大型地脚螺栓组精确定位装置及方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及冶金建筑施工技术领域,具体是一种大型地脚螺栓组精确定位装置及方法。
背景技术
地脚螺栓在冶金建筑中的应用十分广泛,一般地脚螺栓要预埋在混凝土基础的相关位置上,地脚螺栓在混凝土中的位置精度要求很高,因为其直接影响到整体建筑的稳定性,冶金系统中的熔炼炉、高炉、热风炉等基础的地脚螺栓规格较大,安装过程费时费力,精度不好控制,且易受到混凝土冲击跑偏,从而导致后续安装工作难度增大。
发明内容
本发明旨在解决上述问题,从而提供一种方便安装,保证安装精度的大型地脚螺栓组精确定位装置及方法。
本发明解决所述问题,采用的技术方案是:
一种大型地脚螺栓组精确定位装置,包括地脚螺栓,还包括托圈环板和设有多个地脚螺栓预留孔的定位环板,托圈环板与地面之间设置有第一支腿,定位环板位于托圈环板上方,且定位环板与托圈环板之间设置有第二支腿,地脚螺栓穿过定位环板的地脚螺栓预留孔且地脚螺栓底座固定在托圈环板上。
优选的, 第一支腿设置有若干个且等间隔的固定在托圈环板与地面之间。
优选的,第一支腿包括支腿底板和两个支腿立柱,支腿底板固定在地面上,两个支腿立柱底端分别设置在支腿底板的两侧,两个支腿立柱的顶端与托圈环板相连,第一支腿整体呈梯形结构;梯形结构能够使整个装置的能够承受较大的压力。
优选的,还包括固定板,固定板的中心设置有与地脚螺栓直径相适合的圆孔,固定板穿过地脚螺栓并焊接在定位环板上;可以保证地脚螺栓的稳定性,确保地脚螺栓不会在工作的过程中晃动。
一种大型地脚螺栓组精确定位的方法,包括如下步骤:
第一步:加工制作,按图纸高度用型钢加工第一支腿和第二支腿,支腿底板用型钢或钢板制作,并钻两个与膨胀螺栓对应的孔,支腿立柱用槽钢或角钢等型钢制作,按图纸用钢板加工托圈环板、定位环板和固定板,托圈环板和定位环板大小要与地脚螺栓对应,定位环板上设有多个地脚螺栓预留孔。
第二步:测量放线,按施工图纸在垫层上放出中心线和地脚螺栓定位线等,按第一支腿分布在地面上标出膨胀螺栓位置并安装膨胀螺栓。
第三步:安装第一支腿,将第一支腿按放线及膨胀螺丝位置安装并紧固螺栓。
第四步:安装托圈环板,将托圈环板吊放在第一支腿上,调整位置并与第一支腿焊接固定。
第五步:安装定位环板,安装第二支腿,第二支腿与托圈环板焊接,定位环板安装在第二支腿上,调整位置后焊接固定。
第六步:地脚螺栓安装,地脚螺栓斜向插入定位环板的地脚螺栓预留孔,就位后将地脚螺栓放置在托圈环板上。
第七步:精调定位,按图纸位置及标高调整地脚螺栓位置及标高,标高可通过垫铁调整,调整完毕后将固定板穿入地脚螺栓,并将固定板与定位环板焊接固定。
采用上述技术方案的本发明,与现有技术相比,其突出的特点是:
本发明可以有效的解决熔融炉、高炉、热风炉等有大规格地脚螺栓的安装固定和精度控制问题,制作成本较低廉,可操作性强,能很好的控制安装精度,为后续的安装工作顺利进行提供了有利的保证。
附图说明
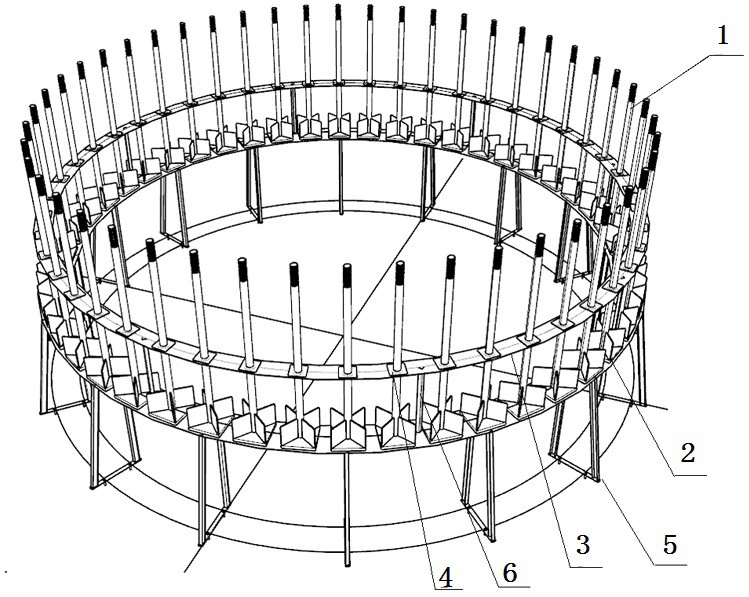
图1为本发明实施例立体结构示意图;
图2为本发明实施例中心线和定位线俯视示意图;
