一种地热地板的自动安装设备及其安装方法
文献发布时间:2023-06-19 13:29:16
技术领域
本申请涉及地板铺装技术领域,具体涉及一种适用于地热地板的自动安装设备,本申请同时还涉及了该种自动安装设备的安装方法。
背景技术
出于采暖效果考虑,地热地板的铺装方式多为直铺法,即不经过龙骨而地板块直接铺设在地面垫材之上。相邻地热地板块之间的连接方式,多为平扣企口、锁扣企口或其他金属扣件等形式。但是企口的拼接、金属扣件的使用会大幅降低铺装效率,且大量依赖人工。
为此,现有技术中提出了一种自粘结的铺装形式,即能够将地板块粘结在地面垫材上。具体来说,地面垫材是具有单面粘性的,通过将地板块粘结在地面垫材上,以固定地板块相对于地面、以及地板块之间相对位置,实现地板块的安装固定。例如中国专利CN202718349U公开的一种用于地板安装的垫材。与该种地面垫材相配合的地板块不需要制作企口,因此,自粘结地板具有铺装效率高、产品生产效率高、生产成本低的优点。
然而上述自粘结地板仍依赖于人工铺装,首先将地面垫材上的离型层揭除,然后将地板块放置在地面垫材上,粘结固定。因此,同样存在铺装效率低、人工依赖度高的问题;另一个方面,人工铺装过程中,由于粘结性的地垫具有即时性,当地板块下落后便相对固定,因而当地板块的下落位置有偏差时,或需要揭起来重新放置、降低了工作效率,或不做修正、降低了铺装精度。
发明内容
本发明的一个技术目的在于,克服现有技术中存在的人工铺装工作效率低、铺装成本高、铺装精度较差的问题,从而提供一种能够自动安装的地热地板铺装的设备;本发明的第二个技术目的在于,提供该种自动安装设备的铺装方法。
本发明的一个实施例公开了一种地热地板的自动安装设备,包括送料装置、铺装装置、使所述送料装置和所述铺装装置横向和纵向移动的进给装置、以及控制系统,所述送料装置和所述铺装装置通过安装座固设在所述进给装置上;所述安装座包括与所述进给装置固定连接的基座、设置在所述基座上的转台、驱动所述转台相对所述基座转动的驱动结构;所述送料装置包括固定安装在所述转台上的放料台、用于将所述放料台上的地板块间歇地向所述铺装装置一侧移动的推进结构,并在所述放料台的末端形成上料位;所述铺装装置包括固定安装在所述转台上的底座、能够转动地设置在所述底座上的铺装臂、设置在所述铺装臂的端部的真空吸盘、驱动所述铺装臂转动的电机,所述铺装臂携所述真空吸盘在所述上料位和下料位之间往复摆动;所述进给装置、所述驱动结构、所述推进结构与所述铺装臂受所述控制系统控制。
作为优选,所述放料台的侧边具有靠山;所述推进结构包括固定在所述放料台尾端的第一气杆、固定连接在所述第一气杆伸出端的推板。
作为优选,所述放料台包括循环轨道、沿所述循环轨道滑移的多个滑座,所述滑座的底部卡设在所述循环轨道的轨道槽内,且相邻的滑座的下部铰接相连,所述滑座为包括靠板的卡槽结构,位于末端的滑座的靠板与所述推板之间固定连接,所述推板与所述靠板均向所述第一气杆一侧倾斜,且与所述放料台所在平面形成85°~88°的夹角。
作为优选,所述放料台的侧边具有靠山;所述推进结构包括通过机架安装的一对张紧辊、驱动所述张紧辊转动的电机、设置在一对张紧辊之间的多个支撑辊、张紧在一对张紧辊上的皮带;所述放料台包括多个等间距固定安装在所述皮带上的滑座,所述滑座为包括靠板的卡槽结构,所述靠板背向所述铺装装置一侧倾斜,且与所述放料台所在平面形成85°~88°的夹角。
