球阀自动装配设备
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及球阀装配设备技术领域,具体涉及一种球阀自动装配设备。
背景技术
目前,在球阀生产过程中,对于球阀的装配是依靠人工来完成的,即 需要通过人工的方式将阀体、阀球密封圈、阀杆密封圈、压帽、阀杆、阀 球和阀盖装配在一起,这样一来,不仅存在球阀装配效率低的缺点,而且 还存在工作人员劳动强度大和企业人工成本高的缺点。
发明内容
针对现有技术的不足,本发明提供一种球阀自动装配设备,其能够提 高球阀的装配效率,且能够降低工作人员的劳动强度和降低企业的人工成 本。
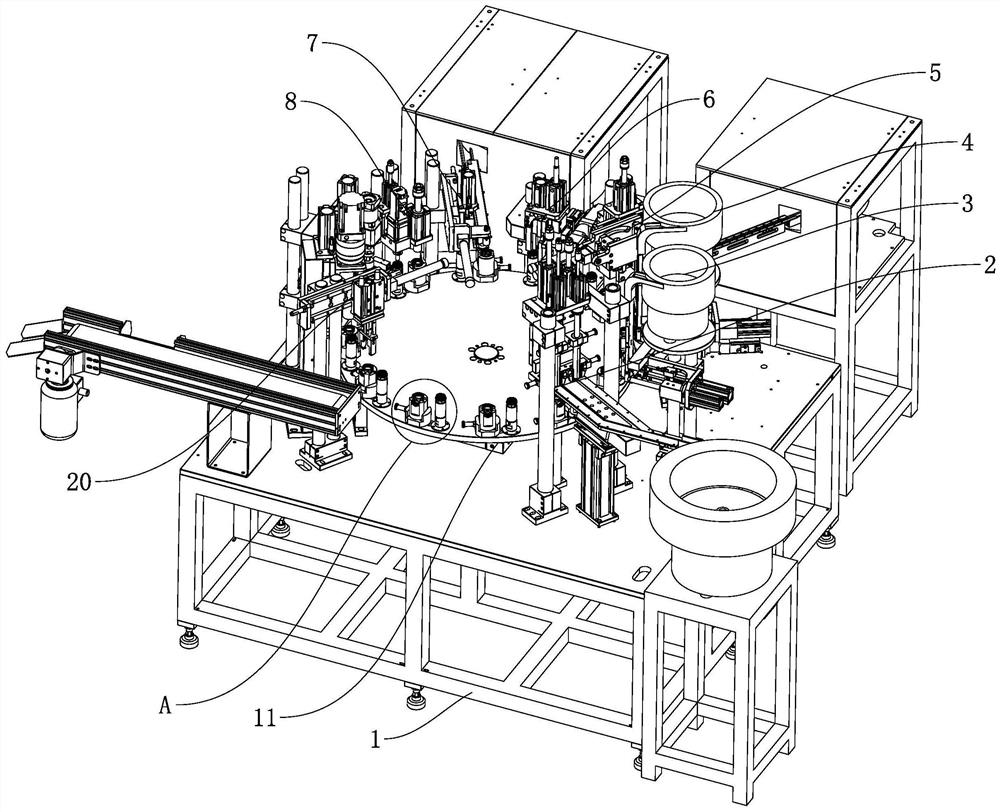
本发明的球阀自动装配设备,包括机架、转盘机构以及绕转盘机构呈 周向方向依序分布的放置工位、阀球密封圈装配工位、阀杆密封圈装配工 位、压帽装配工位、阀杆装配工位、压帽拧紧工位、阀球装配工位、阀盖 涂胶工位、阀盖与阀体装配工位、阀盖与阀体拧紧工位和出料工位;转盘 机构、阀球密封圈装配工位、阀杆密封圈装配工位、压帽装配工位、阀杆 装配工位、压帽拧紧工位、阀球装配工位、阀盖涂胶工位、阀盖与阀体装 配工位、阀盖与阀体拧紧工位和出料工位均安装在机架上;转盘机构上周 向设置有若干个支撑工位,每个支撑工位均包括用于支撑阀体的阀体支撑 座和用于支撑阀盖的阀盖支撑座,转盘机构包括转盘、转盘分割器和减速 电机,转盘分割器固定在机架上,减速电机与转盘分割器固定且减速电机 的输出轴与转盘分割器的输入轴传动连接,转盘固定在转盘分割器的输出 轴上,每个支撑工位中的阀体支撑座均固定在转盘上,每个支撑工位中的 阀盖支撑座均转动连接在转盘上;放置工位、阀球密封圈装配工位、阀杆 密封圈装配工位、压帽装配工位、阀杆装配工位、压帽拧紧工位、阀球装 配工位、阀盖涂胶工位、阀盖与阀体装配工位、阀盖与阀体拧紧工位和出 料工位分别与其中一个支撑工位对应设置。
本发明的球阀自动装配设备,其中,阀球密封圈装配工位包括阀球密 封圈震动上料机、阀球密封圈输送轨道和阀球密封圈装配机构,阀球密封 圈震动上料机、阀球密封圈输送轨道和阀球密封圈装配机构均安装在机架 上,阀球密封圈震动上料机的出料端与阀球密封圈输送轨道的进料端连接, 阀球密封圈震动上料机用于将位于阀球密封圈震动上料机中的阀球密封圈 输送到阀球密封圈输送轨道中;阀球密封圈输送轨道用于将阀球密封圈输 送到阀球密封圈装配机构中,阀球密封圈装配机构用于将来自阀球密封圈 输送轨道的阀球密封圈装配到阀体和阀盖中;阀球密封圈装配机构包括第 一支架、两个阀球密封圈装配单元和两个阀球密封圈暂存单元,第一支架 固定在机架上,两个阀球密封圈装配单元和两个阀球密封圈暂存单元均安 装在第一支架上,每个阀球密封圈暂存单元分别位于其中一个阀球密封圈 装配单元的下方,其中一个阀球密封圈装配单元用于将位于对应位置上的 阀球密封圈暂存单元中的阀球密封圈装配到阀体中,另一个阀球密封圈装 配单元用于将位于对应位置上的阀球密封圈暂存单元中的阀球密封圈装配 到阀盖中,阀球密封圈输送轨道用于将阀球密封圈输送到两个阀球密封圈 暂存单元中;每个阀球密封圈暂存单元均包括两个转动臂,每个阀球密封 