一种动力电池仓散热底板背面焊接夹紧机构
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及动力电池仓散热底板焊接加工辅助设备技术领域,具体涉及一种动力电池仓散热底板背面焊接夹紧机构。
背景技术
电池仓散热底板的加工一般需要为两块矩形金属板焊接,其整体为矩形,加工过程中,为了保证产品精度,需要对电池仓散热底板的位置精确固定,然后才能焊接,由于工件的正面和背面都需要焊接操作,焊接需要两侧定位,工件的重复定位不仅耗费更多的精力,对生产效率也具有很大的影响,因此需要一种便于动力电池仓散热底板背面焊接用的快速定位夹紧的结构,来辅助动力电池仓散热底板的快速加工。
发明内容
为解决上述问题,本发明提供了一种动力电池仓散热底板背面焊接夹紧机构,包括焊接台、压板、第一限位板和第二限位板,焊接台的相对两端均设置有安装座,安装座上安装有夹紧气缸,焊接台的上方通过多个压紧气缸安装有压板,压紧气缸可带动压板压紧工件,压板上开设有便于对工件焊接的条形槽,第一限位板和第二限位板均固设在焊接台上,焊接台上还设置有第一推杆和第二推杆,第一推杆用于将工件推向第一限位板并使工件的焊缝与第一限位板的板面平行,第二推杆与第二限位板的板面垂直以用于将工件推向第二限位板,第一推杆和第二推杆分别与第一限位板和第二限位板配合可使工件在焊接台上定位。
本发明为解决上述问题提供的是一种动力电池仓散热底板背面焊接夹紧机构,包括焊接台、压板、第一限位板和第二限位板,焊接台的台面水平,其相对两端均固设有安装座,安装座上安装有压紧气缸,压紧气缸与焊接台的台面垂直,焊接台的上方通过多个压紧气缸安装有压板,压板的底面与焊接台的台面平行,所述第一限位板和第二限位板均固设在焊接台上,第一限位板和第二限位板均为板面与焊接台台面垂直的条形板,第二限位板位于第一限位板的一端并与第一限位板垂直,所述焊接台上水平安装有第一推杆和第二推杆,第一推杆与第一限位板的板面垂直,第一推杆用于将工件推向第一限位板并使工件的焊缝与第一限位板的板面平行,第二推杆与第二限位板的板面垂直以用于将工件推向第二限位板。
作为本发明一种动力电池仓散热底板背面焊接夹紧机构的进一步方案,所述压板上开设有条形槽,条形槽的长度方向与第一限位板的板面平行以便于对工件的焊缝焊接。
作为本发明一种动力电池仓散热底板背面焊接夹紧机构的进一步方案,所述安装座上安装有两个压紧气缸,多个压紧气缸伸缩同步。
作为本发明一种动力电池仓散热底板背面焊接夹紧机构的进一步方案,所述压板为工字形平板,压板的四个边角分别与四个压紧气缸连接。
作为本发明一种动力电池仓散热底板背面焊接夹紧机构的进一步方案,所述安装座为L形座,安装座的上沿与焊接台的端部固接,两个安装座通过位于焊接台下方的连接板连接。
作为本发明一种动力电池仓散热底板背面焊接夹紧机构的进一步方案,所述第二限位板为两个,两个限位板朝向第二推杆侧的板面共面。
作为本发明一种动力电池仓散热底板背面焊接夹紧机构的进一步方案,所述第一推杆为两个。
作为本发明一种动力电池仓散热底板背面焊接夹紧机构的进一步方案,所述焊接台上开设有第一导槽和第二导槽,第一推杆和第二推杆分别安装在第一导槽和第二导槽内,第一推杆和第二推杆的活塞杆末端均安装有推块。
作为本发明一种动力电池仓散热底板背面焊接夹紧机构的进一步方案,所述焊接台上安装有多个用于检测工件位置的感应开关。
与现有技术相比本发明具有的有益效果有:利用本装置对动力电池仓散热底板进行焊接加工时,第一推杆和第二推杆分别将工件推向第一限位板和第二限位板,配合多个感应开关,将工件在焊接台上的位置精确限定,然后多个压紧气缸动作利用压板将工件固定压在焊接台上,压板上开设的条形槽刚好处于焊缝上方,大大方便了对工件的焊接工作。