作为优选,所述铺装臂为伸缩气杆;所述铺装臂的伸缩端与所述真空吸盘铰接连接,且所述铺装臂的伸缩段与所述真空吸盘的一侧盘面通过第二气杆连接。
作为优选,当所述铺装臂摆动至与水平地面呈70°~75°夹角时,所述铺装臂转至所述下料位,所述控制系统控制所述真空吸盘松开。
作为优选,所述铺装装置包括一对对称设置在所述底座两侧的铺装臂,一对铺装臂的端部分别设有所述真空吸盘,一对铺装臂同轴设置、从而同步转动。
作为优选,所述进给装置为多向履带进给装置。
本发明的第二个实施例公开了一种自粘结地板的安装方法,至少包括以下步骤:
步骤1、按照铺装场地形状、面积及铺装地板块的规格,计算并安排长度方向与宽度方向的地板安装数量,并进行锯制;
步骤2、将地板块横向立置于所述放料台上,揭去地面垫材上的离型层;
步骤3、调整该种自动安装设备的起始位置,所述进给装置正向进给,沿地板宽度方向间隔地铺装一排地板块;
步骤4、当该种自动安装设备进给至距该列铺装路径的结束位置一定距离时,所述转台携所述送料装置和所述铺装装置转动180°,所述进给装置反向进给,反向间隔地铺装该列的剩余地板块;
步骤5、该种自动安装设备再次正向进给至铺装起始位置,重复步骤3和步骤4,将地板块铺装在该排地板的间隔处,从而完成该排地板块的铺装;
步骤6、当完成该排地板块的铺装后,该种自动安装设备横移与地板块长度相等的距离,并纵向移动至下一列地板块铺装的起始位置,并重复步骤3、步骤4和步骤5。
作为优选,在步骤3和步骤5中的起始位置,位于一排地板的两个端头。
借由上述工艺方法,通过送料装置供料(地板块),铺装臂在上料位和下料位之间往复摆动,从而真空吸盘在上料位抓取地板块,在下料位放下地板块,并通过进给装置的纵向与横向移动,设备移动至下一安装位置,重复上述动作,从而实现自粘结地板块的自动安装;并由于上述装置与动作受控制系统控制,从而能够较为精确的按照计划图纸完成铺装。
由此,本申请的一种自粘结地板的自动安装设备及其安装方法至少具有以下优点:
(1)实现了自粘结地板的自动安装;
(2)铺装效率、铺装精度相对人工铺装高,送料装置、铺装装置和进给装置按照控制系统设定的参数进行运作,保证了每一次抓取地板块和松开地板块的时间节点,以及放置地板块的落点,均与铺装设计的一致性;
(3)降低了铺装成本,本设备的估算造价约1.2~1.5万元人民币,仅为一个铺装工人1~2个月的工资。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本申请的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
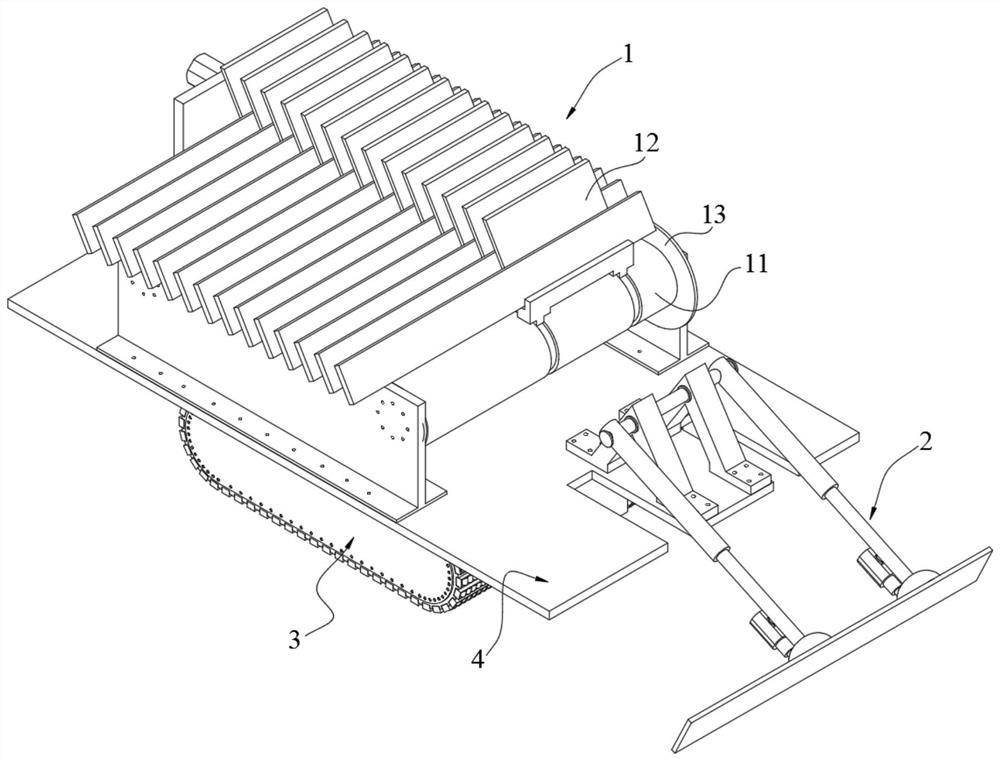
图1是本发明实施例的自粘结地板的自动铺装设备的一种示意图。
图2是图1中自粘结地板的自动铺装设备的主视图。
图3是图2的送料装置的一种示意图。
图4是本发明实施例的送料装置的另一种示意图。
图5是图2中的进给装置的一种示意图。
图6a至6d是本发明实施例的自粘结地板铺装方法的过程示意图。
附图中:
1-送料装置,11-放料台,12-推进结构,13-靠山,111-循环轨道,112-滑座,121-第一气杆,122-推板,123-张紧辊,124-支撑辊,125-皮带;
2-铺装装置,21-底座,22-铺装臂,23-真空吸盘,24第二气杆;
3-进给装置,31-履带节,32-滚轮;