圈暂存单元中的两个转动臂均与第一支架转动连接,每个阀球密封圈暂存 单元中的两个转动臂的下端向内靠拢后形成用于暂存来自阀球密封圈输送 轨道的阀球密封圈的暂存区,每个转动臂与第一支架之间均设置有第一弹 性结构,每个第一弹性结构均用于驱动对应位置上的转动臂以使转动臂的 下端向内转动;每个第一弹性结构均包括第一弹簧,每个第一弹簧的一端 均与对应位置上的转动臂的上端相抵靠,每个第一弹簧的另一端均与第一 支架相抵靠,每个转动臂上端的内壁上均设置有用于供对应位置上的第一 弹簧的一端部分插入的第一盲孔;每个密封圈装配单元均包括第一插杆、 套管、滑块、第一气缸和第二气缸,第一气缸和第二气缸均固定在第一支 架上,滑块竖向滑动连接在第一支架上,第一插杆活动穿设在套管中,第 一插杆的上端与第一气缸的活塞杆固定,套管的上端与滑块固定,滑块与 第二气缸的活塞杆固定;第一插杆向下移动时,第一插杆的下端用于穿过 位于其中一个暂存区中的阀球密封圈后插入到阀体或阀盖中,套管向下移 动时,套管的下端用于顶推位于第一插杆外部的阀球密封圈并将阀球密封 圈压入到阀体或阀盖中;通过采用这种阀球密封圈装配工位后,阀球密封 圈输送轨道能够对两个阀球密封圈暂存单元进行供料,两个阀球密封圈装 配单元能够同时将对应位置上的阀球密封圈暂存单元中的阀球密封圈装配 到阀体和阀盖中,即阀体和阀盖能够同时被安装上阀球密封圈,这样一来, 能够提高对阀体和阀盖安装阀球密封圈的效率,其次,当每个阀球密封圈 暂存单元中的两个转动臂的下端向内靠拢后,每个阀球密封圈暂存单元中 的两个转动臂的下端之间均能够形成用于暂存来自阀球密封圈输送轨道的 阀球密封圈,当每个阀球密封圈暂存单元中的两个转动臂的下端均向外张 开后,位于每个暂存区中的阀球密封圈能够分别落入到阀体和阀盖中,再 者,当第一气缸的活塞杆驱动第一插杆向下移动时,第一插杆的下端能够 穿过位于对应位置上的暂存区中的阀球密封圈后插入到阀体或阀盖中,当 第二气缸的活塞杆驱动滑块下移以使滑块带动套管向下移动时,套管的下 端能够顶推位于第一插杆外部的阀球密封圈并将阀球密封圈压入到阀体或 阀盖中;需要说明的是:每个阀球密封圈暂存单元中的两个转动臂的下端 向内靠拢后,每个阀球密封圈暂存单元中的两个转动臂的下端之间均形成 有用于供第一插杆的下端活动穿过的通道,该通道为圆形通道,该通道的 内径大于第一插杆的外径且小于阀球密封圈和套管的外径,通过采用这种 结构后,第一插杆在穿过两个转动臂之间的通道时,能够避免转动臂发生 转动,从而能够确保每根第一插杆的下端均可靠地穿过对应位置上的阀球 密封圈后插入到阀体或阀盖中。
本发明的球阀自动装配设备,其中,阀杆密封圈装配工位包括第二支 架、阀杆密封圈震动上料机、阀杆密封圈输送轨道和阀杆密封圈装配机构, 第二支架安装在机架上,阀杆密封圈震动上料机和阀杆密封圈装配机构均 安装在第二支架上,阀杆密封圈输送轨道的上端与阀杆密封圈震动上料机 的出料端连接,阀杆密封圈输送轨道的下端与第二支架固定;阀杆密封圈 震动上料机用于将位于阀杆密封圈震动上料机中的阀杆密封圈输送到阀杆 密封圈输送轨道中;阀杆密封圈输送轨道用于将阀杆密封圈输送到阀杆密 封圈装配机构中,阀杆密封圈装配机构用于将来自阀杆密封圈输送轨道的 