一种燃料电池电堆压装、气密测试与拧紧设备
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及燃料电池生产技术,尤其涉及一种燃料电池电堆压装、气密测试与拧紧设备。
背景技术
燃料电池作为一种清洁能源,近年来越来越受到人们的重视。在实际的应用中,燃料电池通常是以燃料电池电堆的形式使用的,即将多个单电池堆叠在一起,而单电池的堆叠是燃料电池在生产过程中的重要工序,一般是将下端板、下绝缘板、下集流板、下单极板、双极板、膜电极、上单极板、上集流板、上绝缘板、上端板、打包螺杆等按照特定的组装顺序堆叠成一个燃料电池主体。
目前市场上较多的是电堆手动装配单机,并且是人工上料,没有气密测试功能,装配效率较低,生产良率较低。
发明内容
本发明的目的在于提供一种生产效率更高、生产良率更好的的燃料电池电堆压装、气密测试与拧紧设备。
以下给出一个或多个方面的简要概述以提供对这些方面的基本理解。此概述不是所有构想到的方面的详尽综览,并且既非旨在指认出所有方面的关键性或决定性要素亦非试图界定任何或所有方面的范围。其唯一的目的是要以简化形式给出一个或多个方面的一些概念以为稍后给出的更加详细的描述之序。
根据本发明的一方面,提供了一种燃料电池电堆压装、气密测试与拧紧设备,包括:上料机构、搬运机构、压装机构和气密测试机构;所述搬运机构包括机器人和吸盘组件,所述机器人驱动所述吸盘组件执行从所述上料机构到所述压装机构的上料动作;所述压装机构包括四立柱组件、压装组件和夹具组件,所述压装组件设置于所述四立柱组件上,所述夹具组件设置于所述压装组件下方;所述气密测试机构设置于所述压装组件一侧,用于对产品进行气密测试。
在一实施例中,所述吸盘组件包括第一吸盘安装板和第二吸盘安装板,所述第一吸盘安装板和第二吸盘安装板之间通过连接板连接,所述连接板中部与所述机器人连接,所述第一吸盘安装板上设置有真空吸盘和海绵吸盘,所述第二吸盘安装板上设置有平板吸盘。
在一实施例中,所述上料机构与所述压装机构之间还设置有视觉纠偏机构,所述视觉纠偏机构包括两个承载平台和两个相机,所述两个承载平台呈对角设置,所述两个相机分别设置于所述两个承载平台上方。
在一实施例中,所述四立柱组件包括伺服压机、上板、下板和四根立柱,所述四根立柱连接于所述上板和下板之间,所述伺服压机设置于所述上板上,所述压装机构套接于所述四根立柱上,所述伺服压机与所述压装组件传动连接。
在一实施例中,所述压装组件包括压装架,所述压装架的上表面连接有中间轴,所述中间轴与所述伺服压机的驱动端连接,所述压装架的下表面设置有上压板和夹爪,所述夹爪设置于所述上压板两侧,所述压装架的四个角部均设置有无油衬套,所述无油衬套套接于所述立柱上。
在一实施例中,所述压装架的下表面设置有挡板,所述上压板卡设于所述挡板之间,所述上压板与所述压装架之间通过法兰连接。
在一实施例中,所述压装架的上表面设置有卡槽,所述中间轴的末端卡设于所述卡槽内,所述中间轴与所述伺服压机的驱动端通过快换销连接。
在一实施例中,所述夹具组件包括承载板,所述承载板上设置有内定位件和外定位件,所述内定位件设置于所述承载板长度方向的两侧,所述外定位件设置于所述承载板宽度方向的两侧。
在一实施例中,所述上压板与承载板之间的平行度小于0.05mm。
在一实施例中,所述气密测试机构包括储气罐、输气管路和压力传感器,所述储气罐与所述输气管路连接,所述输气管路上设置有电磁阀,所述压力传感器用于检测产品内腔体的压力。
本发明实施例的有益效果是:通过设置上料机构以及由机器人和吸盘组件构成的搬运机构,能够实现自动上料,大大节约人工成本。通过设置由四立柱组件、压装组件和夹具组件构成的压装组件,能够确保产品堆叠压装过程中的平行度,提高了产品良率。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