4-安装座,41-基座,42-转台,43-驱动结构,44-支撑柱。
具体实施方式
为了使本技术领域的人员更好地理解本申请中的技术方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
实施例:参考图1所示的一种自粘结地板的自动安装设备,包括送料装置1、铺装装置2、使送料装置1和铺装装置2横向和纵向移动的进给装置3、以及控制系统,送料装置1和铺装装置2通过安装座4固设在进给装置3上,且送料装置1和铺装装置2的轴线重合。
安装座4
安装座4包括与进给装置3固定连接的基座41、设置在基座41上的转台42、驱动转台42相对基座41转动的驱动结构43。其中驱动结构43可以是现有技术中任意一种结构,例如,基座41为空心结构,驱动结构43是固定安装在基座41中旋转电机,其伸出端与转台42固定连接;或者,通过齿轮传动,借由旋转电机驱动转台42转动。作为一种优选,还可以包括一对固定设置在基座41上的支撑柱44,其顶部支撑转台42,但不与其相对连接。由此,转台42可以携送料装置1和铺装装置2整体转动,调整铺装方向。
送料装置1
送料装置1包括固定安装(例如焊接或螺接)在转台42上的放料台11、用于将放料台11上的地板块间歇地向铺装装置2一侧移动的推进结构12,并在放料台11的末端形成上料位。一种送料装置1的实施方式是,放料台11为一固定平台,宽度可以设置为600mm~800mm,放料台11的侧边具有靠山13,靠山13为一个设置高度高出于放料台11平面的平板。推进结构12包括通过安装架固定在放料台11尾端(即放料台11远离铺装装置2一侧的部位)的第一气杆121、固定连接在第一气杆121伸出端的推板122。从而,地板块横向立置于放料台11上,通过第一气杆121逐渐向铺装装置2一侧伸长,推动地板块前进并送向铺装装置2;当全部地板块被推送完毕后,第一气杆121收缩至最短,继续在放料台11上放置地板块,并重复上述送料动作。由于行程较长,优选地,第一气杆121为可三节伸出的气杆。
作为一种优选的实施方式,如图2和图3所示,放料台11包括循环轨道111、沿循环轨道111滑移的多个滑座112,循环轨道111由具有一定强度的材料制成,例如金属轨道或树脂轨道,包括去程轨道和回轨道,呈回路。循环轨道111的外表面开设有一对“凹”字形轨道槽。滑座112的底部设有一对“凸”字形滑块,通过一对滑块与一对轨道槽的配合,滑座112卡设在循环轨道111的轨道槽内。相邻的滑座112的下部铰接相连,例如相邻的滑座112的下部(“凸”字形滑块之上的部位)通过位于两侧的一对连接片相铰接,从而多个滑座112能够同步前进或后退。滑座112为包括靠板,整体呈卡槽结构,位于末端的滑座112的靠板与推板122之间固定连接,推板122与靠板均向第一气杆121一侧倾斜,且与放料台11所在平面形成85°~88°的夹角。滑座112的个数,一般来说在循环轨道111的整个去程轨上设置。装料时,第一气杆121回收至最短,操作者将需要铺装的地板块一一对应地放置在滑座112的卡槽内,并受靠板的支撑,使地板块向第一气杆121一侧倾斜。送料时,第一气杆121间断地逐步伸出。
