一种受限空间内大体积亚克力板材安装工艺
文献发布时间:2023-06-19 13:29:16
技术领域
本发明涉及亚克力板材施工领域,尤其是涉及一种受限空间内大体积亚克力板材安装工艺。
背景技术
近些年,国家正在大力发展文化旅游事业,综合性乐园场馆的建设逐渐开始成为城市新的商业地标建筑,需要采用各种规格型号的超大或异型的亚克力板材观景玻璃。由于亚克力板材本身易燃易划伤的特性,亚克力玻璃进场安装需要等到土建工程基本结束后进行,而对于内部空间较小的场馆,大型机械难以施展,小型机械运输容易破坏原材料,并且,观景窗口需要的板材无法一次成型,需要将数块亚克力板材在现场进行拼装,这给原本就要求极高的亚克力玻璃聚合及安装缝隙密封工作增加了更多考验。
针对我国建筑行业巨型亚克力板材施工现状和趋势,寻求一种在受限空间内可靠的重型亚克力板材的安装和聚合密封方法,既能满足质量要求,又能保证进度和绿色施工要求变得极为迫切。
发明内容
本发明的目的是提供一种受限空间内大体积亚克力板材安装工艺,能保证巨型亚克力板材在受限空间内的施工质量,具有简便实用,成本低, 节约工期,质量好和使用寿命长的优点。
为此,本发明提供的一种受限空间内大体积亚克力板材安装工艺,包括以下步骤:
S1:施工准备:根据图纸模拟实际现场安装环境,对现场的区块位置、吊装路线进行预先准备,建立BIM模型,吊装附属构件必须在进场前准备完毕;
S2、板材运输至拼接棚内就位:确定运输路线,对路线上的不平处进行找平,找平后铺钢板以减少运输时的震动,防止划伤板材;通过室内场地模块化运输车和卷扬机等小型运输设备保证巨型板材顺利进场,道路铺设完毕后将板材吊上场地模块化运输车,以卷扬机牵引运输,同时为应对多台机械运输一块巨型板材时运输路线易偏移,原材料易受损的情况,辅以人工进行精确控制;
S3、聚合面包装拆除、修整:板材在拼接棚内就位后将包装拆除,由现场质量人员进行二次检查,板材聚合面应清洁平整,且聚合面有20±5°的坡口;
S4、聚合面对缝、支模:将两块亚克力板材拼成V 型缺口, 底端间距为5mm,在V型底端贴上10mm厚亚克力条形成盛浆模型, 使得模型内的浆液只能接触到亚克力条和聚合面;
S5、拼接棚搭建、设备安装:聚合棚根据现场条件搭建,四周采用防火篷布密闭,棚内安装15KW热风机24台,分体式空调6台,拼缝处局部加温采用烘箱1台和电子控温仪器1台;
S6、聚合料灌注、聚合:将亚克力材料、有机过氧化物引发剂、促进剂按特定比例放入预聚反应器中进行搅拌,取得黏度为15s/55°的浆液,将制作好的的浆液注入拼缝内,然后在上方覆盖同等大小的玻璃纸,同时清理掉浆液表面与玻璃纸间的气泡,放入30℃环境下24h使其固化,然后用酒精清理掉表面的污垢,对施工环境进行密封处理,降低热处理过程中的散热量,最后将烘箱调至在100℃下进行热处理1.5h;
S7、聚合缝处理:热处理完成后对拼缝进行退火、打磨和抛光,消除亚克力板材的内应力;
S8、保护膜粘贴:抛光打磨完成后粘贴PE 膜进行保护,粘贴前需对成品表面进行清理,不得有油污、砂砾、灰尘等污染,粘贴完成后表面不应有气泡;
S9、临时支撑安装:在板材的安装槽口内外各安装4套防倒装置,板材上部安装轻型重心可调吊装平衡梁装置,下部安装6台横向千斤顶;
