一种连续热镀锌生产线自动调节清洗效果的控制方法
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及冶金技术领域,具体涉及一种连续热镀锌生产线自动调节清洗效果的控制方法。
背景技术
连续热镀锌产线的带钢清洗效果对炉辊表面、锌液成分、带钢表面有很大影响,清洗效果差会导致炉辊结瘤、锌锅中铁含量增加、带钢表面质量降低。
现有的钢厂连续镀锌生产线控制清洗效果的方法为:每小时使用滤纸擦拭检查带钢清洗效果,根据擦拭的滤纸发黑程度判定清洗状况,当清洗效果差时,操作人员回到操作室调整清洗段工艺参数,再去现场复查,反复操作直到清洗效果符合工艺控制要求,此种方法有造成手被割伤的安全隐患。
同时,有一部分钢厂也是采用滤纸擦拭再进行调节,还有一部分钢厂使用反射率胶带检测,部分钢厂清洗效果控制不及时,造成炉辊结瘤。
此种方法受人为因素干扰大,调整及时性差,容易使清洗不干净的带钢带入退火炉,造成炉辊结瘤、锌锅中铁含量增加、带钢表面质量降低,其连退产线炉辊表面大量结瘤,引起批量产品改判,不得不停机清炉,损失巨大。现有技术存在以下缺点:1、清洗段工艺参数调整不及时,容易造成未清洗干净的带钢进入退火炉内;2、人为干扰因素大,滤纸擦拭力度与检查频率对清洗效果的检查与调整影响很大,容易造成清洗效果差的带钢进入退火炉;3、存在安全隐患,用滤纸擦拭有带钢割伤手的安全隐患;4、人员劳动量大。因此,迫切需要设计一种连续热镀锌生产线自动调节清洗效果的控制方法,已解决上述带钢生产中的问题。
发明内容
针对现有技术中存在的问题,本发明的目的在于提供一种连续热镀锌生产线自动调节清洗效果的控制方法。
本发明解决其技术问题所采用的技术方案是:一种连续热镀锌生产线自动调节清洗效果的控制方法,包括以下步骤:
1)在2号张力辊处安装一组在线反射率仪,实时检测原料反射率并反馈二级控制系统,二级控制系统根据原料反射率预先设定清洗段参数;
2)在清洗段出口安装一组在线反射率仪,实时检测清洗后带钢反射率并反馈二级控制系统,实时反馈清洗后反射率;
3)当清洗后反射率小于90%时,二级控制系统判断喷淋电导率小于50ms/cm
4)当清洗后反射率小于90%时,二级控制系统判断电解电导率小于60ms/cm
5)当清洗后反射率小于90%时,二级控制系统判断刷辊无负载电流小于4A时,增加0.1A的刷辊无负载电流;
6)步骤3)-5)执行完毕10分钟之后,二级控制系统根据在线反射率仪检测的清洗后反射率,判断是否达到90%以上,未达到重复步骤3)-5);
7)当清洗后反射率大于90%时,清洗效果合格,二级控制系统不做调整。
具体的是,所述步骤1)中原料反射率低于60%时,二级控制系统自动控制喷淋电导率35-45ms/cm
具体的是,所述反射率是指带钢表面清洁程度。
具体的是,所述在线反射率仪是指机组不停机实时检测出反射率并传输到电脑上的仪器。
具体的是,所述刷辊无负载电流是指刷辊实际电流与空载电流的差值。
具体的是,所述二级控制系统是指控制设备程序的二级控制软件系统。
本发明具有以下有益效果:
本发明设计的连续热镀锌生产线自动调节清洗效果的控制方法
