完成三轴搅拌桩;
S2:安装SMW工法中型钢精准插拔定位装置,将支撑架体的一对定位支架分别螺栓连接于两个混凝土底座,将竖向设置的至少一对夹持件活动连接于两个定位支架之间,下放H型钢,将至少一对夹持件的夹箍依次套设于H型钢的两侧翼缘板,通过控制系统调整夹持件的伸缩杆长度,对H型钢实施初步就位,依次安装H型钢后续节段直至插入就位,围檩拆除后,依次拔除H型钢。
本发明的SMW工法中型钢的精准插拔定位方法,首先,施工三轴搅拌桩所在位置两侧的混凝土底座,施工完成位于两个混凝土底座之间的三轴搅拌桩,将支撑架体的一对定位支架分别连接于两个混凝土底座,将竖向设置的两对夹持件连接于两个定位支架之间,下放H型钢,将两对夹持件的夹箍依次套设于H型钢的两侧翼缘板,至少一对夹持件套设于H型钢的翼缘板起到了沿y轴方向的限位作用,并进一步通过控制系统分别调整每根伸缩杆的伸缩长度,进而间接调整H型钢沿x轴方向的位移,实现H型钢的自动化精准就位及主动纠偏,完成H型钢的初步就位调节。
进一步的,所述步骤S2还包括:所述夹持件还包括多对定位齿轮、多根调节杆及连接于定位齿轮的驱动装置,调节杆的一端与定位齿轮的转轴连接,调节杆的另一端连接于卡箍内壁,且调节杆均与控制系统信号连接,夹持件的定位齿轮夹紧H型钢的两侧翼缘板后,通过控制系统分别调整每根调节杆的伸缩长度,精准定位H型钢,并通过驱动装置驱动定位齿轮转动,间接带动夹持于定位齿轮之间的H型钢自动插入,施工完成且围檩拆除后,通过控制定位齿轮反转完成H型钢的拔除施工。
进一步的,所述步骤S2还包括:将两个水平定位组件沿竖直方向间隔设置于定位支架,每个水平定位组件的激光发射器和激光接收器水平且相对设置于一对定位支架,将两个第一垂直定位组件分别安装于相邻且竖向设置的两个夹持件的侧壁,第一垂直定位组件的激光发射器和激光接收器分别安装于竖向设置的两个夹持件的卡箍侧壁,控制系统分别接收水平定位组件和第一垂直定位组件的实时监测数据后,通过控制伸缩杆和调节杆的长度调整H型钢的定位。
附图说明
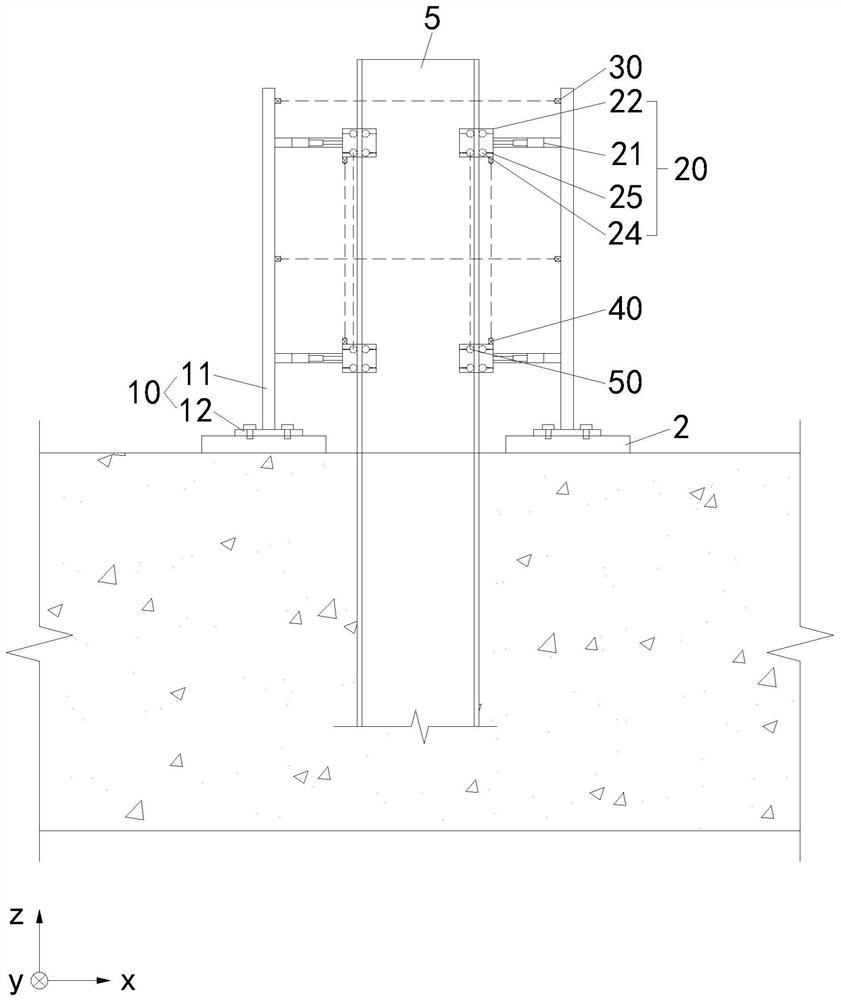
图1为本发明的SMW工法中型钢精准插拔定位装置一实施例的结构示意图;
图2为本发明一实施例的SMW工法中型钢精准插拔定位方法的示意图。
图中标号如下:
三轴搅拌桩1;混凝土底座2;H型钢5;支撑架体10;定位支架11;基座12;卡箍22;伸缩杆21;定位齿轮24;调节杆25;水平定位组件30;第一垂直定位组件40;第二垂直定位组件50。
具体实施方式
以下结合附图和具体实施例对本发明作进一步详细说明。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。为叙述方便,下文中所述的“上”、“下”与附图的上、下的方向一致,但这不能成为本发明技术方案的限制。
本实施例中,建立以基坑深度方向为z轴的xyz直角坐标系,并以SMW工法中H型钢5的插拔施工为例,下面结合图1和2说明本发明的SMW工法中型钢精准插拔定位装置,它包括:支撑架体10,两对夹持件,以及一控制系统(图中未示出),支撑架体10包括一对竖向且间隔设置的定位支架11,一对定位支架11沿三轴搅拌桩1延伸方向设置,并分别位于三轴搅拌桩1的两侧,竖向间隔设置的两对夹持件活动连接于一对定位支架11之间,每个夹持件包括相连接的卡箍22和伸缩杆21,水平且相对设置的一对夹持件的卡箍22分别套设于H型钢5的两侧翼缘板,夹持件伸缩杆21的另一端连接于与其同侧的定位支架11,而且,夹持件的伸缩杆21与控制系统信号连接。
