一种脉冲焊接方法及系统
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及焊接技术领域,具体涉及一种脉冲焊接方法及系统。
背景技术
现有技术中,当小电流脉冲焊接时,通常脉冲周期比较长,且主要时间分布在基值期间。一般情况基值电流比较低,通常在20A以下,一旦熔池不稳定或者熔滴摆动,会导致焊丝顶端和熔池距离变化,如果距离变得比较长,因为电抗器的蓄能有限,且焊机输出能量的提升速度也有限,很容易发生断弧的情况。而整体提高基值电流,虽然能预防断弧,但是因为能量的增加,会导致脉冲周期更长,焊接性能变差。
发明内容
针对现有技术中的问题,本发明的目的在于提供一种脉冲焊接方法及系统,既能防止断弧,也能保证弧长的稳定。
本发明提供一种脉冲焊接方法,用于焊机,焊机焊接过程中的焊接电流具有一脉冲波形,所述波形包括脉冲基值阶段和脉冲峰值阶段,所述方法包括:
判断当前脉冲周期的脉冲基值阶段是否有断弧趋势;
当判断有断弧趋势时,增大当前脉冲周期的脉冲基值阶段的预定基值电流;
判断当前脉冲周期的断弧趋势风险是否解除;
当判断断弧趋势风险解除后,降低下一个脉冲周期的脉冲峰值阶段的预定峰值电流。
在一些实施例中,所述判断是否有断弧趋势,包括如下步骤:
获取所述脉冲焊接的IGBT模块的第一导通角PMW_1和平均导通角PMW_0,并获取所述脉冲基值阶段的基值电流阈值I
当所述预定基值电流小于I
在一些实施例中,当前脉冲周期为第n+1个脉冲周期时,获取所述脉冲焊接的IGBT模块的平均导通角PWM_0(n),包括如下步骤:
获取n+1个所述脉冲周期的单个脉冲周期时间内的周期导通角为PWM(0)~PWM(n);
依次将单个所述脉冲周期的周期导通角替换为下一个脉冲周期的周期导通角,且保持第n+1个脉冲周期的周期导通角不变;
计算n+1个脉冲周期的周期导通角的平均值,作为n+1个所述脉冲周期内的平均导通角PWM_0(n)。
在一些实施例中,当判断出现断弧趋势时,当前脉冲周期的基值电流增大为I
在一些实施例中,判断当前脉冲周期的断弧风险是否解除,包括如下步骤:
获取所述IGBT模块的第二导通角PWM_2;
判断所述实时导通角是否小于PWM_0+PWM_2;
如果是,所述断弧风险解除。
在一些实施例中,当判断第n个脉冲周期是否会发生断弧趋势时,包括:
获取所述IGBT模块的第二导通角PWM_2;
判断当前脉冲周期的实时导通角是否满足大于PWM_0(n-1)+PWM_2或小于PWM_0(n-1)-PWM_2;
若满足,判断电弧不稳,单个脉冲周期内的周期导通角停止累加计算,得到本周期的周期导通角PWM(n);
得到n+1个脉冲周期内的平均导通角PWM_0(n)。
在一些实施例中,当判断断弧风险解除后,降低下一个脉冲周期的脉冲峰值阶段的预定峰值电流,包括如下步骤:
将所述基值电流恢复到增大前设定的预定基值电流;
根据所述脉冲焊接的焊丝在当前脉冲周期的基值期间增加的融化量计算峰值电流变化量;
计算下个脉冲周期的峰值电流。
在一些实施例中,出现所述断弧趋势时,所述脉冲焊接的焊丝增加的融化量为m1,满足以下公式:
式中,u为阳极产热的等效压降,r为等效电阻,I
在一些实施例中,计算下个脉冲周期的峰值电流,包括如下步骤:
计算下个脉冲周期的峰值阶段需减少的融化量m
计算新的脉冲峰值电流I
m
其中,I
本发明提供一种脉冲焊接系统,所述系统实现如上所述的脉冲焊接方法。
本发明所提供的一种脉冲焊接方法及系统具有如下优点:
本发明提供了一种脉冲焊接方法可预判断弧风险,并在断弧风险发生时,调整当前脉冲周期的基值电流,达到防止断弧的目的;同时对下个脉冲周期的脉冲峰值电流进行调整,防止断弧且保证弧长稳定。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显。
图1是本发明一实施例的带有断弧预防措施的脉冲焊接方法示的意图;
图2是现有技术中的无预防措施的断弧的示意图;
图3是本发明一实施例的实施断弧措施的示意图;
图4是本发明实施方式中的计算第n+1个脉冲周期的平均导通角的示意图。
具体实施方式
现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式;相反,提供这些实施方式使得本发明将全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。在图中相同的附图标记表示相同或类似的结构,因而将省略对它们的重复描述。说明书中的“或”、“或者”均可能表示“和”或者“或”。
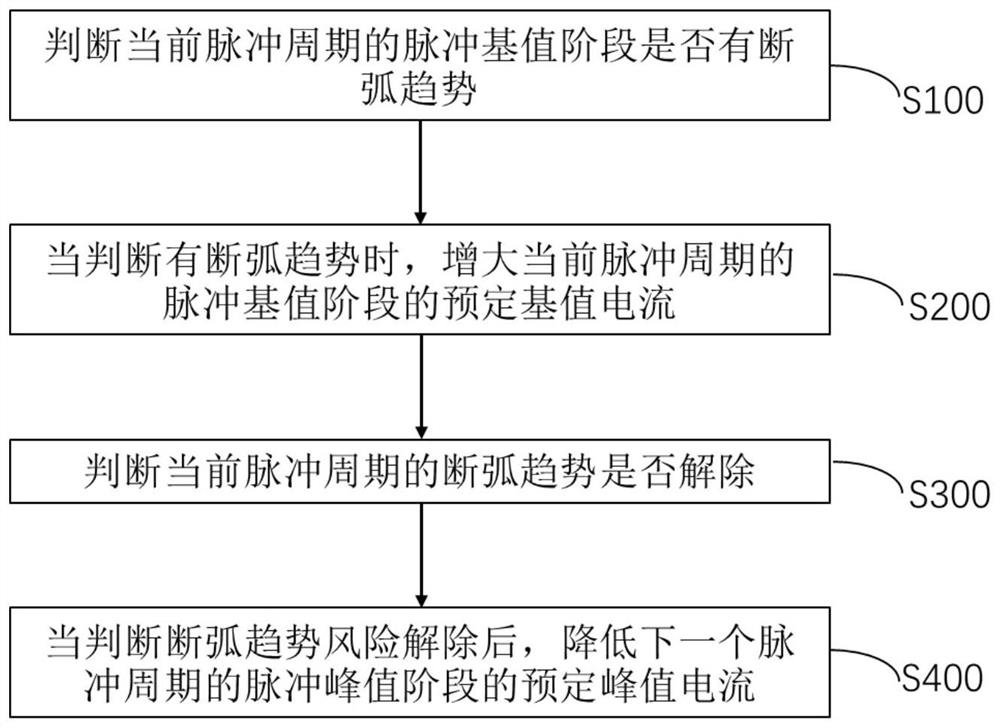
本发明提供了一种带有断弧预防措施的脉冲焊接方法及系统。本实施例中所述脉冲焊接方法用于焊机,焊机焊接过程中的焊接电流具有一脉冲波形,所述波形包括脉冲基值阶段和脉冲峰值阶段,所述方法包括如下步骤:
S100:判断当前脉冲周期的脉冲基值阶段是否有断弧趋势;
S200:当判断有断弧趋势时,增大当前脉冲周期的脉冲基值阶段的预定基值电流;
S300:判断当前脉冲周期的断弧趋势风险是否解除;
S400:当判断断弧趋势风险解除后,降低下一个脉冲周期的脉冲峰值阶段的预定峰值电流。
图2是无断弧预防措施的脉冲焊接的示意图。从图2中可得,A点开始熔池开始不稳定,熔池和焊丝顶端的距离增加。因为当前脉冲周期的基值电流指令较小,电源提供的能量小,电抗器储能较少。随着熔池和焊丝顶端的增加,能量增加的速度,以及电抗器存储的能量不足,导致B点发生弧段,此时电流停止,只有空载电压。
图3为带有预防断弧预防措施的脉冲焊接的示意图。如图3所示,所述判断是否有断弧趋势,包括如下步骤:
S110:获取所述脉冲焊接的IGBT模块的第一导通角PMW_1和平均导通角PMW_0,并获取所述脉冲基值阶段的基值电流阈值I
S120:当所述预定基值电流小于I
图3中当前脉冲周期的预定基值电流为I
当基值电流由I
S310:获取所述IGBT模块的第二导通角PWM_2;
S320:判断所述实时导通角是否小于PWM_0+PWM_2;
S330:如果是,所述断弧风险解除。
当判断断弧风险解除后,降低下一个脉冲周期的脉冲峰值阶段的预定峰值电流,所述方法包括如下步骤:
S410:将所述基值电流恢复到增大前设定的预定基值电流;
S420:根据所述脉冲焊接的焊丝在当前脉冲周期的基值期间增加的融化量计算峰值电流变化量;
S430:计算下个脉冲周期的峰值电流。