S10、整体板材就位:通过板材上部预设的可调节的固定装置,配合板材底部的滑板、横向千斤顶移动整体板材至安装槽口的内部,用葫芦牵引吊起就位,用14mm膨胀螺栓各安装5个临时夹具,使板材牢固的固定在安装槽口内;
S11、板材安装缝隙填充:向定位好的板材缝隙内塞入填充材料,灌入填充环氧树脂,安装缝隙密封胶,采用硅酮耐候密封胶,打胶前需清除接缝表面的水分、油脂、尘埃等污染物,适当时可用溶剂清洁表面,再用干净抹布擦净所有残留物,使其充分清洁、干燥,同时用塑料胶带遮住接口附近表面,以确保密封的工作线条完美整齐。
优选的,所述S1中,对巨型亚克力板材的安装槽口在防水施工前需进行复核,按图纸核对测量水平度,垂直度,及实际洞口尺寸的符合度,对浇注有问题的槽口进行整改。
优选的,所述S7中,亚克力常规退火期间为30天以上,退火至亚克力板温度与室内环境温度温差<10℃,随后在对拼缝进行第一次打磨,然后在30°恒温条件下进行抛光打磨工作。
优选的,所述S10中,对于有多块板材的情况,先将尺寸小重量轻的板材吊装就位,再将尺寸大重量大的板材吊装就位。
优选的,所述S11中,溶剂为二甲苯或丁酮,打胶时确保胶料与基材表面紧密接触,当接缝宽度较大时,需多次反复涂胶,涂胶后用刀具修整表面,除去多余胶料,再把胶带撕去,若有污渍,可用湿布除去。
本发明与已有技术相比具有以下优点和积极效果:
(1)针对场馆内部空间受限,大型运输设备无法进入的问题,通过室内场地模块化运输车和卷扬机等小型运输设备保证巨型板材顺利进场。
(2)通过大功率空调、热风机和自动温度控制仪器创造一个恒温、密闭的板材化学聚合场所,安装分体式空调进行除湿,使聚合料的灌注、聚合在局部高温无湿的条件下进行,保证化学聚合质量;同时板材拼接放弃传统的泡沫条、硅酮胶的拼接模式,改用同规格液态亚克力原料进行聚合,成型效果好、无明显接缝,确保游客的观赏体验。
(3)采用高强度灌浆料、EVA柔性材料、硅酮耐候密封胶等材料进行多重密封,对亚克力板材与混凝土结构槽口进行多重密封,达到100%无渗漏的效果,满足超大水压下亚克力板材与垭口之间极高的水密要求。
附图说明
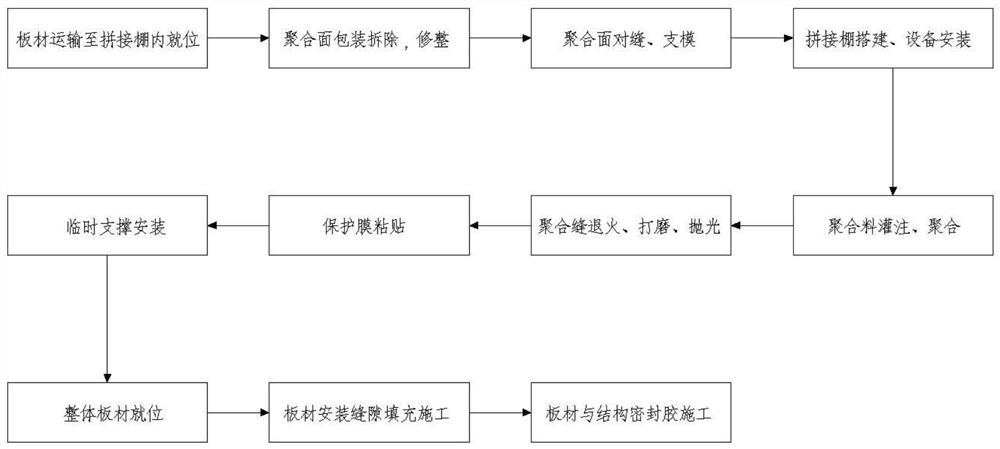
图1为本发明提出的一种受限空间内大体积亚克力板材安装工艺的流程图。
具体实施方式
下面将结合本发明的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1,本发明公开了一种受限空间内大体积亚克力板材安装工艺,包括以下步骤:
S1:施工准备:根据图纸模拟实际现场安装环境,对现场的区块位置、吊装路线进行预先准备,建立BIM模型,吊装附属构件必须在进场前准备完毕;
S2、板材运输至拼接棚内就位:确定运输路线,对路线上的不平处进行找平,找平后铺钢板以减少运输时的震动,防止划伤板材;通过室内场地模块化运输车和卷扬机等小型运输设备保证巨型板材顺利进场,道路铺设完毕后将板材吊上场地模块化运输车,以卷扬机牵引运输,同时为应对多台机械运输一块巨型板材时运输路线易偏移,原材料易受损的情况,辅以人工进行精确控制;
S3、聚合面包装拆除、修整:板材在拼接棚内就位后将包装拆除,由现场质量人员进行二次检查,板材聚合面应清洁平整,且聚合面有20±5°的坡口;