阀杆密封圈装配到位于阀体上的阀杆安装孔中;阀杆密封圈装配机构包括 阀杆密封圈暂存单元和阀杆密封圈装配单元,阀杆密封圈暂存单元包括第 三气缸和第一暂存座,阀杆密封圈装配单元包括第四气缸、第五气缸、第 一滑动座、第二插杆和顶套;第三气缸固定在第二支架上,第一暂存座与 第三气缸的驱动端固定,第一暂存座上设置有用于暂存阀杆密封圈的第一 暂存槽,第一暂存槽的上端设置有用于供来自阀杆密封圈输送轨道中的阀 杆密封圈落入到第一暂存槽中的第一开口,第三气缸用于驱动第一暂存座 沿第二插杆的径向方向滑动,第三气缸的活塞杆伸展后,位于第一暂存槽 中的阀杆密封圈的轴线与第二插杆的轴线重合,第三气缸的活塞杆收缩后, 第一开口与阀杆密封圈输送轨道的出料端竖向对齐;第四气缸和第五气缸 均固定在第二支架上,第一滑动座滑动连接在第二支架上,第二插杆活动 穿设在顶套中,第二插杆的一端与第四气缸的活塞杆固定,顶套的一端与 第一滑动座固定,第一滑动座与第五气缸的活塞杆固定,第四气缸用于驱 动第二插杆沿位于第一暂存槽中的阀杆密封圈的轴向方向移动,第五气缸 用于驱动第一滑动座和顶套以使第一滑动座和顶套沿位于第一暂存槽中的 阀杆密封圈的轴向方向移动;第一暂存座中设置有与第一暂存槽连通的第 一通孔,第三气缸的活塞杆伸展后,且在第四气缸的活塞杆伸展时,第一 通孔和位于第一暂存槽中的阀杆密封圈用于供第二插杆穿过以使位于第一 暂存槽中的阀杆密封圈套装到第二插杆的外部,第一通孔的内径小于阀杆 密封圈的外径;第一暂存槽的侧壁上设置有第二开口,第四气缸的活塞杆 伸展后,且在第三气缸的活塞杆收缩时,第二开口用于供第二插杆和套装 在第二插杆外部的阀杆密封圈侧向滑出到第一暂存座外;第五气缸的活塞 杆伸展时,第五气缸用于驱动第一滑动座和顶套沿第二插杆的轴向方向移 动以使顶套将位于第二插杆外部的阀杆密封圈压入到位于阀体上的阀杆安 装孔中;第一暂存座上转动连接有第一转动架,第一转动架的一端用于遮 挡第二开口,第一转动架的另一端与第一暂存座之间设置有第二弹性结构, 第二弹性结构用于驱动第一转动架转动以使第一转动架的一端遮挡第二开 口;第二弹性结构包括第二弹簧,第二弹簧的一端与第一暂存座相抵靠, 第二弹簧的另一端与第一转动架的另一端相抵靠,第一转动架的另一端设 置有用于供第二弹簧的另一端部分插入的第二盲孔;第一暂存座的上端设 置有第一滑槽,第一滑槽沿第一暂存座的滑动方向延伸,第一滑槽用于供 来自阀杆密封圈输送轨道的阀杆密封圈部分嵌入,第一滑槽的一端与第一 开口连通;通过采用这种阀杆密封圈装配工位后,在第三气缸的活塞杆收 缩时,位于第一暂存座上的第一暂存槽能够与阀杆密封圈输送轨道的出料 端竖向对齐,此时,位于阀杆密封圈输送轨道中的阀杆密封圈能够经第一 开口落入到第一暂存槽中,在第三气缸的活塞杆伸展后,且在第四气缸的 活塞杆伸展时,第二插杆能够穿过位于第一暂存槽中的阀杆密封圈后插入 到阀体上的阀杆安装孔中,在第四气缸的活塞杆伸展后,且在第三气缸的 活塞杆收缩时,第二插杆和位于第一暂存槽中的阀杆密封圈能够经第二开 口从第一暂存槽中侧向滑出,在第二插杆和阀杆密封圈从第一暂存槽中侧 向滑出后,第一转动架的一端能够在弹性结构的作用下遮挡第二开口,在 第五气缸的活塞杆伸展时,第五气缸能够驱动第一滑动座和顶套沿第二插 杆的轴向方向移动以使顶套将位于第二插杆外部的阀杆密封圈压入到位于 阀体上的阀杆安装孔中,此外,通过第一滑槽的设置,在第三气缸的活塞 杆伸展时,来自阀杆密封圈输送轨道的阀杆密封圈能够落入到第一滑槽中, 在第三气缸的活塞杆收缩时,位于第一滑槽中的阀杆密封圈能够通过第一 开口进入到第一暂存槽中,这样一来,能够使得来自阀杆密封圈输送轨道 的阀杆密封圈方便地补充到第一暂存槽中。