本发明的SMW工法中型钢的精准插拔定位装置,它包括沿三轴搅拌桩1延伸方向设置的支撑架体10,连接于支撑架体10两个定位支架11之间的至少一对夹持件,以及一控制系统,每个夹持件包括相连接的卡箍22和伸缩杆21,水平且相对设置的一对夹持件的卡箍22分别套设于H型钢5的两侧翼缘板,一对夹持件的伸缩杆21分别连接于其两侧的定位支架11,而且,每个夹持件的伸缩杆21均与控制系统信号连接,至少一对夹持件套设于H型钢5的翼缘板起到了沿y轴方向的限位作用,并进一步通过控制系统分别调整每根伸缩杆21的伸缩长度,进而间接调整H型钢5沿x轴方向的位移,从而实现H型钢5的自动化精准就位及主动纠偏。
为进一步解决采用专业拔桩机械拔除H型钢5容易造成其二次破坏,影响H型钢5周转使用率的问题,如图2所示,夹持件还包括连接于夹箍内壁的四对定位齿轮24,及与定位齿轮24连接的驱动装置,四对定位齿轮24上、下设置,并沿H型钢5的腹板对称排列,一对夹持件的定位齿轮24分别夹紧H型钢5的两侧翼缘板后,通过驱动装置驱动定位齿轮24正向或反向旋转,间接带动夹持于定位齿轮24之间的H型钢5自动插入或拔出,减少了H型钢5在插拔作业过程中造成的损伤,提高了H型钢5的周转使用率,而且,对于吊装高度受限的区域,由于利用夹持件实现了H型钢5的自动化插拔作业,无需全程借助大型吊装设备,从而降低了施工难度。
请继续参考图2,夹持件还包括八个调节杆25,每个定位齿轮24连接一根调节杆25,调节杆25的一端与定位齿轮24的转轴连接,调节杆25的另一端连接于卡箍22内壁,且调节杆25均与控制系统信号连接,通过控制系统分别调整每根调节杆25的伸缩长度,进一步实现H型钢5的精准定位。
如图2所示,本发明的SMW工法中型钢的精准插拔定位装置还包括与控制系统连接的两个水平定位组件30,两个水平定位组件30沿竖直方向间隔设置于定位支架11内侧,每个水平定位组件30包括水平且相对设置于一对定位支架11的激光发射器和激光接收器,控制系统分别接收两个水平定位组件30的信号并判断H型钢5是否沿x轴线方向发生偏移,并发出控制信号调整伸缩杆21的长度,直至H型钢5沿x轴线方向的倾斜度满足施工要求。
请继续参考图2,本发明的SMW工法中型钢的精准插拔定位装置还包括与控制系统连接的两个第一垂直定位组件40,第一垂直定位组件40安装于相邻且竖向设置的两个夹持件之间,每个第一垂直定位组件40包括分别安装于两个夹持件卡箍22侧壁的激光发射器和激光接收器。控制系统分别接收两个第一垂直定位组件40的信号并判断H型钢5是否沿y轴线方向发生偏移;更佳的,H型钢5的精准插拔定位装置还包括与控制系统连接的两个第二垂直定位组件50,两个第二垂直定位组件50的激光发射器和激光接收器分别安装于相邻且竖向设置的两个夹持件的定位齿轮24,在第一垂直定位组件40初步就位校准的基础上,通过第二垂直定位组件50实现H型钢5的二次就位校准,综上,控制系统分别接收水平定位组件30和垂直定位组件的实时监测数据,并通过控制伸缩杆21、调节杆25的伸缩实现对H型钢5的主动纠偏施工,不但自动化程度高,而且提高了H型钢5定位的精准程度。
更佳的,H型钢5的两侧翼缘板还沿其长度方向设有多个齿槽,定位齿轮24卡扣于H型钢5的齿槽并紧密贴合,利用定位齿轮24与齿槽之间的摩檫力挤压推动H型钢5的插入或者拔除作业,并有利于通过节段拼装方式完成吊装高度受限条件下H型钢5的插入或拔除施工。
