一种确定覆盖件烘烤温度极限的方法、系统及存储介质
文献发布时间:2023-06-19 13:29:16
技术领域
本发明属于汽车制造工艺技术领域,具体涉及一种确定覆盖件烘烤温度极限的方法、系统及存储介质。
背景技术
通常汽车的生产工艺包括冲压、焊接、涂装和总装,而涂装工艺主要环节包括脱脂、磷化、电泳、中涂烘干和面漆烘干等,其中电泳、中涂烘干和面漆烘干等环节均需要在足够的温度下进行,工作温度最高的为电泳环节。
针对涂装工艺特点,汽车钢制覆盖件常采用烘烤硬化钢与之配合,如H180等。烘烤硬化钢初始的屈服强度较低,易于冲压成形,涂装时经过电泳环节一定时间的高温烘烤,屈服强度大幅提升,从而整体提高最终覆盖件的零件性能,通常烘烤硬化钢对应的烘烤温度和时间为170℃+20min。
在汽车轻量化的趋势下,铝合金作为轻质合金材料的首选方案在汽车上的应用比例不断攀升,6xxx系铝板作为铝合金的一种,常用于汽车外覆盖件,如前后盖、车门、翼子板等部位。
6xxx系铝板同样具有烘烤硬化的特性,行业上通常认为烘烤温度和时间为185℃+20min时,能够发挥6xxx系铝板的最优烘烤硬化性能,但由烘烤硬化钢切换至6xxx系铝板后需求的烘烤温度的提升,往往受制于原有设备无法实现,或大幅增加的设备改造难度,同时更高的烘烤温度也增加了生产成本。
实际产品开发中发现,经过电泳烘烤后的材料屈服强度达到一定数值以上即可,无需提升至可达最大的屈服强度,因此必然存在一个优选的烘烤温度和烘烤时间能够在满足零件性能要求的同时,实现生产能耗的降低,继而降低生产成本。
发明内容
针对现有技术的不足,本发明提出了一种确定覆盖件烘烤温度极限的方法、系统及存储介质,旨在通过对铝板在不同烘烤温度下的烘烤硬化性能的测试,量化地确定能够满足铝合金覆盖件涂装电泳后烘烤硬化性能要求的烘烤温度下限,以便能够更准确地设置汽车铝合金覆盖件涂装电泳生产时的烘烤温度参数。烘烤温度下限的确定,降低了生产能耗及设备改造难度,提升了生产的经济性。
本发明通过如下技术方案实现:
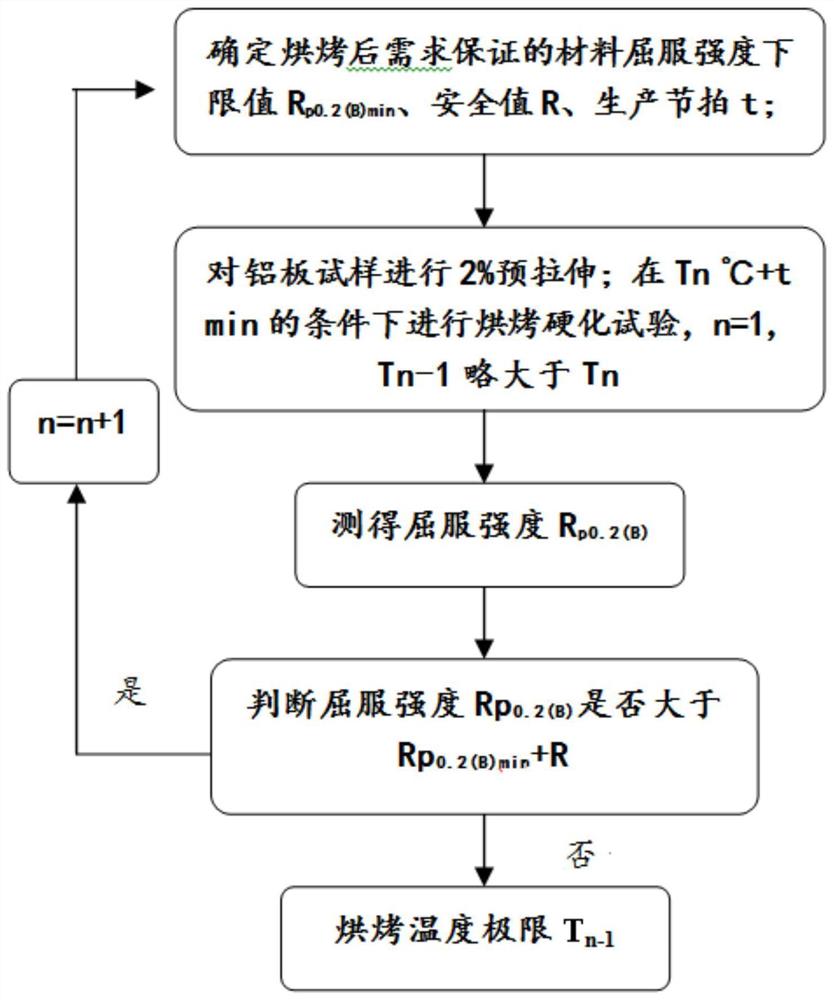
一种确定覆盖件烘烤温度极限的方法,包括以下步骤:
S101、确定经过电泳烘烤后的铝板材料需求保证的屈服强度下限值R
S102、选用行业标准中常用的烘烤温度T
S103、对烘烤硬化试验后的铝板试样进行室温静态拉伸,并测得屈服强度R
S104、判断:若屈服强度R
S105、此时确定该铝板的烘烤硬化温度下限为T
优选地,步骤S101中,R
优选地,步骤S101中,屈服强度下限值R
优选地,步骤S102及步骤S104中,烘烤的温度范围为165℃-205℃。
优选地,步骤S104中,烘烤温度的降低幅度为每次减低0.5℃-2℃。
第二方面,本发明提供了一种确定覆盖件烘烤温度极限的系统,包括:
初始条件确定模块,结合整车CAE碰撞分析结果和涂装生产线反馈数据,确定并输入需求屈服强度下限、安全值及生产节拍信息;