本发明的球阀自动装配设备,其中,压帽装配工位包括第三支架、压 帽震动上料机、压帽输送轨道和压帽装配机构,第三支架安装在机架上, 压帽震动上料机和压帽装配机构均安装在第三支架上,压帽输送轨道的上 端与压帽震动上料机的出料端连接,压帽输送轨道的下端与第三支架固定; 压帽震动上料机用于将位于压帽震动上料机中的压帽输送到压帽输送轨道 中;压帽输送轨道用于将压帽输送到压帽装配机构中,压帽装配机构用于 将来自压帽输送轨道的压帽装配到位于阀体上的阀杆安装孔中;压帽装配 机构包括压帽暂存单元和压帽装配单元,压帽暂存单元包括第六气缸和第 二暂存座,压帽装配单元包括第七气缸、第八气缸、第一伺服电机、第二 滑动座、传动箱、第三插杆和第一转动套;第六气缸固定在第三支架上, 第二暂存座与第六气缸的驱动端固定,第二暂存座上设置有用于暂存压帽 的第二暂存槽,第二暂存槽的上端设置有用于供来自压帽输送轨道中的压 帽落入到第二暂存槽中的第三开口,第六气缸用于驱动第二暂存座沿第三 插杆的径向方向滑动,第六气缸的活塞杆伸展后,位于第二暂存槽中的压 帽的轴线与第三插杆的轴线重合,第六气缸的活塞杆收缩后,第三开口与 压帽输送轨道的出料端竖向对齐;第七气缸和第八气缸均固定在第三支架 上,第二滑动座滑动连接在第三支架上,第一伺服电机和传动箱均固定在 第二滑动座上,第一转动套的一端穿设在传动箱中并通过第一轴承组与传 动箱转动连接,第一转动套另一端的内壁上设置有用于与压帽的外端部配 合插接的六边形状的第一沉槽,第一转动套与第一伺服电机的转轴传动连 接,第三插杆活动穿设在第一转动套中,第三插杆的一端与第七气缸的活 塞杆固定,第二滑动座与第八气缸的活塞杆固定,第七气缸用于驱动第三 插杆沿位于第二暂存槽中的压帽的轴向方向移动,第八气缸用于驱动第二 滑动座、第一伺服电机、传动箱和第一转动套以使第二滑动座、第一伺服 电机、传动箱和第一转动套沿位于第二暂存槽中的压帽的轴向方向移动; 第二暂存座中设置有与第二暂存槽连通的第二通孔,第六气缸的活塞杆伸 展后,且在第七气缸的活塞杆伸展时,第二通孔和位于第二暂存槽中的压 帽用于供第三插杆穿过以使位于第二暂存槽中的压帽套装到第三插杆的外 部,第二通孔的内径小于压帽的外径;第二暂存槽的侧壁上设置有第四开 口,第七气缸的活塞杆伸展后,且在第六气缸的活塞杆收缩时,第四开口 用于供第三插杆和套装在第三插杆外部的压帽侧向滑出到第二暂存座外; 第八气缸的活塞杆伸展时,第八气缸用于驱动第二滑动座和第一转动套沿 第三插杆的轴向方向移动以使第一转动套将位于第三插杆外部的压帽压紧 在位于阀体上的阀杆安装孔处;第一伺服电机带动第一转动套转动时,第 一转动套用于将压帽拧入到位于阀体上的阀杆安装孔中;第二暂存座上转 动连接有第二转动架,第二转动架的一端用于遮挡第四开口,第二转动架 