一种用于电池铝壳生产的模具
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及电池铝壳加工设备技术领域,特别地涉及一种用于电池铝壳生产的模具。
背景技术
随着国内外形势的发展变化,为更好适应我国新能源汽车产业发展需要,进一步放宽准入门槛,激发市场活力,加强事中事后监管,促进我国新能源汽车产业高质量发展,动力电池行业发展至今,一直追求在有限的空间内,用尽量轻的材料让移动交通工具获得更大的能量。这其中,一个重要的方向就是:尽量充分地利用空间,在保证安全的情况下,减少不产生能量的辅助零部件,行业内称之为结构创新。同时,在汽车应用的场景下,动力电池是几百只串并联的使用,质量一致性、性能、安全比效率更重要,对制造工艺要求极为严苛。
从市场大规模应用角度出发,电芯做长虽然可以有效减少结构性零部件的应用,但不可否认在同等工艺水平下,电芯越长,其在生产过程中的对齐度、效率、良品率等都将受到影响。因此,要实现L6电芯的制造,就要在工艺和生产制造上下一番功夫,只要能系统地解决安全性问题,控制好材料产气等相关问题,这样可以极大丰富整车多场景应用下的里程选择,让主机厂有更大的选择空间,现有的电池铝壳生产用模具在高强度生产作业下,容易出现损坏,影响正常的生产作业,从而影响产能和效率,同时在出料时,碎屑容易在放置框里停留,造成不合格率提高,从而增加生产成本的问题。
发明内容
本发明的目的就在于为了解决上述问题而提供一种用于电池铝壳生产的模具,改善了模具在高强度生产作业下,容易出现损坏,影响正常的生产作业,从而影响产能和效率,同时在出料时,碎屑容易在放置框里停留,造成不合格率提高,从而增加生产成本的问题。
本发明通过以下技术方案来实现上述目的,一种用于电池铝壳生产的模具,包括底板和安装板,所述底板的顶端设置有均匀分布的减震支撑结构,所述减震支撑结构的顶端设置有下模具结构,所述安装板的底端设置有均匀分布的上模具结构,右侧所述下模具结构的底端和底板之间设置有顶升结构,所述安装板的底端一侧设置有修边结构,所述底板的顶端设置有拨料结构;所述下模具结构包括放置框,所述放置框的内壁设置有顶升块,所述放置框的内壁设置有定位槽,所述顶升块的表面设置有和定位槽相匹配的密封圈;所述上模具结构包括第一气缸,所述第一气缸安装于所述安装板的底端,所述第一气缸的底端设置有冲头,所述冲头的内部设置有冷凝组件,所述底板的背面设置有循环组件,所述循环组件和冷凝组件相连通。
优选的,所述减震支撑结构包括若干个固定圈,所述固定圈的形状为螺旋状,所述固定圈的底端和所述底板的顶端固定连接,所述固定圈的顶端固定连接有支撑板,所述支撑板的顶端固定连接有顶杆,所述顶杆的顶端贯穿所述放置框和所述顶升块的底端固定连接,所述底板的底端固定连接有位于所述固定圈内部的支撑杆,所述支撑杆的顶端依次贯穿所述固定圈和所述支撑板并与所述放置框的底端固定连接,所述底板的顶端固定连接有第二气缸。
优选的,所述冷凝组件包括进水横管和排水横管,所述冲头的内部设置有冷凝管,所述冷凝管的形状为螺旋状,所述冷凝管的一端贯穿所述冲头并与所述进水横管连通,所述冷凝管的另一端贯穿所述冲头并与排水横管相连通。
