一种异型薄壁挤压零件快速装夹定位的工装及方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明属于机械加工技术领域,特别涉及一种异型薄壁挤压零件快速装夹定位的工装及方法。
背景技术
目前,异型薄壁挤压零件因其生产成本低,效率高,已越来越多的应用在航空航天领域中,但异形薄壁挤压零件因外形精度差异性较大,刚性弱等特点,在机械加工过程中难装夹,难定位,造成机械加工效率低,影响产品的整体制造效率及成本,需要解决此类零件快速装夹及定位的难点,以提升此类零件的整体制造效率。
发明内容
本发明的目的在于克服上述缺陷,提供一种异型薄壁挤压零件快速装夹定位的工装,工装通过伸缩臂和随形压块对待加工零件进行由内向外的支撑,同时对对待加工零件的外形面进行维形,结构简单,能够快速实现异形薄壁挤压零件装夹紧固,消除挤压零件因精度误差导致外形轮廓度差异性大,无法快速装夹加工的难点,使零件在加工的过程中保持符合理论外形的状态,提高了加工精度和稳定性;本发明还提供了一种采用上述异型薄壁挤压零件快速装夹定位的工装实现的异型薄壁挤压零件快速装夹定位方法。
为实现上述发明目的,本发明提供如下技术方案:
一种异型薄壁挤压零件快速装夹定位的工装,包括底座,悬臂,维形外框,伸缩臂和随形压块;
所述悬臂一端固定在底座上,另一端为悬空端;所述维形外框固定于底座上,悬臂的悬空端位于维形外框内部;伸缩臂一端与悬臂的悬空端固定连接,另一端与随形压块的第一端固定连接,伸缩臂收缩状态时,待加工零件穿过随形压块第二端与维形外框内形面之间的缝隙,伸缩臂伸展状态时,通过随形压块第二端面对待加工零件内形面施加压力,使待加工零件外形面压紧在维形外框内形面上,实现待加工零件的快速装夹和定位。
进一步的,维形外框的内形面与待加工零件外形面相匹配。
进一步的,伸缩臂和随形压块的个数相等且大于1,随形压块与待加工零件内形面配合的第二端面的形状与待加工零件内形面相匹配。
进一步的,伸缩臂的伸缩方向与随形压块的第二端面垂直。
进一步的,所述工装还包括立柱,所述悬臂一端通过立柱固定在底座上,另一端为悬空端。
进一步的,所述立柱设有与悬臂垂直的限位面,所述伸缩臂收缩状态时,待加工零件一端穿过随形压块第二端与维形外框内形面之间的缝隙并与限位面配合,实现待加工零件的定位。
进一步的,所述伸缩臂为液压伸缩臂。
进一步的,所述悬臂为中空结构,内部空腔中设有液压管路,所述液压管路一端连接外部液压供给设备,另一端连接伸缩臂。
一种异型薄壁挤压零件快速装夹定位的方法,采用上述异型薄壁挤压零件快速装夹定位的工装实现,包括以下步骤:
S1将所述工装放置在数控机床工作台上,并找正底座;
S2伸缩臂为收缩状态,待加工零件穿过随形压块第二端与维形外框内形面之间的缝隙;
S3伸缩臂为伸展状态,通过随形压块第二端面对待加工零件内形面施加压力,使待加工零件外形面压紧在维形外框内形面上,实现待加工零件的快速装夹和定位。
本发明与现有技术相比具有如下有益效果:
(1)本发明异型薄壁挤压零件快速装夹定位的工装中,设计了用于支撑待加工零件的内形面的伸缩臂和随形压块,同时通过维形外框对待加工零件的外形面进行维形,使零件在加工的过程中保持符合理论外形的状态,提高了加工精度和稳定性;
(2)本发明异型薄壁挤压零件快速装夹定位的工装,结构简单,能够实现异型薄壁挤压零件的快速装夹定位,解决了此类零件因外形一致性差、刚性弱造成的难装夹难定位的问题;
(3)本发明异型薄壁挤压零件快速装夹定位的工装的一种优选方案中,通过液压装置自待加工零件内部向外施加法向力,将零件自内部向外撑起,支撑方式灵活可控;
(4)本发明采用异型薄壁挤压零件快速装夹定位的工装实现的快速装夹定位的方法,操作简单,在机械加工技术领域具有广泛的应用前景。
附图说明
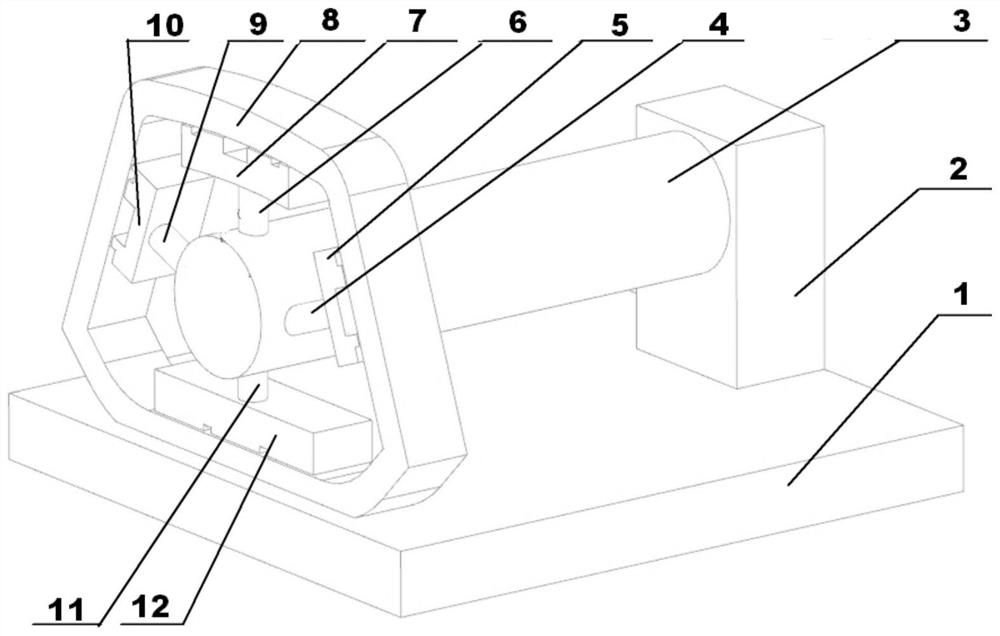
图1为本发明一种薄壁挤压零件快速装夹定位工装的结构示意图;
图2为本发明实施例1中待加工薄壁挤压零件的示意图;
图3为本发明实施例1中薄壁挤压零件快速装夹定位工装与待加工零件的装配示意图。
具体实施方式
下面通过对本发明进行详细说明,本发明的特点和优点将随着这些说明而变得更为清楚、明确。