的另一端与第二暂存座之间设置有弹性结构,弹性结构用于驱动第二转动 架转动以使第二转动架的一端遮挡第四开口;弹性结构包括第三弹簧,第 三弹簧的一端与第二暂存座相抵靠,第三弹簧的另一端与第二转动架的另 一端相抵靠,第二转动架的另一端设置有用于供第三弹簧的另一端部分插 入的第三盲孔;传动箱中设置有第一皮带轮、第二皮带轮和传动皮带,第 一皮带轮与第一伺服电机的转轴固定,第二皮带轮套装在第一转动套的外 部并与第一转动套固定,第二皮带轮通过传动皮带与第一皮带轮传动连接; 第二暂存座的上端设置有第二滑槽,第二滑槽沿第二暂存座的滑动方向延 伸,第二滑槽用于供来自压帽输送轨道的压帽部分嵌入,第二滑槽的一端 与第三开口连通;通过采用这种压帽装配工位后,在第六气缸的活塞杆收 缩时,位于第二暂存座上的第二暂存槽能够与压帽输送轨道的出料端竖向 对齐,此时,位于压帽输送轨道中的压帽能够经第三开口落入到第二暂存 槽中,在第六气缸的活塞杆伸展后,且在第七气缸的活塞杆伸展时,第三 插杆能够穿过位于第二暂存槽中的压帽后插入到阀体上的阀杆安装孔中, 在第七气缸的活塞杆伸展后,且在第六气缸的活塞杆收缩时,第三插杆和 位于第二暂存槽中的压帽能够经第四开口从第二暂存槽中侧向滑出,在第 三插杆和压帽从第二暂存槽中侧向滑出后,第二转动架的一端能够在弹性结构的作用下遮挡第四开口,在第八气缸的活塞杆伸展时,第八气缸能够 驱动第二滑动座和第一转动套沿第三插杆的轴向方向移动以使第一转动套 将位于第三插杆外部的压帽压紧在位于阀体上的阀杆安装孔处,在第一伺 服电机带动第一转动套转动时,位于第一转动套另一端的内壁上的第一沉 槽能够与压帽的外端部配合插接,且第一转动套能够带动压帽转动以将压 帽预拧紧到位于阀体上的阀杆安装孔中,此外,通过第二滑槽的设置,在 第六气缸的活塞杆伸展时,来自压帽输送轨道的压帽能够落入到第二滑槽 中,在第六气缸的活塞杆收缩时,位于第二滑槽中的压帽能够通过第三开 口进入到第二暂存槽中,这样一来,能够使得来自压帽输送轨道的压帽方 便地补充到第二暂存槽中;需要说明的是,第一伺服电机每次带动第一转 动套转动的圈数可根据压帽与阀体预拧紧时所需转动的圈数在球阀自动装 配设备的控制器中进行设定。
本发明的球阀自动装配设备,其中,阀杆装配工位包括阀杆震动上料 机和阀杆装配机构,阀杆震动上料机和阀杆装配机构均安装在机架上,阀 杆震动上料机用于向阀杆装配机构输送阀杆,阀杆装配机构用于将来自阀 杆震动上料机的阀杆装配到位于阀体上的阀杆安装孔中;通过采用这种阀 杆装配工位后,阀杆能够方便地被装配到位于阀体上的阀杆安装孔中,此 外,该阀杆装配工位中的阀杆震动上料机和阀杆装配机构均为现有技术,例如阀杆装配机构可采用中国专利公开号为CNA公开的阀杆自动装配机, 故本发明不在此进行赘述。