在结合以下附图阅读本公开的实施例的详细描述之后,能够更好地理解本发明的上述特征和优点。在附图中,各组件不一定是按比例绘制,并且具有类似的相关特性或特征的组件可能具有相同或相近的附图标记。
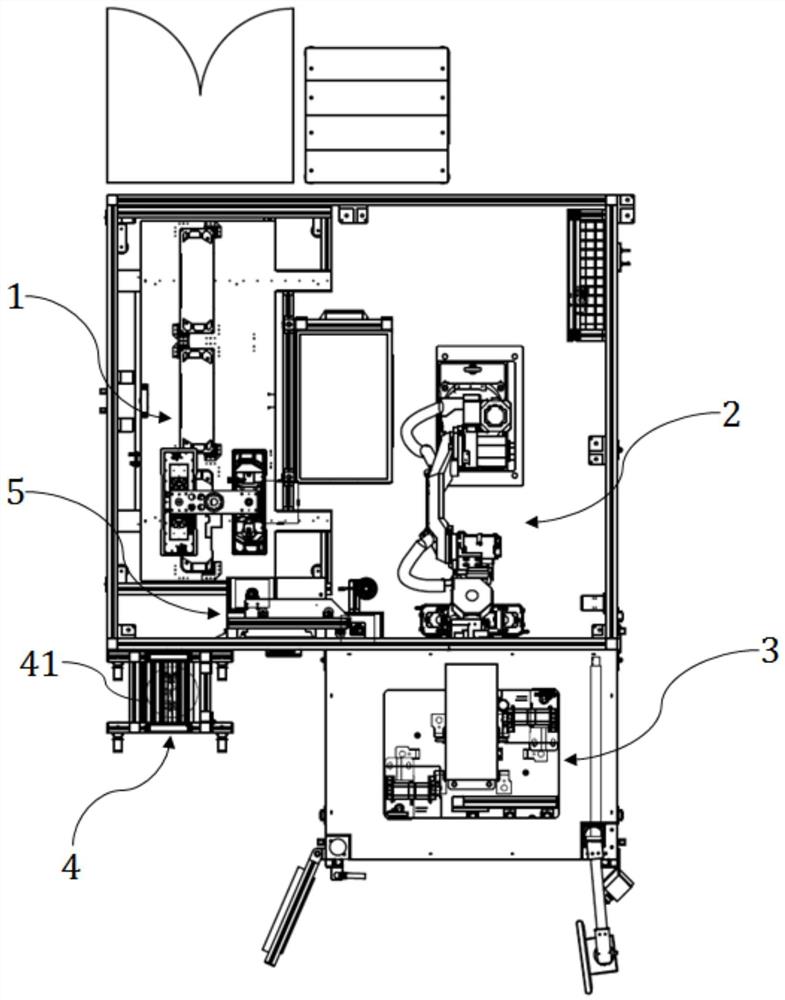
图1是本申请实施例的设备整体结构示意图;
图2是本申请实施例的主视图;
图3是本申请实施例的俯视图;
图4是本申请实施例的搬运机构示意图;
图5是本申请实施例的吸盘组件示意图;
图6是本申请实施例的四立柱组件示意图;
图7是本申请实施例的压装组件示意图;
图8是本申请实施例的夹具组件示意图;
图9是本申请实施例的夹具组件俯视示意图;
图10是本申请实施例的视觉纠偏机构示意图;
图11是本申请实施例的气密测试机构的部分结构示意图;
其中:1-上料机构;2-搬运机构;21-机器人;22-吸盘组件;221-第一吸盘安装板;222-第二吸盘安装板;223-连接板;3-压装机构;31-四立柱组件;311-伺服压机;312-上板;313-下板;314-立柱;32-压装组件;321-压装架;322-中间轴;323-上压板;324-夹爪;325-无油衬套;326-挡板;327-卡槽;328-快换销;33-夹具组件;331-承载板;332-内定位件;333-外定位件;4-气密测试机构;41-储气罐;42-输气管路;43-压力传感器;44-电磁阀;5-视觉纠偏机构;51-承载平台;52-相机;6-显示屏;7-小车。
具体实施方式
以下结合附图和具体实施例对本发明作详细描述。注意,以下结合附图和具体实施例描述的诸方面仅是示例性的,而不应被理解为对本发明的保护范围进行任何限制。
如图1~图3所示,本申请实施例提供了一种燃料电池电堆压装、气密测试与拧紧设备。该设备包括上料机构1、搬运机构2、压装机构3和气密测试机构4。其中,搬运机构2如图4所示,包括机器人21和吸盘组件22,机器人21驱动吸盘组件22执行从上料机构1到压装组件32的上料动作。压装组件32包括四立柱组件31、压装组件32和夹具组件33,压装组件32设置于四立柱组件31上,夹具组件33设置于压装组件32下方。气密测试机构4设置于压装机构3一侧,用于对产品进行通气、保压、测试、排气等气密测试过程。
具体而言,吸盘组件22为如图5所示的双吸盘机构,包括第一吸盘安装板221和第二吸盘安装板222。第一吸盘安装板221和第二吸盘安装板222之间通过连接板223连接,连接板223中部与机器人21连接,机器人21通过驱动连接板223转动来实现吸盘的切换。第一吸盘安装板221上设置有真空吸盘和海绵吸盘,第二吸盘安装板222上设置有平板吸盘。通过这样的设置,能够利用真空吸盘和海绵吸盘来吸取凹凸不平的产品,利用平板吸盘来吸取薄软材的产品,并保证吸附产品的平整性。
在可能的实施例中,上料机构1与压装机构3之间还设置有视觉纠偏机构5。如图6所示,视觉纠偏机构5包括两个承载平台51和两个相机52,两个承载平台51呈对角设置,两个相机52分别设置于两个承载平台51上方,利用2个对角设置的相机52对产品进行定位,保证了产品堆叠过程中的一致性。
在可能的实施例中,四立柱组件31包括如图7所示,伺服压机311、上板312、下板313和四根立柱314,四根立柱314连接于上板312和下板313之间,伺服压机311设置于上板312上,压装组件32通过套接于四根立柱314上,伺服压机311与压装组件314传动连接以驱动压装组件314实现下压动作。
