一种非等通道模具及挤压强变形工艺
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及金属材料加工技术领域,特别是涉及一种非等通道模具及挤压强变形工艺。
背景技术
近年来,一些通过剧烈塑性获得超细晶材料的工艺逐步涌现出来,其中转角挤压工艺被广泛关注。
此工艺主要通过模具的转角段对坯料产生的巨大切应变,产生近乎纯剪切的作用,配合道次的逐步增加,使材料晶粒充分细化,从而使材料的机械和物理性能得到显著改善。
现有的技术中,多采用等通道转角挤压,即整个模具通道内径相同,此方法在实行过程中,坯料在通道内流动时阻力较大,不利于金属流出,同时对模具产生的损坏也较大,导致生产成本大大增加。
发明内容
本发明的目的是提供一种非等通道模具及挤压强变形工艺,以解决上述现有技术存在的问题,使坯料容易挤出,降低模具的磨损率,延长模具使用寿命。
为实现上述目的,本发明提供了如下方案:
本发明提供了一种非等通道模具,包括模具本体,所述模具本体内设置有非等通道结构,所述非等通道结构包括第一挤压通道、转角通道、第二挤压通道和出口通道,所述第一挤压通道竖直设置,所述转角通道呈弯曲状,所述第二挤压通道和所述出口通道均水平设置,所述第一挤压通道的一端为所述非等通道结构的入口,所述第一挤压通道的另一端与所述转角通道的一端连接,所述转角通道的另一端与所述第二挤压通道的一端连接,所述第二挤压通道的另一端与所述出口通道的一端连接,所述出口通道的另一端为所述非等通道结构的出口;所述第一挤压通道的尺寸由所述第一挤压通道的一端向所述第一挤压通道的另一端逐渐变大,所述转角通道的尺寸由所述转角通道的一端向所述转角通道的另一端逐渐变大,所述第二挤压通道的尺寸由所述第二挤压通道的一端向所述第二挤压通道的另一端逐渐增大,所述出口通道为等尺寸通道。
优选地,所述第一挤压通道的另一端的尺寸与所述转角通道的一端的尺寸相同,所述转角通道的另一端的尺寸与所述第二挤压通道的一端的尺寸相同,所述第二挤压通道的另一端的尺寸与所述出口通道的截面尺寸相同。
优选地,所述转角通道的弯折角度为90度。
优选地,所述第一挤压通道的锥度为1-2度。
优选地,所述第二挤压通道的锥度为1-2度。
优选地,同一所述非等通道模具的所述转角通道的外侧圆弧的半径R
其中,θ
优选地,同一所述非等通道模具的所述转角通道的内侧圆弧的半径R
其中,θ
本发明还提供了一种采用所述非等通道模具的挤压强变形工艺,包括以下步骤:
S1、将第i个坯料垂直放入非等通道结构的入口中,操控液压机使挤压压头向下挤压第i个坯料,使第i个坯料进入转角通道,其中i为大于1的整数;
S2、当第i个坯料进入转角通道后,操控液压机使挤压压头向上退出非等通道模具,再取第i+1个坯料垂直放入非等通道结构的入口中,挤压压头下压,通过第i+1坯料将第i坯料推出非等通道结构的出口,同时第i+1坯料进入转角通道;
S3、将完成第一次挤压的第i个坯料放入下一道次的非等通道模具的非等通道结构的入口,同时,将第i+2个坯料垂直放入非等通道结构的入口中,挤压压头下压,通过第i+2坯料将第i+1坯料推出非等通道结构的出口,同时第i+2坯料进入转角通道,将第i+1坯料垂直放入下一道次的非等通道模具的非等通道结构的入口,挤压压头下压,使第i+1坯料将第i个坯料推出非等通道结构的出口,完成第二次挤压;以此类推,重复步骤S1至S3;实现若干个坯料的若干次挤压。
优选地,下一道次使用的所述非等通道模具的所述入口的尺寸比前一道次使用的所述非等通道模具的所述出口的尺寸大。
本发明相对于现有技术取得了以下技术效果:
采用非等通道结构转角挤压,非等通道结构内径逐渐变大,坯料更容易挤出,挤压力更小,对设备要求更低。由于非等通道结构内径的变化,非等通道结构内壁与坯料之间的摩擦大大减小,降低了模具的磨损量,延长了模具使用寿命。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
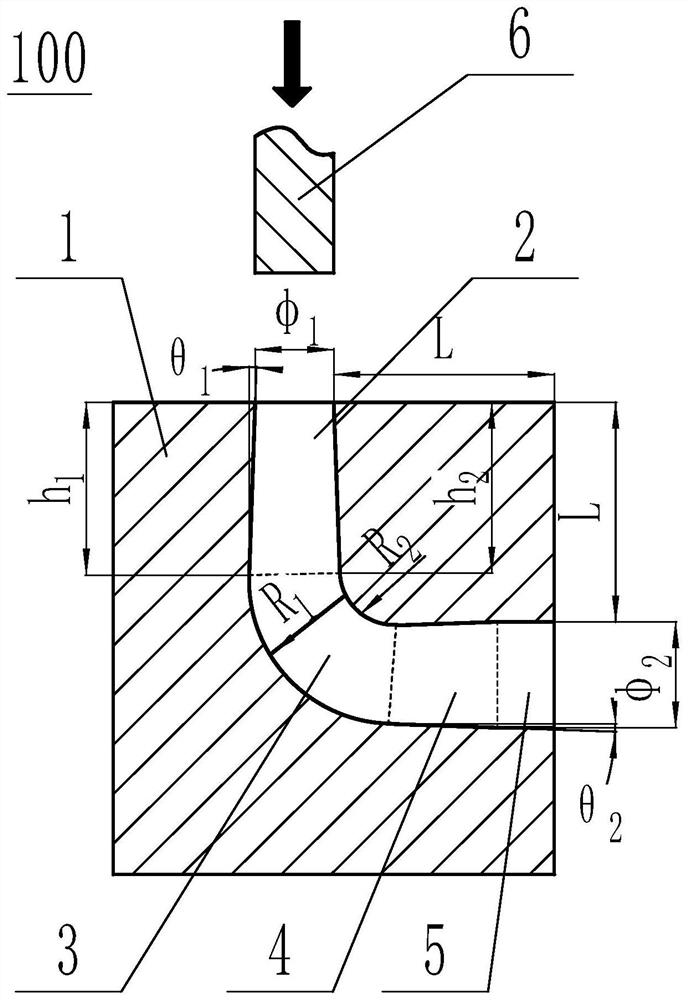
图1为本发明的非等通道模具示意图;
图2为本发明的下一道次的非等通道模具示意图;
图3为采用本发明的非等通道模具的挤压强变形工艺示意图;