本发明的球阀自动装配设备,其中,压帽拧紧工位包括第四支架,第 四支架安装在机架上;第四支架上安装有压紧结构和锁紧结构,压紧结构 用于压紧位于阀体支撑座上的阀体,锁紧结构用于拧紧预安装在阀体上的 阀杆安装孔中的压帽;压紧结构包括第九气缸、第三滑动座和压套,第九 气缸固定在第四支架上,第三滑动座竖向滑动连接在第四支架上,第三滑 动座与第九气缸的活塞杆固定,压套固定在第三滑动座上,第九气缸的活 塞杆伸展时,第三滑动座用于带动压套下移以使压套插入到阀体中并压紧 阀体;压紧结构还包括第十气缸和第一压杆,第十气缸固定在第四支架上, 第一压杆活动穿设在第三滑动座和压套中,第一压杆的上端与第十气缸的 活塞杆固定,第一压杆下端的外壁上设置有用于与安装在阀杆安装孔中的 阀杆的内端部嵌合的第一限位槽,第十气缸的活塞杆伸展时,第一压杆的 下端用于插入到阀体中以使位于第一压杆外壁上的第一限位槽与阀杆的内 端部嵌合;锁紧结构包括第十一气缸、第四滑动座、第二伺服电机、第一 转动轴和第二转动套,第十一气缸固定在第四支架上,第四滑动座滑动连 接在第四支架上,第十一气缸用于驱动第四滑动座以使第四滑动座沿阀杆 安装孔的轴向方向滑动,第一转动轴的一端伸入在第四滑动座中并通过第 二轴承组与第四滑动座转动连接,第二伺服电机固定在第四滑动座上,第 一转动轴的一端与第二伺服电机的转轴传动连接,第二转动套的一端与第 一转动轴的另一端传动连接,第二转动套另一端的内壁上设置有用于与预 安装在阀杆安装孔中的压帽的外端部配合插接的六边形状的第二沉槽;第 二转动套的一端套装在第一转动轴另一端的外部,第一转动轴另一端的外 壁上设置有一对第三滑槽,每道第三滑槽均沿第一转动轴的轴向方向延伸, 第二转动套的侧壁上嵌装有一对第一销轴,每根第一销轴的内端部均插入 在其中一道第三滑槽中并与第三滑槽滑动连接,第二转动套的内部设置有第四弹簧,第四弹簧的一端与第二转动套的内底部相抵靠,第四弹簧的另 一端与第一转动轴的另一端相抵靠;通过采用这种压帽拧紧工位后,当第 九气缸的活塞杆伸展时,第九气缸能够驱动第三滑动座下移,第三滑动座 下移时,第三滑动座能够带动压套下移以使压套插入到阀体中并压紧阀体, 在阀体被压紧后,当锁紧结构在拧紧预安装在阀体上的压帽时,能够避免 阀体出现跳动和位移的现象;通过第十气缸和第一压杆的设置,当第十气 缸的活塞杆伸展时,第一压杆的下端能够插入到阀体中且位于第一压杆外 壁上的第一限位槽能够与阀杆的内端部嵌合,这样一来,当锁紧结构在拧 紧预安装在阀体上的压帽时,能够避免安装在阀杆安装孔中的阀杆出现随 压帽转动的现象,也即能够避免阀杆出现相对阀体转动的现象;通过采用 这种锁紧结构后,当第十一气缸的活塞杆伸展时,第十一气缸能够带动第 四滑动座、第二伺服电机、第一转动轴和第二转动套朝阀体的一侧移动, 在第二转动套朝阀体的一侧移动后,位于第二转动套另一端的内壁上的第 二沉槽能够与预安装在阀杆安装孔中的压帽的外端部配合插接,这样一来, 当第二伺服电机带动第一转动轴和第二转动套转动时,第二转动套能够将 预安装在阀体上的压帽拧紧,需要说明的是,第二伺服电机每次带动第二 转动套转动的圈数可根据压帽与阀体拧紧时所需转动的圈数在球阀自动装 配设备的控制器中进行设定,又或者可根据球阀自动装配设备中的控制器 收到的第二伺服电机的扭矩值进行判断,例如扭矩值达到设定值时(压帽 与阀体被拧紧时),第二伺服电机停止工作,此外,通过采用上述结构后, 第二转动套与第一转动轴之间能够实现弹性连接,这样一来,在第二转动 套拧紧预安装在阀杆安装孔中的压帽时,能够使得第二转动套始终与压帽 处于抵靠的状态,即能够使得第二转动套可靠地实现对压帽的拧紧,此外, 在第十一气缸驱动第四滑动座滑动以使第二转动套与预安装在阀杆安装孔 中的压帽相抵靠时,能够避免第二转动套将压帽和阀体顶坏。
