一种固定力强的自攻自钻螺丝生产工艺
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及自攻自钻螺丝技术领域,具体来说是一种固定力强的自攻自钻螺丝生产工艺。
背景技术
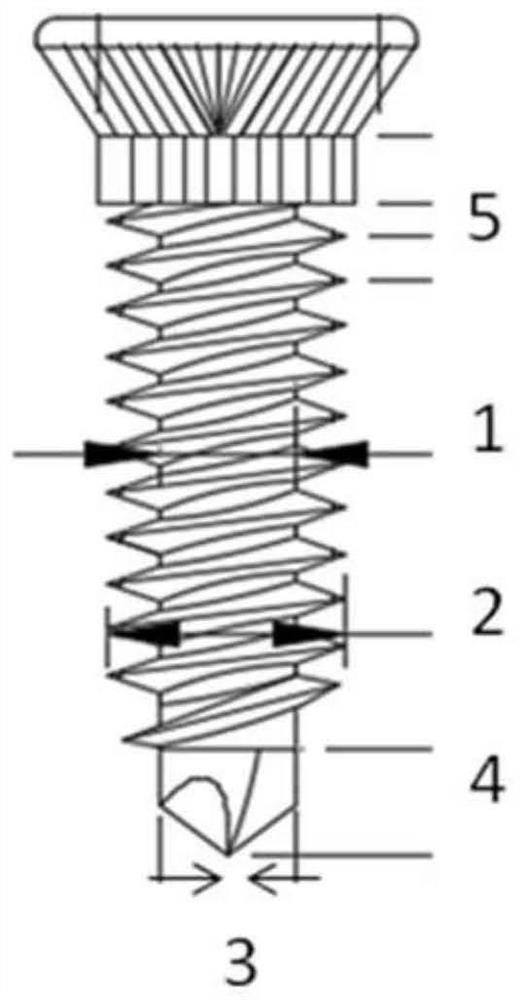
参见附图1,目前利用现有技术使用φ4材料制作的螺丝,螺牙外径φ4.7,刀口直径φ3.8,底径φ3.8,牙距比较大,外径实际只有φ4.7。虽然螺丝底径和刀口直径一样大,但是螺纹高度是比较低的,卡在型材板里面,固定力也是比较小的。通常情况用φ4材料做刀口直径只能做小到φ3.8。
参见附图2,同样利用另一种现有技术使用φ4材料制作自攻自钻螺丝,螺牙外径φ4.7,刀口直径φ3.8,底径φ3.2,牙距比较大,外径实际也只有φ4.7。
参见附图3,一般情况下,刀头都是按标准的刀模制作的,而多大的螺丝就是多大的刀模,比如φ4.8的螺丝,刀口通常就是直径3.8mm,长度6mm,刀背厚度2mm。目前使用现有技术制作的螺丝存在刀口直径较大,螺丝底径与刀口直径一样大,螺纹高度较低,卡在型材板里面,固定力偏小、不牢固的问题。
发明内容
本发明的目的在于克服现有技术的不足,提供一种能把刀头直径做小且适用于现有自攻自钻螺丝的生产工艺的方法。
为实现上述目的设计一种固定力强的自攻自钻螺丝生产工艺,包括:步骤a、酸洗,将线材外表的氧化膜除掉;步骤b、抽线,抽送线材到冷镦机;步骤c、堵截,将卡于剪模内的线材切成所需胚料;步骤d、冷镦,通过一冲模将胚料头部成型;步骤e、碰尾,通过二冲模将胚料尾部成型;步骤f、搓牙;步骤g、热处理和表面处理,其特征在于所述步骤d中,一冲模模具内与自攻自钻螺丝刀头匹配处的直径大于螺丝底径0.3mm之内,小于等于螺牙的底径,将一冲模模具内与自攻自钻螺丝刀背匹配处的厚度增加,在碰尾时,自攻自钻螺丝刀头直径减小这部分胚料能容纳在自攻自钻螺丝刀背的厚度上。进一步的,所述自攻自钻螺丝刀头直径大于螺纹的底径0.3mm之内。
本发明与现有技术相比,其优点在于:
1.本发明适用于现有自攻自钻螺丝生产工艺,能进行大批量生产;
2.本发明仅需改变现有冲压模具,成本低;
3.本发明的自攻自钻螺丝直接冲压成型,无需精加工,生产效率更高;
4.依据本发明直接制得的螺丝产品固定力增大,稳固性能更高。
附图说明
图1为现有技术螺丝结构示意图;
图2为另一现有技术的自攻自钻螺丝结构示意图;
图3为另一现有技术的自攻自钻螺丝刀口直径示意图;