图3为本发明实施例第一支腿安装结构示意图;
图4为本发明实施例托圈环板安装结构示意图;
图5为本发明实施例第二支腿安装结构示意图;
图6为本发明实施例定位环板安装结构示意图;
图7为本发明实施例地脚螺栓斜向插入结构示意图;
图8为本发明实施例地脚螺栓安装结构示意图;
图9为本发明实施例第一支腿结构示意图;
图中标记为:地脚螺栓1;托圈环板2;定位环板3;固定板4;第一支腿5;第二支腿6。
具体实施方式
下面结合实施例对本发明作进一步说明,目的仅在于更好地理解本发明内容,因此,所举之例并不限制本发明的保护范围。
参见图1-图9:,一种大型地脚螺栓组精确定位装置,包括地脚螺栓1、托圈环板2、定位环板3、固定板4、第一支腿5、第二支腿6,定位环板3上设置有多个地脚螺栓预留孔,托圈环板2与地面之间设置有第一支腿5,定位环板3位于托圈环板2上方,且定位环板3与托圈环板2之间设置有第二支腿6,地脚螺栓1穿过定位环板3的地脚螺栓预留孔且地脚螺栓1底座固定在托圈环板2上;第一支腿5设置有若干个且等间隔的固定在托圈环板2与地面之间;第一支腿5包括支腿底板和两个支腿立柱,支腿底板固定在地面上,两个支腿立柱底端分别设置在支腿底板的两侧,两个支腿立柱的顶端与托圈环板2相连,第一支腿5整体呈梯形结构;梯形结构能够使整个装置的能够承受较大的压力;固定板4的中心设置有与地脚螺栓1直径相适合的圆孔,固定板4穿过地脚螺栓1并焊接在定位环板3上,可以保证地脚螺栓1的稳定性,确保地脚螺栓1不会在工作的过程中晃动。
一种大型地脚螺栓1组精确定位的方法,包括如下步骤:
第一步:加工制作,按图纸高度用型钢加工第一支腿5和第二支腿6,支腿底板用型钢或钢板制作,并钻两个与膨胀螺栓对应的孔,支腿立柱用槽钢或角钢等型钢制作,按图纸用钢板加工托圈环板2、定位环板3和固定板4,托圈环板2和定位环板3大小要与地脚螺栓1对应,定位环板3上设有多个地脚螺栓预留孔;
第二步:测量放线,按施工图纸在垫层上放出中心线和地脚螺栓1定位线等,按第一支腿5分布在地面上标出膨胀螺栓位置并安装膨胀螺栓;
第三步:安装第一支腿5,将第一支腿5按放线及膨胀螺丝位置安装并紧固螺栓;
第四步:安装托圈环板2,将托圈环板2吊放在第一支腿5上,调整位置并与第一支腿5焊接固定;
第五步:安装定位环板3,安装第二支腿6,第二支腿6与托圈环板2焊接,定位环板3安装在第二支腿6上,调整位置后焊接固定;
第六步:地脚螺栓1安装,地脚螺栓1斜向插入定位环板3的地脚螺栓预留孔,就位后将地脚螺栓1放置在托圈环板2上;
第七步:精调定位,按图纸位置及标高调整地脚螺栓1位置及标高,标高可通过垫铁调整,调整完毕后将固定板4穿入地脚螺栓1,并将固定板4与定位环板3焊接固定。
本发明可以有效的解决熔融炉、高炉、热风炉等有大规格地脚螺栓的安装固定和精度控制问题,制作成本较低廉,可操作性强,能很好的控制安装精度,为后续的安装工作顺利进行提供了有利的保证。
以上所述仅为本发明较佳可行的实施例而已,并非因此局限本发明的权利范围,凡运用本发明说明书及其附图内容所作的等效变化,均包含于本发明的权利范围之内。
- 大型地脚螺栓组精确定位装置及方法
- 工业设备基础大型地脚螺栓精确安装的方法