本发明的球阀自动装配设备,其中,阀球装配工位包括第五支架、阀 球震动上料机、阀球输送轨道、阀球暂存座和阀球装配机构,第五支架、 阀球震动上料机和阀球输送轨道均安装在机架上,阀球暂存座和阀球装配 机构均安装在第五支架上;阀球暂存座上设置有阀球暂存槽;阀球输送轨 道的一端与阀球震动上料机的出料端连接,阀球输送轨道的另一端与阀球 暂存座连接,阀球输送轨道用于将来自阀球震动上料机的阀球输送到位于 阀球暂存座上的阀球暂存槽中,阀球装配机构用于将位于阀球暂存槽中的 阀球装配到位于阀体支撑座上的阀体中;阀球输送轨道的内底部上固定有 限位条,限位条沿阀球输送轨道的长度方向延伸,限位条的一端延伸至阀 球震动上料机的出料端中,限位条的另一端延伸至阀球暂存槽中,限位条 用于与位于阀球外壁上的第二限位槽嵌合,阀球落入到阀球暂存槽中后, 位于阀球外壁上的第二限位槽与限位条的另一端嵌合;阀球装配机构包括 第十二气缸、第十三气缸、第五滑动座、第六滑动座和吸嘴,第十二气缸 固定在第五支架上,第五滑动座水平滑动连接在第五支架上,第五滑动座 与第十二气缸的活塞杆固定,第十三气缸固定在第五滑动座上,第六滑动 座竖向滑动连接在第五滑动座上,第六滑动座与第十三气缸的活塞杆固定, 吸嘴固定在第六滑动座上;通过在阀球输送轨道的内底部上固定限位条后, 限位条能够与位于阀球外壁上的第二限位槽嵌合,这样一来,在阀球输送 轨道输送阀球时,能够对阀球起到定位和限位的作用,此外,在阀球经阀 球输送轨道落入到阀球暂存槽中后,位于阀球外壁上的第二限位槽能够与 限位条的另一端嵌合,这样一来,能够对阀球起到定位和限位的作用,且 能够确定阀球通过阀球装配机构安装到阀体中后的方向;另外需要说明的 是:阀球的外壁上本身就开设有限位槽,当阀球安装到阀体中后,该限位槽用于与阀杆的端部嵌合,以使阀杆能够带动阀球转动;再者,通过采用 上述阀球装配机构后,首先,第十三气缸的活塞杆收缩,第十二气缸的活 塞杆伸展,吸嘴被移动到阀球暂存槽的上方,接着,第十三气缸的活塞杆 伸展,位于第六滑动座上的吸嘴吸取位于阀球暂存槽中的阀球,然后,第 十三气缸的活塞杆收缩,位于阀球暂存槽中的阀球被吸嘴吸起,紧接着, 第十二气缸的活塞杆收缩,将被吸嘴吸起的阀球移动到阀体的上方,再然 后,第十三气缸的活塞杆伸展,被被吸嘴吸起的阀球靠近阀体,再接着, 吸嘴释放阀球,阀球落入到阀体中,最后,第十三气缸的活塞杆收缩,第 十二气缸带动吸嘴复位。
本发明的球阀自动装配设备,其中,阀盖涂胶工位包括第六支架、旋 转驱动结构和涂胶结构,第六支架安装在机架上,旋转驱动结构和涂胶结 构均安装在第六支架上;旋转驱动结构用于驱动阀盖支撑座和放置在阀盖 支撑座上的阀盖转动,阀盖转动时,涂胶结构用于将胶水涂抹在阀盖外周 壁上的螺纹部上;旋转驱动结构包括第十四气缸、第七滑动座和第三伺服 电机,第十四气缸固定在第六支架上,第七滑动座滑动连接在第六支架上,第七滑动座与第十四气缸的活塞杆固定,第十四气缸用于驱动第七滑动座 沿阀盖的轴向方向滑动,第三伺服电机固定在第七滑动座上,第三伺服电 机的转轴上固定有顶针,顶针的下端用于与阀盖相抵靠,第三伺服电机驱 