优选的,所述循环组件包括水箱,所述水箱固定安装于底板的背面,所述水箱的内壁设置有水泵,所述水泵的一端贯穿所述水箱并与进水横管相连通,所述排水横管的表面设置有回流管,所述回流管的另一端和所述水箱相连通。
优选的,所述顶升结构包括第三气缸,所述第三气缸的底端和底板之间固定连接有安装座,所述第三气缸的顶端贯穿右侧所述放置框并与右侧所述顶升块的底端固定连接。
优选的,所述修边结构包括第四气缸,所述第四气缸安装于所述安装板的底端一侧,所述第四气缸的底端固定连接有剪切卸料板,所述剪切卸料板的上端开设有引导口,所述剪切卸料板的底端设置有十字形的引导槽。
优选的,所述拨料结构包括数量为两个的条形板,两个所述条形板之间固定连接有连杆,两个所述条形板的相对侧均设置有均匀分布的安装架,所述安装架的一侧设置有第一电动推杆,所述第一电动推杆的另一端固定连接有夹具,所述条形板的底端固定连接有数量为两个的滑杆,所述底板的顶端开设有数量为两个的滑槽,所述滑杆的底端滑移于所述滑槽的内壁,所述底板的底端固定连接有第五气缸,所述第五气缸的输出端和其中一个所述滑杆的一侧固定连接。
优选的,两个所述条形板的相对侧均开设有均匀分布的条形槽,所述条形槽的内底壁固定连接有第二电动推杆,所述安装架的一端滑移于条形槽的内壁,所述安装架的底端和第二电动推杆的顶端固定连接。
优选的,右侧所述安装框的一侧固定连接有检测框,所述底板的顶端设置有位于所述检测框下方的收集箱,所述收集箱的内壁设置有滤板。
优选的,所述剪切卸料板的底端固定连接有第一限位杆,所述第一限位杆的底端插接有第二限位杆,所述第二限位杆的底端和右侧所述放置框固定连接。
本发明的有益效果是:1、通过设置减震支撑结构,螺旋状的固定圈,延长了作用力的传导时间,从而减小了相同动量变化下物体所受到的作用力,起到了缓冲减震的作用,从而提升了放置框可承受的冲击力,使模具在进行冲压工作时支撑板受到冲头的作用力能够得到缓冲,提升了模具的使用寿命;
2、通过设置冷凝组件,冷凝溶液从进水横管,冷凝溶液在压强的作用下进入至冷凝管中,冷凝液能够对模具加工的电池铝壳进行冷却降温,螺旋状的冷凝管提升了冷凝管与通过模具加工的电池铝壳之间的接触面积,同时延长了冷凝液在冷凝管中流通的时间,从而提升了冷凝液对电池铝壳进行冷却的范围和时长,提升了冷却效率,使电池铝壳能够快速地降温凝固,提升了电池铝壳的生产效率及产品品质,提高品质的同时节省生产成本;
3、启动第三气缸,带动顶升块进行竖直方向上位置的调节,而将完成定型的电池铝壳取出作业,简化了产品的出料步骤,将电池铝壳取出后,再将顶升块的位置复原,从而进行后续的冲压、出料工作,同时第四气缸带动剪切卸料板进行作业,剪切卸料板对完成冲压作业的电池铝壳对于的边角料进行裁剪,利用引导槽对胶料进行引导排出,从而降低后期修剪作业,提高产能。
附图说明
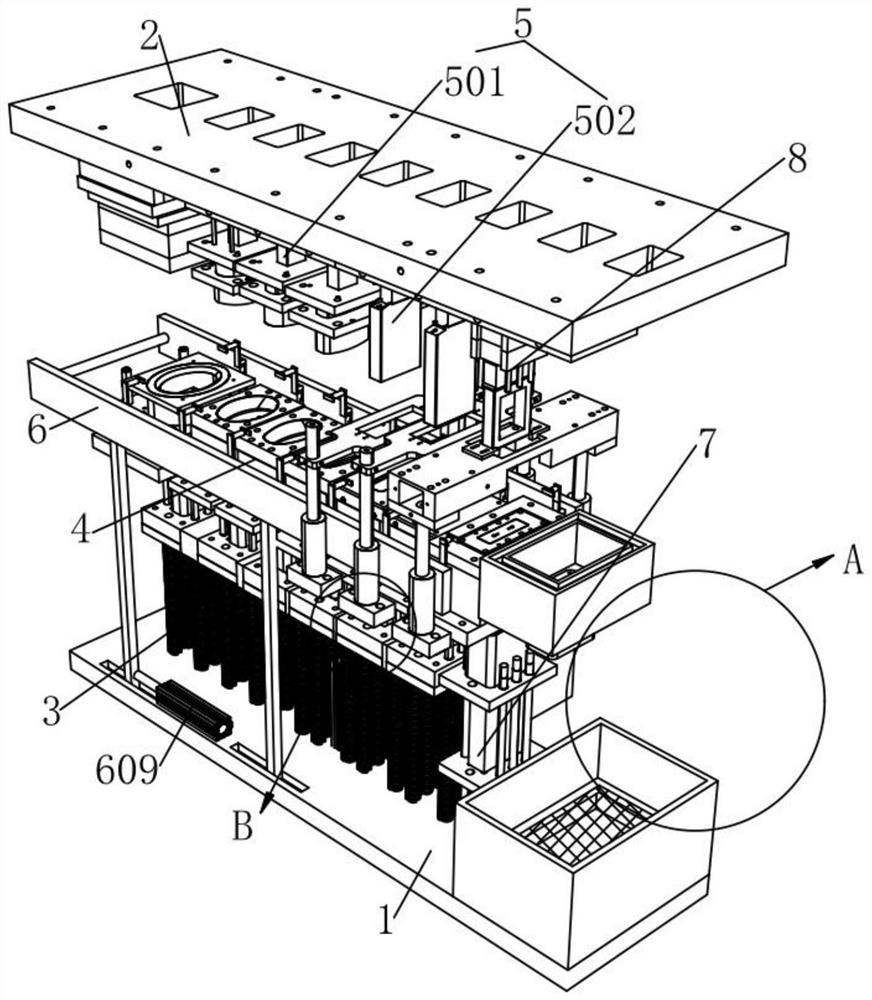
图1为本发明的立体图;
图2为图1中A的放大图;
图3为图1中B的放大图;
图4为本发明拨料结构的结构示意图;
图5为图4中C的放大图;
图6为本发明冷凝组件和循环组件的结构示意图;
图7为本发明循环组件的结构示意图;
图8为本发明顶升结构和下模具结构的连接示意图;