试验模块,用于对板材试样进行预拉伸处理、烘烤处理和烘烤后板材力学性能测试,并反馈对应温度下的测试结果;
比较模块,用于比较试验模块反馈的测试结果与初始条件,并判断是否输出结果,或进入下一循环,继续调用试验模块。
优选地,初始条件确定模块通过计算机软硬件实现,可直接读取整车CAE碰撞仿真结果,并通过人工录入生产节拍生产信息。
优选地,试验模块包括:
电子万能拉伸试验机,用于板材试样进行预拉伸和烘烤后板材力学性能测试,所述万能拉伸试验机额定载荷需≥5吨;
烘烤箱,用于板材试样的模拟烘烤,所述烘烤箱的可用温度上限应至少达到300℃,温度精度达到0.5℃;
试验结果反馈单元,将测试结果输入比较模块。
优选地,所述比较模块通过计算机软硬件实现,用于比较试验模块反馈的测试结果与初始条件,并判断是否输出结果,或进入下一循环,继续调用试验模块,最终输出确定的烘烤温度极限。
第三方面,本发明提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如上所述的一种确定覆盖件烘烤温度极限的方法。
与现有技术相比,本发明的优点如下:
本发明提出一种确定覆盖件烘烤温度极限的方法、系统及存储介质,通过对铝板在不同烘烤温度下的烘烤硬化性能的测试,量化地确定能够满足铝合金覆盖件涂装电泳后烘烤硬化性能要求的烘烤温度下限,以便能够更准确地设置汽车铝合金覆盖件涂装电泳生产时的烘烤温度参数;
实际生产过程中,将本发明最终确定的烘烤硬化温度下限直接设置为涂装生产线电泳烘烤温度,在满足零件性能要求的同时,最大程度的降低了生产能耗和生产成本,甚至避免由于烘烤温度需求过高而造成的工程改造或设备更换,提升了生产的经济性。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
图1为本发明的一种确定汽车铝合金覆盖件涂装电泳用烘烤温度极限的方法的流程图。
具体实施方式
为清楚、完整地描述本发明所述技术方案及其具体工作过程,结合说明书附图,本发明的具体实施方式如下:
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
实施例1
一种确定汽车铝合金覆盖件涂装电泳用烘烤温度极限的方法,包括以下步骤:
S101、确定经过电泳烘烤后的牌号为6016-T4P-1.0mm铝板需求保证的屈服强度下限值200MPa、安全值5MPa、生产节拍20min;
S102、选用行业标准中推荐的烘烤温度185℃为初始烘烤温度,并对经过2%预拉伸的铝板试样在185℃+20min的条件下进行烘烤硬化试验;
S103、对烘烤硬化试验后的铝板试样进行室温静态拉伸,并测得屈服强度R
S104、判断:若屈服强度R
S105、此时确定该铝板的烘烤硬化温度下限为T
表1为本实施例烘烤温度极限确定过程的性能数据记录表,可以看出,烘烤温度降至179℃时,其烘烤后的屈服强度为204.2MPa,低于R
表1烘烤温度极限确定过程的性能数据记录表