所述第二导通角PWM_2为发明人经验所得。图3中D时刻,所述实时导通角小于PWM_0+PWM_2,所述脉冲焊接的系统认为熔池震荡缓解,所述基值电流指令在D点开始恢复为I
当前脉冲周期的基值电流增大,虽然防止了断弧,但会导致当前脉冲周期的能量会比正常脉冲周期的能量大,在下个脉冲周期如果还按照预先设定的脉冲参数(峰值电流、峰值时间和周期等)进行输出,会形成和过渡的溶滴会比较大,进而影响弧长的稳定。所以需要在下一个脉冲峰值中减去增加的能量,以保持溶滴大小和弧长的稳定。关于下个脉冲周期峰值需减少的融化量近似等于当前脉冲周期的基值阶段增大电流时增加的融化量。
出现所述断弧趋势时,所述脉冲焊接的焊丝增加的融化量为m
式中,u为阳极产热的等效压降,r为阴极等效电阻,I
则计算下个脉冲周期的峰值电流,包括如下步骤:
S510:计算下个脉冲周期的峰值阶段需减少的融化量m
S520:计算新的脉冲峰值电流I
m
其中,I
图4为平均导通角PWM_0的计算的示意图。当前脉冲周期为第n+1个脉冲周期时,获取所述脉冲焊接的IGBT模块的平均导通角PWM_0(n),包括如下步骤:
S610:获取n+1个所述脉冲周期的单个脉冲周期时间内的周期导通角为PWM(0)~PWM(n);具体地,第1个脉冲周期的周期导通角记为PWM(0),第2个脉冲周期的周期导通角记为PWM(1),第三个脉冲周期的周期导通角记为PWM(2),以此类推;
S620:依次将单个所述脉冲周期的平均导通角替换为下一个脉冲周期的周期导通角,且保持第n+1个脉冲周期内的平均导通角PWM_0(n),即PWM(0)=PWM(1),PWM(1)=PWM(2),……,PWM(n-1)=PWM(n),PWM(n)=d;
S630:计算n+1个脉冲周期的周期导通角的平均值,作为第n+1个所述脉冲周期内的平均导通角PWM_0(n),即PWM_0(n)=(PWM(0)+PWM(1)+……+PWM(n-1)+PWM(n))/(n+1)。
其中d为第n+1个脉冲周期的周期导通角值。所述周期导通角是在每个脉冲基值期间,等待基值稳定后,计算单个周期时间T
当判断第n个脉冲周期是否会发生断弧趋势时,包括:
S710:获取所述IGBT模块的第二导通角PWM_2;
S720:判断当前脉冲周期的实时导通角是否满足大于PWM_0(n-1)+PWM_2或小于PWM_0(n-1)-PWM_2;
S730:若满足,判断电弧不稳,单个脉冲周期内的周期导通角停止累加计算,得到本周期的周期导通角PWM(n);
S740:得到n+1个脉冲周期内的平均导通角PWM_0(n)。
在E时刻一段时间内,所述实时导通角大于PWM_0(n-1)+PWM_2或PWM_0(n-1)-PWM_2,此时认为所述脉冲焊接的电弧不稳(可能是熔球甩动或者熔池抖动),本脉冲周期计算周期导通角的过程停止,当前脉冲周期的脉冲基值稳定地时间为T
本发明所提供的脉冲焊接的方法及系统具有如下优点:
本发明提供了一种脉冲焊接方法,可防止脉冲焊接时断弧,保证弧长稳定,提高焊接效果。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
- 调整脉冲焊接系统脉冲波形参数的方法和脉冲焊接系统
- 脉冲焊接方法、脉冲焊接系统与焊机