图4为本发明的自攻自钻螺丝结构示意图;
图5为本发明的自攻自钻螺丝刀口直径示意图;
图6为本发明与现有技术对比结构示意图;
图7为本发明与现有技术螺丝垂直安装前期示意图;
图8为本发明与现有技术螺丝垂直安装后的示意图;
图9为本发明与现有技术螺丝倾斜10°安装前期的示意图;
图10为本发明与现有技术螺丝倾斜10°安装时的示意图;
图11为本发明与现有技术螺丝倾斜20°安装时的示意图;
图12为本工艺流程;
图中:1.底径 2.外径 3.刀口直径 4.刀长度 5.牙距 6.刀背厚度。
具体实施方式
如图12所示,本工艺流程包括以下步骤:
步骤一、酸洗,将线材外表的氧化膜除掉;
步骤二、抽线,抽送线材到冷镦机;
步骤三、堵截,将卡于剪模内的线材切成所需胚料;
步骤四、冷镦,通过一冲模将胚料头部成型;
步骤五、碰尾,通过二冲模将胚料尾部成型;
步骤六、搓牙;
步骤七、热处理和表面处理。
所述步骤四中,将一冲模具内与自攻自钻螺丝刀头匹配处的直径3控制在大于螺牙的底径1 0.3mm之内,将一冲模具内与自攻自钻螺丝刀背匹配处的厚度6增加,在碰尾时,自攻自钻螺丝刀口直径3减小这部分胚料能容纳在自攻自钻螺丝刀背的厚度6上。
参见图4和图5,为本发明同样使用φ4的线材做螺丝,研发后做出来的自攻自钻螺丝,螺牙外径φ4.8,刀头直径φ3.2,螺牙更高。用同样φ4线材的材料做螺丝,刀口直径做小到φ3.2,刀直径变小,孔就会小,螺牙卡在板材里面会多,固定力比以往的自攻自钻螺丝增强了1000多N。
无论做哪一种规格的自攻自钻螺丝,每种螺丝的刀口直径都是大于螺丝底经的,为解决这一问题,可以把刀直径控制在大于螺丝的底径0.3mm之内,把刀直径相比现有自攻自钻螺丝缩小时,多出来的体积,加在刀背上。无论做多大的螺丝,都可以按照此方法,可以把刀口直径做小。刀越大,则孔越大,螺纹卡进型材里面就小,则拉力力度就小。
参见图6-8,垂直安装本发明螺丝时,刀口直径φ3.2,螺牙单边卡进去0.8,牙距密度高,一圈半螺牙都卡在型材里面,垂直安装螺丝后,型材孔φ3.8,螺牙卡进去只有0.45,牙距比较大,只有多半螺牙卡在型材里面。
参见图9和图10,螺丝倾斜10°安装时,本发明螺丝孔已扩大,孔径φ3.36,现有技术螺丝孔已扩大,孔径φ4.13。
参见图11,螺丝倾斜20°安装时,本发明螺丝孔已扩大,孔径φ3.58,现有技术螺丝孔已扩大,孔径φ4.61。
本发明自攻自钻螺丝拉力检测报告表如下所示:
- 一种固定力强的自攻自钻螺丝生产工艺
- 一种耐磨性强的自攻螺丝