本实施例最终确定了铝板的烘烤温度极限,并支撑汽车铝合金覆盖件电泳生产线的烘烤温度设定从185℃降低至180℃,降低了生产能耗,降低了生产成本。
实施例2
一种确定汽车铝合金覆盖件涂装电泳用烘烤温度极限的方法,包括以下步骤:
S101、确定经过电泳烘烤后的牌号为6014-T4P-1.2mm铝板需求保证的屈服强度下限值180MPa、安全值10MPa、生产节拍20min;
S102、选用行业标准中推荐的烘烤温度185℃为初始烘烤温度,并对经过2%预拉伸的铝板试样在185℃+20min的条件下进行烘烤硬化试验;
S103、对烘烤硬化试验后的铝板试样进行室温静态拉伸,并测得屈服强度R
S104、判断:若屈服强度R
S105、此时确定该铝板的烘烤硬化温度下限为T
表2为本实施例烘烤温度极限确定过程的性能数据记录表,可以看出,烘烤温度降至180℃时,其烘烤后的屈服强度为189.5MPa,低于R
表2烘烤温度极限确定过程的性能数据记录表
本实施例最终确定了铝板的烘烤温度极限,并支撑汽车铝合金覆盖件电泳生产线的烘烤温度设定从185℃降低至181℃,降低了生产能耗,降低了生产成本。
实施例3
一种确定汽车铝合金覆盖件涂装电泳用烘烤温度极限的方法,包括以下步骤:
S101、确定经过电泳烘烤后的牌号为6A16-T4P-0.95mm铝板需求保证的屈服强度下限值210MPa、安全值5MPa、生产节拍15min;
S102、选用行业标准中推荐的烘烤温度185℃为初始烘烤温度,并对经过2%预拉伸的铝板试样在185℃+15min的条件下进行烘烤硬化试验;
S103、对烘烤硬化试验后的铝板试样进行室温静态拉伸,并测得屈服强度R
S104、判断:若屈服强度R
S105、此时确定该铝板的烘烤硬化温度下限为T
表3为本实施例烘烤温度极限确定过程的性能数据记录表,可以看出,烘烤温度降至181℃时,其烘烤后的屈服强度为204.2MPa,低于R
表3烘烤温度极限确定过程的性能数据记录表
本实施例最终确定了铝板的烘烤温度极限,并支撑汽车铝合金覆盖件电泳生产线的烘烤温度设定从185℃降低至182℃,降低了生产能耗,降低了生产成本。
实施例4
本发明实施例4提供了一种确定覆盖件烘烤温度极限的系统,包括:
初始条件确定模块,结合整车CAE碰撞分析结果和涂装生产线反馈数据,确定并输入需求屈服强度下限、安全值及生产节拍信息;
试验模块,用于对板材试样进行预拉伸处理、烘烤处理和烘烤后板材力学性能测试,并反馈对应温度下的测试结果;
比较模块,用于比较试验模块反馈的测试结果与初始条件,并判断是否输出结果,或进入下一循环,继续调用试验模块。
初始条件确定模块通过计算机软硬件实现,可直接读取整车CAE碰撞仿真结果,并通过人工录入生产节拍生产信息。
试验模块包括:
电子万能拉伸试验机,用于板材试样进行预拉伸和烘烤后板材力学性能测试,所述万能拉伸试验机额定载荷需≥5吨;
烘烤箱,用于板材试样的模拟烘烤,所述烘烤箱的可用温度上限应至少达到300℃,温度精度达到0.5℃;
试验结果反馈单元,将测试结果输入比较模块。