图9为本发明修边结构、顶升结构和下模具结构的连接示意图。
图中:1、底板;101、滑槽;2、安装板;3、减震支撑结构;301、固定圈;302、支撑板;303、顶杆;304、支撑杆;305、第二气缸;4、下模具结构;401、放置框;402、顶升块;403、定位槽;404、密封圈;5、上模具结构;501、第一气缸;502、冲头;6、拨料结构;601、条形板;602、连杆;603、安装架;604、第一电动推杆;605、滑杆;606、夹具;607、条形槽;608、第二电动推杆;609、第五气缸;7、顶升结构;701、第三气缸;702、安装座;8、修边结构;801、第四气缸;802、剪切卸料板;803、引导槽;804、第一限位杆;805、第二限位杆;9、冷凝组件;901、进水横管;902、排水横管;903、冷凝管;10、循环组件;1001、水箱;1002、水泵;1003、回流管;11、检测框;12、收集箱;1201、滤板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
具体实施时:如图1-9所示,一种用于电池铝壳生产的模具,包括底板1和安装板2,底板1的顶端设置有均匀分布的减震支撑结构3,减震支撑结构3的顶端设置有下模具结构4,安装板2的底端设置有均匀分布的上模具结构5,右侧下模具结构4的底端和底板1之间设置有顶升结构7,安装板2的底端一侧设置有修边结构8,底板1的顶端设置有拨料结构6;下模具结构4包括放置框401,放置框401的内壁设置有顶升块402,放置框401的内壁设置有定位槽403,顶升块402的表面设置有和定位槽403相匹配的密封圈404;上模具结构5包括第一气缸501,第一气缸501安装于安装板2的底端,第一气缸501的底端设置有冲头502,冲头502的内部设置有冷凝组件9,底板1的背面设置有循环组件10,循环组件10和冷凝组件9相连通,将待加工的产品放置进入至下模具结构4中的放置框401中,利用上模具结构5中的第一气缸501带动冲头502运行,产品进行加工,在冲压加工的过程中,减震支撑结构3能够起到对产品进行缓冲和支撑的目的,延长模具的使用寿命同时,减少维护时间,从而提高生产效率,同时在生产的过程中,冷凝组件9能够有效对加工的产品进行降温冷却,从而降低产品的不合格率,提高产能,循环组件10能够保障冷凝组件9始终保持较高的冷却效率,从而降低生产成本,加工完成一轮后,利用拨料结构6对产品的位置进行变化,同时利用修边结构8和顶升结构7对加工好的产品进行修边作业,降低产品后期维护的难度。
如图1、图2、图6和图7所示,减震支撑结构3包括若干个固定圈301,固定圈301的形状为螺旋状,固定圈301的底端和底板1的顶端固定连接,固定圈301的顶端固定连接有支撑板302,支撑板302的顶端固定连接有顶杆303,顶杆303的顶端贯穿放置框401和顶升块402的底端固定连接,底板1的底端固定连接有位于固定圈301内部的支撑杆304,支撑杆304的顶端依次贯穿固定圈301和支撑板302并与放置框401的底端固定连接,底板1的顶端固定连接有第二气缸305,螺旋状的固定圈301,延长了作用力的传导时间,从而减小了相同动量变化下物体所受到的作用力,起到了缓冲减震的作用,从而提升了放置框401可承受的冲击力,使模具在进行冲压工作时支撑板302受到冲头502的作用力能够得到缓冲,提升了模具的使用寿命。