S4、聚合面对缝、支模:将两块亚克力板材拼成V 型缺口, 底端间距为5mm,在V型底端贴上10mm厚亚克力条形成盛浆模型, 使得模型内的浆液只能接触到亚克力条和聚合面;
S5、拼接棚搭建、设备安装:聚合棚根据现场条件搭建,四周采用防火篷布密闭,棚内安装15KW热风机24台,分体式空调6台,拼缝处局部加温采用烘箱1台和电子控温仪器1台;
S6、聚合料灌注、聚合:将亚克力材料、有机过氧化物引发剂、促进剂按特定比例放入预聚反应器中进行搅拌,取得黏度为15s/55°的浆液,将制作好的的浆液注入拼缝内,然后在上方覆盖同等大小的玻璃纸,同时清理掉浆液表面与玻璃纸间的气泡,放入30℃环境下24h使其固化,然后用酒精清理掉表面的污垢,对施工环境进行密封处理,降低热处理过程中的散热量,最后将烘箱调至在100℃下进行热处理1.5h;
S7、聚合缝处理:热处理完成后对拼缝进行退火、打磨和抛光,消除亚克力板材的内应力;
S8、保护膜粘贴:抛光打磨完成后粘贴PE 膜进行保护,粘贴前需对成品表面进行清理,不得有油污、砂砾、灰尘等污染,粘贴完成后表面不应有气泡;
S9、临时支撑安装:在板材的安装槽口内外各安装4套防倒装置,板材上部安装轻型重心可调吊装平衡梁装置,下部安装6台横向千斤顶;
S10、整体板材就位:通过板材上部预设的可调节的固定装置,配合板材底部的滑板、横向千斤顶移动整体板材至安装槽口的内部,用葫芦牵引吊起就位,用14mm膨胀螺栓各安装5个临时夹具,使板材牢固的固定在安装槽口内;
S11、板材安装缝隙填充:向定位好的板材缝隙内塞入填充材料,灌入填充环氧树脂,安装缝隙密封胶,采用硅酮耐候密封胶,打胶前需清除接缝表面的水分、油脂、尘埃等污染物,适当时可用溶剂清洁表面,再用干净抹布擦净所有残留物,使其充分清洁、干燥,同时用塑料胶带遮住接口附近表面,以确保密封的工作线条完美整齐。
优选的,所述S1中,对巨型亚克力板材的安装槽口在防水施工前需进行复核,按图纸核对测量水平度,垂直度,及实际洞口尺寸的符合度,对浇注有问题的槽口进行整改。
优选的,所述S7中,亚克力常规退火期间为30天以上,退火至亚克力板温度与室内环境温度温差<10℃,随后在对拼缝进行第一次打磨,然后在30°恒温条件下进行抛光打磨工作。
优选的,所述S10中,对于有多块板材的情况,先将尺寸小重量轻的板材吊装就位,再将尺寸大重量大的板材吊装就位。
优选的,所述S11中,溶剂为二甲苯或丁酮,打胶时确保胶料与基材表面紧密接触,当接缝宽度较大时,需多次反复涂胶,涂胶后用刀具修整表面,除去多余胶料,再把胶带撕去,若有污渍,可用湿布除去。
本发明的有益效果是:针对施工空间受限的情况,亚克力板材采用用于室内场地的模块化运输车加卷扬机运输进场,预埋轻型重心可调吊装平衡梁装置吊装就位;现场亚克力板材聚合在恒温、密闭的场所内进行,采用专业聚合暖棚的措施保证完成后的聚合缝无聚合痕迹,100%无渗漏,相比传统的拼缝聚合材料,采用同规格的液态亚克力进行灌注和聚合,保证聚合缝与大面融为一体,不易发现;采用高强度灌浆料、EVA 柔性材料、硅酮耐候密封胶等材料进行多重密封,满足超大水压下亚克力板材与槽口之间极高的水密要求。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种受限空间内大体积亚克力板材安装工艺
- 一种亚克力游泳池及其安装工艺