如图2所示,定位支架11包括竖向设置的框架主体,及垂直连接于框架主体底部的基座12,框架主体是由横杆和竖杆纵横交错设置并焊接而成的框架,基座12通过紧固螺栓连接于三轴搅拌桩1两侧的混凝土底座2,拆装方便,有利于定位装置的反复利用。
上述伸缩杆21的一端与定位支架11的竖杆螺栓连接或焊接连接,伸缩杆21的另一端与夹持件的夹箍螺栓连接或焊接连接,拆装方便。
如图1所示,混凝土底座2预埋有多个螺栓连接孔,定位支架11的基座12螺栓连接于混凝土底座2,上述螺栓连接孔的间距可根据H型钢5的设计间距及定位支架11的尺寸进行布置。
结合图1和图2说明本发明的SMW工法中型钢的精准插拔定位方法,具体步骤如下:
S1:土地平整、工法桩定位放线,施作分别位于待施工的三轴搅拌桩1两侧的两个混凝土底座2,施工完成三轴搅拌桩1;
S2:将支撑架体10的一对定位支架11分别螺栓连接于两个混凝土底座2,将竖向设置的两对夹持件连接于两个定位支架11之间,下放第一节H型钢5,将两对夹持件的夹箍依次套设于H型钢5的两侧翼缘板,通过控制系统调整伸缩杆21的长度,实现H型钢5的初步就位调节,依次安装H型钢5后续节段直至插入就位,围檩拆除后,拔除H型钢5。
本发明的SMW工法中型钢的精准插拔定位方法,首先,施工三轴搅拌桩1所在位置两侧的混凝土底座2,施工完成位于两个混凝土底座2之间的三轴搅拌桩1,将支撑架体10的一对定位支架11分别连接于两个混凝土底座2,将竖向设置的两对夹持件连接于两个定位支架11之间,下放H型钢5,将两对夹持件的夹箍依次套设于H型钢5的两侧翼缘板,至少一对夹持件套设于H型钢5的翼缘板起到了沿y轴方向的限位作用,并进一步通过控制系统分别调整每根伸缩杆21的伸缩长度,进而间接调整H型钢5沿x轴方向的位移,实现H型钢5的自动化精准就位及主动纠偏,完成H型钢5的初步就位调节。
上述步骤S2还包括:夹持件还包括四对定位齿轮24、八根调节杆25及连接于定位齿轮24的驱动装置,四对定位齿轮24上、下设置,并沿H型钢5的腹板对称排列,调节杆25的一端与定位齿轮24的转轴连接,调节杆25的另一端连接于卡箍22内壁,且调节杆25均与控制系统信号连接,夹持件的定位齿轮24分别夹紧H型钢5的两侧翼缘板后,通过控制系统分别调整每根调节杆25的伸缩长度,实现H型钢5的精准定位,通过驱动装置驱动定位齿轮24正向转动,间接带动夹持于定位齿轮24之间的H型钢5自动插入,施工完成且围檩拆除后,通过控制定位齿轮24反转完成H型钢5的拔除施工。
上述步骤S2还包括:将两个水平定位组件30沿竖直方向间隔设置于定位支架11,每个水平定位组件30的激光发射器和激光接收器水平且相对设置于一对定位支架11,将两个第一垂直定位组件40分别安装于相邻且上、下设置的两个夹持件的侧壁,第一垂直定位组件40的激光发射器和激光接收器分别安装于竖向设置的两个夹持件的卡箍22侧壁,控制系统接收水平定位组件30和第一垂直定位组件40的实时监测数据后,通过控制伸缩杆21和调节杆25的长度间接实现H型钢5的精准定位,也就是说,伸缩杆21和调节杆25通过与水平定位组件30、垂直定位组件进行的监测数据联动,实现了对H型钢5进行主动纠偏及精准定位。
上述描述仅是对本发明较佳实施例的描述,并非对本发明范围的任何限定,本发明领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求范围。
- SMW工法中型钢精准插拔定位装置及方法
- SMW工法H型钢回收辅助工装、回收方法及插拔方法