冷凝组件9包括进水横管901和排水横管902,冲头502的内部设置有冷凝管903,冷凝管903的形状为螺旋状,冷凝管903的一端贯穿冲头502并与进水横管901连通,冷凝管903的另一端贯穿冲头502并与排水横管902相连通,冷凝溶液从进水横管901,冷凝溶液在压强的作用下进入至冷凝管903中,冷凝液能够对模具加工的电池铝壳进行冷却降温,螺旋状的冷凝管903提升了冷凝管903与通过模具加工的电池铝壳之间的接触面积,同时延长了冷凝液在冷凝管903中流通的时间,从而提升了冷凝液对电池铝壳进行冷却的范围和时长,提升了冷却效率,使电池铝壳能够快速地降温凝固,提升了电池铝壳的生产效率及产品品质,提高品质的同时节省生产成本。循环组件10包括水箱1001,水箱1001固定安装于底板1的背面,水箱1001的内壁设置有水泵1002,水泵1002的一端贯穿水箱1001并与进水横管901相连通,排水横管902的表面设置有回流管1003,回流管1003的另一端和水箱1001相连通,启动水泵1002,水泵1002将水箱1001中的冷凝液输送至进水横管901中,在完成其冷却作业后,再进入至排水横管902中,在回流管1003的作用下,冷却液会自动回流至水箱1001中,实现冷却液的循环再利用。
如图1、图3、图4、图5、图8和图9所示,顶升结构7包括第三气缸701,第三气缸701的底端和底板1之间固定连接有安装座702,第三气缸701的顶端贯穿右侧放置框401并与右侧顶升块402的底端固定连接,启动第三气缸701,带动顶升块402进行竖直方向上位置的调节,而将完成定型的电池铝壳取出作业,简化了产品的出料步骤,将电池铝壳取出后,再将顶升块402的位置复原,从而进行后续的冲压、出料工作。修边结构8包括第四气缸801,第四气缸801安装于安装板2的底端一侧,第四气缸801的底端固定连接有剪切卸料板802,剪切卸料板802的上端开设有引导口,剪切卸料板802的底端设置有十字形的引导槽803,启动第四气缸801,第四气缸801带动剪切卸料板802进行作业,剪切卸料板802对完成冲压作业的电池铝壳对于的边角料进行裁剪,利用引导槽803对胶料进行引导排出,从而降低后期修剪作业,提高产能。剪切卸料板802的底端固定连接有第一限位杆804,第一限位杆804的底端插接有第二限位杆805,第二限位杆805的底端和右侧放置框401固定连接,能够对剪切卸料板802进行定位,避免其发生偏移,提高修剪的效果,同时第一限位杆804和第二限位杆805相互作用,能够跟随剪切卸料板802同步运行,提高装置的使用性能。拨料结构6包括数量为两个的条形板601,两个条形板601之间固定连接有连杆602,两个条形板601的相对侧均设置有均匀分布的安装架603,安装架603的一侧设置有第一电动推杆604,第一电动推杆604的另一端固定连接有夹具606,条形板601的底端固定连接有数量为两个的滑杆605,底板1的顶端开设有数量为两个的滑槽101,滑杆605的底端滑移于滑槽101的内壁,底板1的底端固定连接有第五气缸609,第五气缸609的输出端