另一种送料装置1的实施方式是,参考图4所示,放料台11的侧边仍设置有靠山13。推进结构12包括通过机架或其他固定支架安装的一对张紧辊123、设置在一对张紧辊之间的多个支撑辊124、张紧在一对张紧辊123上的皮带125,其中一个张紧辊为主动辊,受步进电机驱动,另一个张紧辊为从动辊。放料台11包括多个滑座112,滑座112为包括靠板的卡槽结构。滑座112的底部等间距得固定安装在皮带125上,其固定方法可以是现有技术中的任意一种,例如胶焊、或卡合的方式。同样地,靠板背向铺装装置2一侧倾斜,且与放料台11所在平面形成85°~88°的夹角。滑座112可以在整个皮带125长度上布局设置,也可以仅在去程长度上局部设置。
铺装装置2
铺装装置2包括固定安装(例如焊接或螺接)在转台42上的底座21、能够转动地设置在底座21上的铺装臂22、设置在铺装臂22的端部的真空吸盘23。其中,真空吸盘23的吸盘的直径应不超过地板块的宽度,优选地,其直径为90mm,这样能够基本满足各种规格的地板块的抓取。
在本实施例中,底座21为一三角支架,铺装装置2包括一对对称设置在底座21两侧的铺装臂22,一对铺装臂22的端部分别设有真空吸盘23,一对铺装臂22同轴设置,电机(图中未示出)的伸出端通过法兰与铺装臂22的转动轴固定连接,从而使一对铺装臂22同步转动。铺装臂22的端部与真空吸盘23通过铰接连接(例如孔销配合),铺装臂22与真空吸盘23通过第二气杆24连接,第二气杆24的固定端铰接(例如安装片与销配合)在铺装臂22上靠近真空吸盘23的位置,第二气杆24的伸出端与真空吸盘23的一侧盘面通过连接,从而第二气杆24能够控制真空吸盘23的吸附角度,第二气杆24处于伸长状态时,真空吸盘23的吸附面与铺装臂22相垂直。在电机的驱动下,铺装臂22携真空吸盘23摆动至送料装置1一侧,控制系统控制真空吸盘23抓取由送料装置1推送或转送至放料台11端部(即上料位)的地板块;随后,铺装臂22摆动向上、转而摆动向下(即图2中的顺时针),当铺装臂22摆动至与水平地面呈70°~75°夹角时,铺装臂22转至下料位,此时,第二气杆24回收一定的长度,使真空吸盘23的吸附面与地面水平,控制系统控制真空吸盘33松开,完成一个地板块的安装。随着铺装臂22携真空吸盘23在上料位和下料位之间往复摆动,从而实现地板块的逐一铺装。
优选地,铺装臂22为伸缩气杆,从而可以根据地板块的厚度、地面铺装情况来调节铺装臂22的长度。
作为进一步地优选,在真空吸盘23的前端,设置有距离传感器,并在转台42的容易观察到的区域安装与该距离传感器、控制系统电性连接的显示屏,显示屏上第一列读数为真空吸盘23与墙体的距离,从而操作者能够直观的了解真空吸盘23前端与墙体的距离。
进给装置3
进给装置3可以是现有技术中任意一种方式,在本实施例中,其为能够实现横向和纵向进给的履带进给装置。参考图5所示,在每个履带节31上安装滚轮32,滚轮的滚动方向与履带进给方向相垂直。进一步地,滚轮32采用具有一定刚度的树脂辊,从而能够避免进给装置3在行进的过程中破坏地面垫材、或划伤地板表面。另一个方面,在滚轮32能够更好地在具有粘性的地面垫材上移动,最好的,在滚轮32的表面涂覆放置粘结的涂层。
利用滚轮32的横向进给,可以采用操作者推动的方式,并在设备上设置距离传感器,并在显示屏上形成第二列读数——横向移动距离。操作者在每次横向推移之前,将显示屏读数清零,然后横向推动,当显示屏读数等于一个地板块长度的距离,停止推动。
进给装置3、驱动结构43、推进结构12与铺装臂22均受控制系统控制,控制系统可以是现有技术中任意一种可以实现上述控制顺序的控制盒,例如PCL控制系统。