其中:100-非等通道模具,1-模具本体,2-第一挤压通道,3-转角通道,4-第二挤压通道,5-出口通道,6-挤压压头,7-第i个坯料,8-第i+1个坯料。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种非等通道模具及挤压强变形工艺,以解决上述现有技术存在的问题,使坯料容易挤出,降低模具的磨损率,延长模具使用寿命。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
实施例一
如图1-图2所示:本实施例提供了一种非等通道模具100,包括模具本体1,模具本体1内设置有非等通道结构,非等通道结构包括第一挤压通道2、转角通道3、第二挤压通道4和出口通道5,第一挤压通道2竖直设置,转角通道3呈弯曲状,第二挤压通道4和出口通道5均水平设置,第一挤压通道2的一端为非等通道结构的入口,第一挤压通道2的另一端与转角通道3的一端连接,转角通道3的另一端与第二挤压通道4的一端连接,第二挤压通道4的另一端与出口通道5的一端连接,出口通道5的另一端为非等通道结构的出口;第一挤压通道2、转角通道3、第二挤压通道4均采用变径设计,第一挤压通道2的尺寸由第一挤压通道2的一端向第一挤压通道2的另一端逐渐变大,转角通道3的尺寸由转角通道3的一端向转角通道3的另一端逐渐变大,第二挤压通道4的尺寸由第二挤压通道4的一端向第二挤压通道4的另一端逐渐增大,出口通道5为等尺寸通道,非等通道结构的内壁过渡光滑无突变。采用本实施例的非等通道模具100进行挤压时,坯料更容易挤出,同时降低模具的磨损率,延长模具使用寿命,降低成本。
与本实施例匹配的挤压压头6的直径与入口直径相同。
本实施例中,第一挤压通道2的另一端的尺寸与转角通道3的一端的尺寸相同,转角通道3的另一端的尺寸与第二挤压通道4的一端的尺寸相同,第二挤压通道4的另一端的尺寸与出口通道5的截面尺寸相同。
本实施例中,转角通道3的弯折角度为90度。
本实施例中,第一挤压通道2的锥度为1-2度。
本实施例中,第二挤压通道4的锥度为1-2度。
本实施例中,同一非等通道模具100的转角通道3的外侧圆弧的半径R
其中,θ
本实施例中,同一非等通道模具100的转角通道3的内侧圆弧的半径
R
其中,θ
此处需要说明的是,由于模具设计时,为了保证第一挤压通道2外侧直壁和内侧直壁与转角通道3的外侧和内侧圆弧的半径R
本实施例中,下一道次使用的非等通道模具100的入口的尺寸比前一道次使用的非等通道模具100的出口的尺寸大。优选的,下一道次的入口的内径比上一道次的出口的内径大1mm。如图2所示,下一道次的非等通道模具100的入口的内径Φ
实施例二
如图3所示:本实施例提供了一种采用实施例一的非等通道模具100的挤压强变形工艺,包括以下步骤:
S1、将第i个坯料7垂直放入非等通道结构的入口中,坯料的直径小于入口的内径,优选为坯料的直径比入口的内径小1mm,操控液压机使挤压压头6向下挤压第i个坯料7,使第i个坯料7进入转角通道3,其中i为大于1的整数;当坯料进入转角通道3时,坯料会产生巨大的切应变,产生近乎纯剪切的作用,晶粒得到一定程度的细化;
S2、当第i个坯料7进入转角通道3后,操控液压机使挤压压头6向上退出非等通道模具100,再取第i+1个坯料8垂直放入非等通道结构的入口中,挤压压头6下压,通过第i+1坯料将第i坯料推出非等通道结构的出口,同时第i+1坯料进入转角通道3;由于非等通道结构采用变径设计,挤压过程变得容易很多,挤压力降低,坯料更容易挤出,同时模具磨损也大大降低;
S3、将完成第一次挤压的第i个坯料7放入下一道次的非等通道模具100的非等通道结构的入口,同时,将第i+2个坯料垂直放入非等通道结构的入口中,挤压压头6下压,通过第i+2坯料将第i+1坯料推出非等通道结构的出口,同时第i+2坯料进入转角通道3,将第i+1坯料垂直放入下一道次的非等通道模具100的非等通道结构的入口,挤压压头6下压,使第i+1坯料将第i个坯料7推出非等通道结构的出口,完成第二次挤压;以此类推,重复步骤S1至S3;实现若干个坯料的若干次挤压,晶粒得到充分细化,材料性能大大提升。
本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种非等通道模具及挤压强变形工艺
- 一种等通道转角旋挤模具及方法