和其中一个滑杆605的一侧固定连接,减震支撑结构3中的第二气缸305能够对产品向上轻微顶出,启动第一电动推杆604,第一电动推杆604带动夹具606发生位置上的变化,从而实现对产品的夹持作业,再利用第五气缸609将产品自动移动至下个模具中,实现产品的自动输送,提高生产的效率,完成作业后,利用第五气缸609将条形板601移动至原位,等待进行下个作业过程,在运行的过程中,滑杆605在滑槽101中移动,从而提高运行的稳定性能。两个条形板601的相对侧均开设有均匀分布的条形槽607,条形槽607的内底壁固定连接有第二电动推杆608,安装架603的一端滑移于条形槽607的内壁,安装架603的底端和第二电动推杆608的顶端固定连接,启动第二电动推杆608,就能够达到调节夹具606的高度,和第一电动推杆604相互结合使用,提高拨料结构6的实用性,避免和冲压作业相互冲突的情况发生。右侧安装框的一侧固定连接有检测框11,底板1的顶端设置有位于检测框11下方的收集箱12,收集箱12的内壁设置有滤板1201,完成修边作业的产品,在拨料结构6的作用下,产品会自动进入至检测框11中,符合产品要求的会直接进入至收集箱12中,同时收集箱12中的滤板1201能够对完成的产品和杂质进行隔离。
本发明在使用时,将待加工的产品放置进入至下模具结构4中的放置框401中,利用上模具结构5中的第一气缸501带动冲头502运行,产品进行加工,在冲压加工的过程中,减震支撑结构3能够起到对产品进行缓冲和支撑的目的,螺旋状的固定圈301,延长了作用力的传导时间,从而减小了相同动量变化下物体所受到的作用力,起到了缓冲减震的作用,从而提升了放置框401可承受的冲击力,使模具在进行冲压工作时支撑板302受到冲头502的作用力能够得到缓冲,提升了模具的使用寿命,同时在生产的过程中,启动水泵1002,水泵1002将水箱1001中的冷凝液输送至进水横管901中,冷凝溶液在压强的作用下进入至冷凝管903中,冷凝液能够对模具加工的电池铝壳进行冷却降温,螺旋状的冷凝管903提升了冷凝管903与通过模具加工的电池铝壳之间的接触面积,同时延长了冷凝液在冷凝管903中流通的时间,从而提升了冷凝液对电池铝壳进行冷却的范围和时长,提升了冷却效率,使电池铝壳能够快速地降温凝固,提升了电池铝壳的生产效率及产品品质,提高品质的同时节省生产成本,在回流管1003的作用下,冷却液会自动回流至水箱1001中,实现冷却液的循环再利用。加工完成一轮后,利用拨料结构6对产品的位置进行变化,同时利用修边结构8和顶升结构7对加工好的产品进行修边作业,启动第四气缸801,第四气缸801带动剪切卸料板802进行作业,剪切卸料板802对完成冲压作业的电池铝壳对于的边角料进行裁剪,利用引导槽803对胶料进行引导排出,从而降低后期修剪作业,提高产能,完成修边作业的产品,在拨料结构6的作用下,产品会自动进入至检测框11中,符合产品要求的会直接进入至收集箱12中,同时收集箱12中的滤板1201能够对完成的产品和杂质进行隔离。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种用于电池铝壳生产的模具
- 一种新能源汽车用电池铝壳的生产方法及电池铝壳