1)通过利用在线反射率仪可实现实时在线监控原料及清洗后的带钢表面反射率,此种反射率检测不需要人为干扰,操作工可以在操作室监控清洗反射率变化趋势及实时结果,减少操作每小时去清洗段用滤纸擦拭的劳动量以及杜绝安全隐患;
2)清洗段工艺参数预调节,二级控制系统根据原料反射率预先调节工艺参数,使带钢头部得到很好的一个清洁效果;
3)自动调节清洗效果,即:二级控制系统根据清洗后带钢反射率,判断是否达到工艺合格范围,如果没有达到自动调节碱液电导率、刷辊无负载电流提高清洗效果直到清洗后带钢符合工艺控制范围。
附图说明
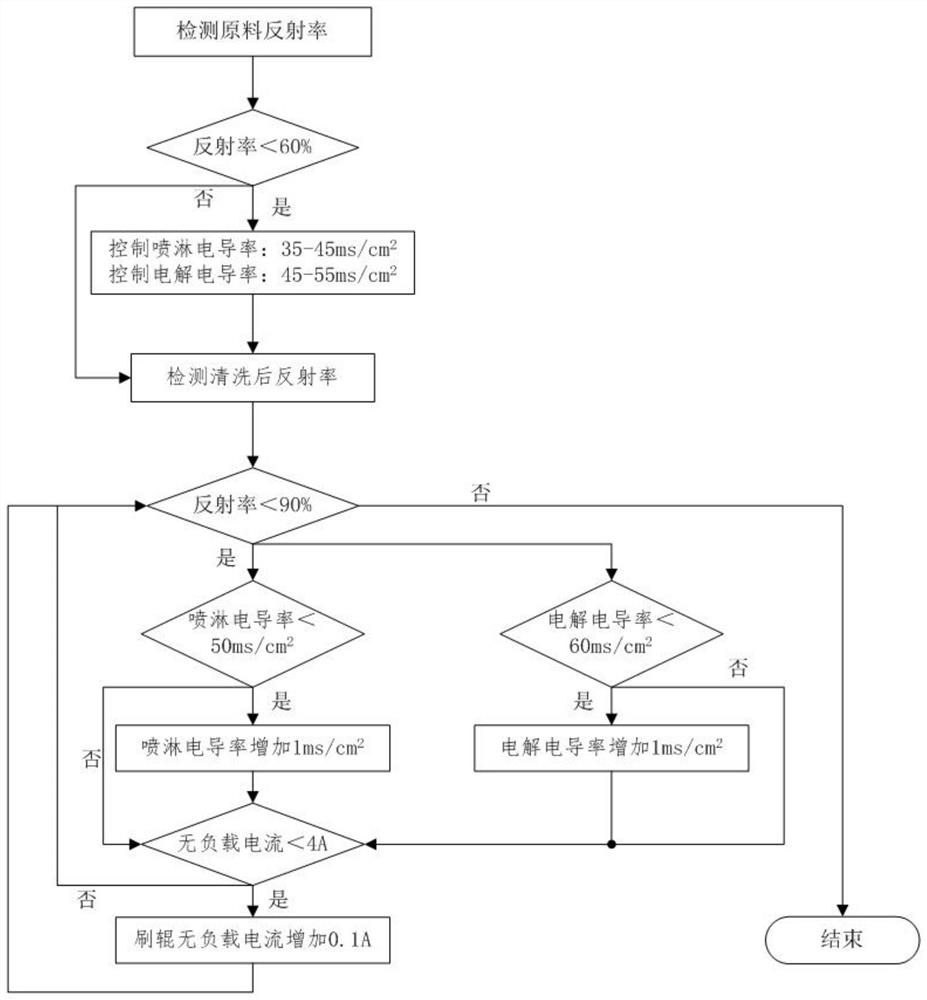
图1是连续热镀锌生产线自动调节清洗效果的流程图。
具体实施方式
以下将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地进一步详细的说明。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,一种连续热镀锌生产线自动调节清洗效果的控制方法,包括以下步骤:
1、在2号张力辊处安装一组在线反射率仪,实时检测原料反射率并反馈二级控制系统,当原料反射率低于60%时,系统自动控制喷淋电导率35-45ms/cm
2、在清洗段出口安装一组在线反射率仪,实时检测清洗后带钢反射率并反馈二级控制系统,当清洗后反射率小于90%时,二级控制系统判断喷淋电导率小于50ms/cm
3、当清洗后反射率小于90%时,二级控制系统判断电解电导率小于60ms/cm
4、当清洗后反射率小于90%时,二级控制系统判断刷辊无负载电流小于4A时,增加0.1A的刷辊无负载电流;
5、步骤2-4执行完毕10分钟之后,二级控制系统根据在线反射率仪检测的清洗后反射率,判断是否达到90%以上,未达到重复步骤2-4。
6、当清洗后反射率大于90%时,清洗效果合格,二级控制系统不做调整。
本发明通过利用在线反射率仪可实现实时在线监控原料及清洗后的带钢表面反射率,此种反射率检测不需要人为干扰。主要流程为:二级控制系统根据原料反射率预先设定清洗段参数提高带钢清洗表面质量,利用清洗段出口的在线检测反射率仪实时反馈清洗后反射率,二级控制系统根据清洗后反射率自动调节清洗段碱液电导率、无负载刷辊电流控制清洗效果,有效避免手动调节不及时造成批量表面不合格产品进入后道工序的质量事故,同时一种连续热镀锌生产线自动调节清洗效果的控制方法,可减少操作人员劳动量,杜绝安全隐患等。
反射率是指:带钢表面清洁程度,反射率越大,代表带钢表面越干净,清洗效果越好。
在线反射率仪是指:机组不停机实时检测出反射率并传输到电脑上的仪器。
二级控制系统是指:控制设备程序的二级控制软件系统。
无负载刷辊电流是指:刷辊实际电流与空载电流的差值。
安全隐患是指:常规检测反射率的方法下,手指被带钢割伤的隐患。
本发明不局限于上述实施方式,任何人应得知在本发明的启示下作出的结构变化,凡是与本发明具有相同或相近的技术方案,均落入本发明的保护范围之内。
本发明未详细描述的技术、形状、构造部分均为公知技术。
- 一种连续热镀锌生产线自动调节清洗效果的控制方法
- 一种连续热镀锌生产线张力辊组的控制方法