所述比较模块通过计算机软硬件实现,用于比较试验模块反馈的测试结果与初始条件,并判断是否输出结果,或进入下一循环,继续调用试验模块,最终输出确定的烘烤温度极限。
实施例5
本发明实施例5提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如本申请所有发明实施例提供的一种确定汽车铝合金覆盖件涂装电泳用烘烤温度极限的方法:旨在通过对铝板在不同烘烤温度下的烘烤硬化性能的测试,量化地确定能够满足铝合金覆盖件涂装电泳后烘烤硬化性能要求的烘烤温度下限,以便能够更准确地设置汽车铝合金覆盖件涂装电泳生产时的烘烤温度参数。
可以采用一个或多个计算机可读的介质的任意组合。计算机可读介质可以是计算机可读信号介质或者计算机可读存储介质。计算机可读存储介质例如可以是——但不限于——电、磁、光、电磁、红外线、或半导体的系统、装置或器件,或者任意以上的组合。计算机可读存储介质的更具体的例子(非穷举的列表)包括:具有一个或多个导线的电连接、便携式计算机磁盘、硬盘、随机存取存储器(RAM)、只读存储器(ROM)、可擦式可编程只读存储器(EPROM或闪存)、光纤、便携式紧凑磁盘只读存储器(CD-ROM)、光存储器件、磁存储器件、或者上述的任意合适的组合。在本文件中,计算机可读存储介质可以是任何包含或存储程序的有形介质,该程序可以被指令执行系统、装置或者器件使用或者与其结合使用。
计算机可读的信号介质可以包括在基带中或者作为载波一部分传播的数据信号,其中承载了计算机可读的程序代码。这种传播的数据信号可以采用多种形式,包括——但不限于——电磁信号、光信号或上述的任意合适的组合。计算机可读的信号介质还可以是计算机可读存储介质以外的任何计算机可读介质,该计算机可读介质可以发送、传播或者传输用于由指令执行系统、装置或者器件使用或者与其结合使用的程序。
计算机可读介质上包含的程序代码可以用任何适当的介质传输,包括——但不限于——无线、电线、光缆、RF等等,或者上述的任意合适的组合。
可以以一种或多种程序设计语言或其组合来编写用于执行本发明操作的计算机程序代码,所述程序设计语言包括面向对象的程序设计语言—诸如Java、Smalltalk、C++,还包括常规的过程式程序设计语言—诸如“C”语言或类似的程序设计语言。程序代码可以完全地在用户计算机上执行、部分地在用户计算机上执行、作为一个独立的软件包执行、部分在用户计算机上部分在远程计算机上执行、或者完全在远程计算机或服务器上执行。在涉及远程计算机的情形中,远程计算机可以通过任意种类的网络——包括局域网(LAN)或广域网(WAN)—连接到用户计算机,或者,可以连接到外部计算机(例如利用因特网服务提供商来通过因特网连接)。
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
- 一种确定覆盖件烘烤温度极限的方法、系统及存储介质
- 一种确定冲压形成汽车覆盖件的零件的材料利用率的方法