参见图8,压装组件32包括压装架321,压装架321的上表面连接有中间轴223,压装架321通过中间轴322与伺服压机311的驱动端连接,压装架321的下表面设置有上压板323和夹爪324,夹爪324设置于上压板323两侧,压装架321的四个角部均设置有无油衬套325,无油衬套325套接于立柱314上。伺服压机311采用高精度伺服压机311,以保证压装力精度和位移准确性,并且具有压力保持功能。通过无油衬套325和四立柱组件31配合,确保上压板323与夹具组件33之间的平行度小于0.05mm,从而满足产品气密测试的良率。
为了能够便捷地更换上压板323,可在压装架321的下表面设置两块平行的挡板326,上压板323卡设于挡板326之间,上压板323与压装架321之间通过法兰连接。当需要进行上压板323压板换型时,只需要先拆掉挡板326和连接法兰,从侧面抽出上压板323即可。
为了能够快速更换中间轴322,可在压装架321的上表面设置卡槽327,中间轴322的末端卡设于卡槽327内,中间轴322与伺服压机311的驱动端通过快换销328连接。更换中间轴322时,通过伺服压机311点动将上压板323放在阻挡轴上面,拔出快换销328,取出中间轴322,换另一种型号中间轴,伺服压机311点动到合适位置,放入新的中间轴,再插入快换销328。
如图9和图10所示,夹具组件33包括承载板331,承载板331上设置有内定位件332和外定位件333,内定位件332设置于承载板331长度方向的两侧,外定位件333设置于承载板331宽度方向的两侧。内定位件332和外定位件333均可通过旋拧固定板材。通过采用内定位件332和外定位件333,能够保证产品在压装过程中没有发生偏移。
参见图11,气密测试机构4包括储气罐41、输气管路42和压力传感器43,储气罐41与输气管42路连接,输气管路42上设置有电磁阀44,压力传感器43用于检测产品内3个腔体的压力,基于压差法进行气密性测试。
以下以氢燃料电池-电堆(100KW)的组装为例,简述本设备的工作过程:
1.人工将下端板、下绝缘板、下集流板、下单板按照顺序预放到夹具组件33中;
2.然后由机器人21配合吸盘组件22将双极板和膜电极放入夹具组件33中(800PCS),机器人21带有影像系统用来区分双极板和膜电极的正反;
3.人工将上单板、上集流板、上绝缘板、上端板按照顺序预放到夹具组件33中;
4.通过显示屏6按启动按钮,伺服压机311(压机最大压紧力100KN,最大行程400mm,最大速度150mm/s)下压,先预压10mm行程,再下压130mm,伺服压机311保持;
5.电磁阀44打开,储气罐41向产品注入氦氮混合气体,当达到相应压力后,电磁阀44断开,保压20min,进行气密测试;
6.气密测试完成,人工将10根φ10螺杆穿过产品,并用扭力扳手拧紧,然后再穿入螺母并锁紧;
7.完成后,人工将夹爪324移到抓取位,伺服压机311点动上升,提起电堆小车7插入到电堆下方,伺服压机311点动下降将电堆放到小车7上,松开夹爪324
8.退回小车7,伺服压机311返回。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
提供对本公开的先前描述是为使得本领域任何技术人员皆能够制作或使用本公开。对本公开的各种修改对本领域技术人员来说都将是显而易见的,且本文中所定义的普适原理可被应用到其他变体而不会脱离本公开的精神或范围。由此,本公开并非旨在被限定于本文中所描述的示例和设计,而是应被授予与本文中所公开的原理和新颖性特征相一致的最广范围。
以上所述仅为本申请的较佳实例而已,并不用以限制本申请,凡在本申请的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本申请保护的范围之内。
- 一种燃料电池电堆压装、气密测试与拧紧设备
- 一种燃料电池电堆压装、气密测试与拧紧设备