本申请技术方案的自粘结地板的安装方法,在第一个实施例中,以在30平方米(5米×6米)的房间中铺装1200mm(长)×120mm(宽)×15mm(厚)的自粘结实木复合地板为例,参考图6a至图6c所示,依次包括以下步骤:
步骤1、按照铺装场地形状、面积及铺装地板块的规格,计算并安排长度方向与宽度方向的地板安装数量,在本实施例中,宽度方向可铺装60片地板块、长度方向可铺装5片地板块,共计300片地板块,将其中30片地板块在其长度方向的2/3处切割,用于第一排和最后一排地板块的错缝拼接用;
步骤2、铺设地面垫材,通过四周墙体将地面垫材固定(例如胶黏、气钉、插接踢脚线的安装座等形式),地面垫材的铺装方向优选地是垂直于地板块的长度方向,逐条揭去地面垫材上的离型层,使地面垫材的表面具有粘性;
步骤3、将地板块横向立置于放料台11上,在本实施例中,放料台11一次性可放置10片完整长度的地板块,如果采用仅包括平台和第一气杆121的结构,则能够放置18~20片地板块;
步骤4、将显示屏上的第一列读数和第二列读数清零,通过控制系统将铺装臂22旋转至与地面呈72°(±0.5°),通过进给装置3使真空吸盘23的前端与一侧墙体的距离为0.8~1.0cm、靠山13与另一侧墙体的距离为0.3~0.5cm,以调整该种自动安装设备的起始位置;
步骤5、如图6a所示,真空吸盘23抓取地板块,并在下料位放下地板块,进给装置3正向进给(即x方向),沿铺装方向进给240mm的距离,停顿并重复抓取和下料动作,从而沿地板宽度方向间隔地铺装第一排地板块,当该种自动安装设备进给至距该列铺装路径的结束位置一定距离时,在本实施例中,履带前端至上料装置1后端的设备长度为2m,因而当铺装完成3m的宽度时(即能够容纳本设备的整数片地板块的距离),铺装臂22摆动至竖直向上,转台42转动180°,铺装臂22向下摆动至与地面呈72°(±0.5°),进给系统3使真空吸盘23距离对面墙面0.8~1.0cm的距离,进给装置3反向进给(即与x向相反的方向),反向完成第一排地板的间隔铺装;
步骤6、如图6b所示,在放料台11上放置长度为800mm的地板块,重复步骤5以将中长板(长度为800mm锯制后的地板块)间隔铺装在第一排的长板之间;
步骤7、进给装置3控制设备横向移动1200mm的距离,重复步骤5和步骤6,从而完成全部地板的铺装,如图6c所示。
本申请技术方案的自粘结地板的安装方法,在第二个实施例中,以在32平方米(5米×6.4米)的房间中铺装1200mm(长)×120mm(宽)×15mm(厚)的自粘结实木复合地板为例,参考图6d所示,其与第一个实施例中的铺装方法的区别在于:在首排地板块中的长板长度为1200mm、中长板为800mm,在最后一排地板块的长板长度为1200mm、中长板也为800mm,同时在长板的后端还要续接一块长度为400mm的短板,该短板通过人工嵌入。
以上描述是为了进行图示说明而不是为了进行限制。通过阅读上述描述,在所提供的示例之外的许多实施方式和许多应用对本领域技术人员来说都将是显而易见的。因此,本教导的范围不应该参照上述描述来确定,而是应该参照所附权利要求以及这些权利要求所拥有的等价物的全部范围来确定。出于全面之目的,所有文章和参考包括专利申请和公告的公开都通过参考结合在本文中。在前述权利要求中省略这里公开的主题的任何方面并不是为了放弃该主体内容,也不应该认为申请人没有将该主题考虑为所公开的申请主题的一部分。
- 一种地热地板的自动安装设备及其安装方法
- 一种半自动地热网的加热线安装设备