在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
本发明工装自待加工零件内部向外施加法向力,将零件自内部向外撑起,使零件外形面与维形外框内形面贴合,实现此类零件的快速装夹定位,且使待加工零件在加工过程中保持符合理论外形的状态。
本发明一种异型薄壁挤压零件快速装夹定位的工装,包括:底座1、立柱2、悬臂3、维形外框8、伸缩臂和随形压块;
维形外框8与底座1固定连接,立柱2与底座1固定连接;悬臂3一端与底座1固定连接,另一端悬空。
进一步的,伸缩臂和随形压块均为4个,分别为第一液压伸缩臂4,第二液压伸缩臂6,第三液压伸缩臂9和第四液压伸缩臂11,以及第一随形压块5,第二随形压块7,第三随形压块10,和第四随形压块12;第一液压伸缩臂4,第二液压伸缩臂6,第三液压伸缩臂9和第四液压伸缩臂11固定在悬臂3的外圆周圈上;第一液压伸缩臂4与第一随形压块5固定;第二液压伸缩臂6与第二随形压块7固定;第三液压伸缩臂9与第三随形压块10固定;第四液压伸缩臂11与第四随形压块12固定。
本发明还公开了一种异型薄壁挤压零件快速装夹定位的方法,包括:
S1将工装放置在数控机床工作台上,找正底座1的四边。
S2将待加工零件13插入维形外框8与第一随形压块5,第二随形压块7,第三随形压块10,和第四随形压块12之间的缝隙,待加工零件13的待加工端露出;
S3通过第一液压伸缩臂4,第二液压伸缩臂6,第三液压伸缩臂9和第四液压伸缩臂11施加液压力,使随形压块压紧待加工零件13,使待加工零件13外形面与维形外框8内形面贴合。
图1为本发明一种异型薄壁挤压零件快速装夹定位的工装的结构示意图,在本实施例中,述薄壁挤压零件快速装夹定位工装包括:底座1、立柱2、悬臂3、维形外框8、伸缩臂和随形压块,伸缩臂为液压伸缩臂,伸缩臂和随形压块均为4个,分别为第一液压伸缩臂4,第二液压伸缩臂6,第三液压伸缩臂9和第四液压伸缩臂11,以及第一随形压块5,第二随形压块7,第三随形压块10,和第四随形压块12;
立柱2与底座1固定连接;悬臂3一端与底座1固定连接,另一端悬空;第一液压伸缩臂4,第二液压伸缩臂6,第三液压伸缩臂9和第四液压伸缩臂11固定在悬臂3的外圆周圈上;第一液压伸缩臂4与第一随形压块5固定;第二液压伸缩臂6与第二随形压块7固定;第三液压伸缩臂9与第三随形压块10固定;第四液压伸缩臂11与第四随形压块12固定。
在本实施例中,底座1的上端面和下端面均为规则的四边形且上端面和下端面平行;维形外框8的端面与底座1的上端面和下端面垂直。
在本实施例中,悬臂3内部中空布置液压管路并分别与第一液压伸缩臂4,第二液压伸缩臂6,第三液压伸缩臂9和第四液压伸缩臂11连接;第一液压伸缩臂4,第二液压伸缩臂6,第三液压伸缩臂9和第四液压伸缩臂11可沿待加工零件的对应内形面的法向伸缩移动,伸缩臂的伸缩方向同时垂直于随形压块中与待加工零件配合的端面。
在本实施例中,一种异型薄壁挤压零件快速装夹定位的方法包括如下步骤:
S1将工装放置在数控机床工作台上,找正底座1的四边。
S2如图3,将待加工零件13插入维形外框8与第一随形压块5,第二随形压块7,第三随形压块10,和第四随形压块12之间的缝隙,将待加工零件13一端(非待加工端)顶在立柱上,待加工零件13的待加工端露出;待加工零件13的结构示意图如图2所示;
S3打开外部液压供给设备,通过第一液压伸缩臂4,第二液压伸缩臂6,第三液压伸缩臂9和第四液压伸缩臂11施加液压力,使随形压块压紧待加工零件13,使待加工零件13外形面与维形外框8内形面贴合。
以上结合具体实施方式和范例性实例对本发明进行了详细说明,不过这些说明并不能理解为对本发明的限制。本领域技术人员理解,在不偏离本发明精神和范围的情况下,可以对本发明技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本发明的范围内。本发明的保护范围以所附权利要求为准。
本发明说明书中未作详细描述的内容属本领域技术人员的公知技术。
- 一种异型薄壁挤压零件快速装夹定位的工装及方法
- 一种用于模锻异型类零件快速精确定位装夹的工装