附图说明
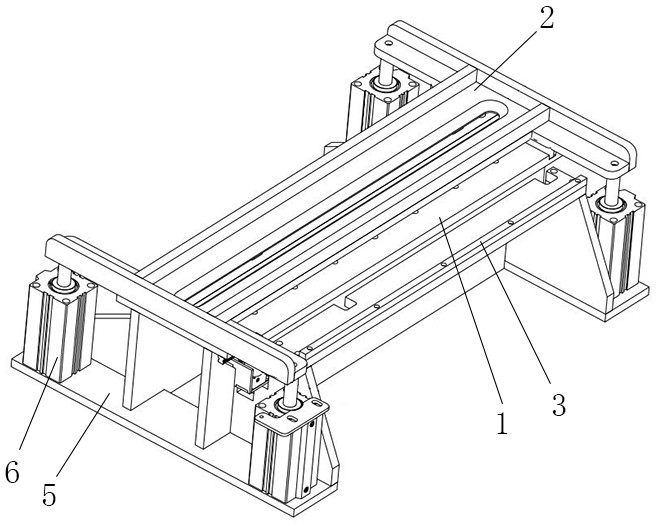
图1是本发明夹紧机构的立体结构示意图;
图2是本发明夹紧机构不含焊接台部分的俯视示意图;
图3是本发明夹紧机构不含焊接台部分的仰视示意图;
图中标记:1、焊接台,2、压板,3、第一限位板,4、第二限位板,5、安装座,6、压紧气缸,7、第一推杆,8、第二推杆,9、连接板,10、感应开关。
具体实施方式
如图所示:一种动力电池仓散热底板背面焊接夹紧机构,包括焊接台1、压板2、第一限位板3和第二限位板4,焊接台1的台面水平,其相对两端均固设有安装座5,安装座5上安装有压紧气缸6,压紧气缸6与焊接台1的台面垂直,焊接台1的上方通过多个压紧气缸6安装有压板2,压板2的底面与焊接台1的台面平行,分别位于两个安装座5上的多个压紧伸缩同步,压板2由多个压紧气缸6带动水平升降,工件放置在焊接台1上并定位后,多个压紧气缸6带动压板2下压可将工件固定压紧在焊接台1上,然后可对工件进行焊接,所述安装座5为由横板和竖板固定连接形成的L形座,安装座5竖板的上沿与焊接台1的端部固接,安装座5的横板上均安装有两个压紧气缸6,两个安装座5通过位于焊接台1下方的连接板9连接,连接板9与焊接台1的台面以及两个安装座5的竖板均垂直,优选的,所述连接板9的上沿水平固设有平板,平板与焊接台1的底面连接。所述压板2为工字形平板,压板2底面的四个边角分别与四个压紧气缸6连接,压板2上开设有条形槽,工件被固定在焊接台1上后,焊缝与条形槽的长度方向平行,通过条形槽可对工件的焊缝进行焊接。
所述第一限位板3和第二限位板4均固设在焊接台1上,第一限位板3和第二限位板4均为板面与焊接台1台面垂直的条形板,第二限位板4位于第一限位板3的一端,第二限位板4与第一限位板3垂直,焊接台1上水平安装有第一推杆7和第二推杆8,第一推杆7和第二推杆8均为电推杆或者气缸元件,第一推杆7与第一限位板3的板面垂直,第二推杆8与第二限位板4的板面垂直,第一推杆7用于将工件推向第一限位板3,第一限位板3朝向工件的板面应光滑,平面度<0.1,当工件的一侧沿贴于第一限位板3上时,工件的焊缝刚好处于压块上条形槽的下方并且与第一限位板3的板面平行,所述第一推杆7优选为2个,第二推杆8用于将工件推向第二限位板4,所述第二限位板4为两个,两个限位板朝向第二推杆8侧的板面共面,第二限位板4朝向工件的板面应光滑,平面度<0.1,进一步的,所述焊接台1上开设有第一导槽和第二导槽,第一导槽和第二导槽分别与第一推杆7和第二推杆8平行,第一推杆7和第二推杆8分别安装在第一导槽和第二导槽内,第一推杆7和第二推杆8的活塞杆末端安装有推块,推块的上沿位于焊接台1台面上方,所述焊接台1上安装有多个感应开关10,感应开关10用于检测工件在焊接台1上的位置,多个感应开关10分别分布在第一限位板3和第二限位板4远离工件的一侧。
本装置使用时,将动力电池仓散热底板以背面朝上的方式放置在焊接台1上,第一推杆7和第二推杆8依次伸长,带动工件移动,使其相邻两侧沿分别贴于第一限位板3和第二限位板4,工件移动过程中感应开关10实时检测工件位置,位于第一限位板3一侧的多个感应开关10排布在与焊缝平行的一个直线上,位于第二限位板4一侧的多个感应开关10排布在与焊缝垂直的直线上,工件移动位置确定后,多个压紧气缸6同步动作带动压板2下移将工件压紧在焊接台1上,工人或焊接设备通过压板2上的条形槽对工件背面的焊缝进行焊接,焊接完成后多个压紧气缸6调动压块远离工件,将工件取下后再次装上其他待焊机工件。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种动力电池仓散热底板背面焊接夹紧机构
- 一种动力电池仓散热底板焊接用自动装夹装置