动顶针转动时,顶针用于驱动阀盖和阀盖支撑座转动;涂胶结构包括第十 五气缸和点胶阀,第十五气缸固定在第六支架上,点胶阀固定在第十五气 缸的驱动端上,第十五气缸用于驱动点胶阀沿阀盖的径向方向移动,点胶 阀用于将胶水涂抹在阀盖外周壁上的螺纹部上;第六支架上固定有第十六 气缸,第十六气缸的活塞杆上固定有第二压杆,第十六气缸用于带动第二 压杆沿阀体的轴向方向移动,第二压杆用于挤压预安装在阀体中的阀球; 通过采用上述旋转驱动结构后,当第十四气缸的活塞杆伸展时,第十四气 缸能够带动第七滑动座、第三伺服电机和顶针下移,此时,顶针能够抵靠 在位于阀盖支撑座上的阀盖上,当第三伺服电机带动顶针转动时,顶针能 够带动阀盖及用于支撑阀盖的阀盖支撑座的转动,当第三伺服电机带动阀 盖转动一圈后(涂胶结束),第三伺服电机停止转动,且第十四气缸的活 塞杆收缩,以带动第七滑动座、第三伺服电机和顶针上移复位;通过采用 上述涂胶结构后,当第十五气缸的活塞杆伸展时,点胶阀的出胶口能够靠 近阀盖上的螺纹部,在点胶阀出胶的过程中,且在阀盖转动时,点胶阀能够将胶水周向涂抹在阀盖的螺纹部上,涂胶结束后(阀盖的上的螺纹部周 向涂抹胶水后),第十五气缸的活塞杆收缩,以带动点胶阀移动复位;通 过第十六气缸和第二压杆的设置,当第十六气缸的活塞杆伸展时,第二压 杆能够挤压预安装在阀体中的阀球,这样一来,能够将阀球安装到位,且 由于在涂胶结构对阀盖进行涂胶的过程中,第二压杆能够挤压预安装在阀 体中的阀球,即能够使得两个工序同时进行,从而能够提高球阀的生产效 率。
本发明的球阀自动装配设备,其中,阀盖与阀体装配工位包括第七支 架、阀盖取放结构和阀盖预拧紧结构,第七支架安装在机架上,阀盖取放 结构和阀盖预拧紧结构均安装在第七支架上;阀盖取放结构用于抓取阀盖 并用于将阀盖放置到阀体上,阀盖预拧紧结构用于将位于阀体上的阀盖预 拧紧到阀体上;阀盖取放结构包括第八滑动座、第十七气缸、旋转气缸和 夹爪气缸,第十七气缸固定在第七支架上,第八滑动座竖向滑动连接在第七支架上,第八滑动座与第十七气缸的活塞杆固定,旋转气缸固定在第八 滑动座上,夹爪气缸固定在旋转气缸的驱动端上;阀盖预拧紧结构包括第 九滑动座、第十八气缸、第四伺服电机、第三转动套和第一转动杆,第十 八气缸固定在第七支架上,第九滑动座竖向滑动连接在第七支架上,第九 滑动座与第十八气缸的活塞杆固定,第四伺服电机固定在第九滑动座上, 第三转动套的一端插入在第九滑动座中并通过第三轴承组与第九滑动座转 动连接,第三转动套的一端与第四伺服电机的转轴传动连接,第三转动套 的另一端与第一转动杆的一端传动连接,第一转动杆另一端的内壁上设置 有用于与阀盖的外端部嵌合的正六边形状的第三沉槽;第三转动套的另一 端设置有用于供第一转动杆的一端插入的插槽,第一转动杆的外壁上设置 有沿第一转动杆的轴向方向延伸的第四滑槽,第三转动套中嵌装有沿第三 转动套的径向方向延伸的第二销轴,第二销轴的内端部插入在第四滑槽中 并与第四滑槽滑动连接,插槽中设置有第五弹簧,第五弹簧的一端与插槽 的内底部相抵靠,第五弹簧的另一端与第一转动杆的一端相抵靠;阀盖与 阀体拧紧工位包括立柱和阀盖拧紧结构,立柱安装在机架上,阀盖拧紧结 构安装在立柱上;阀盖拧紧结构用于拧紧预安装在阀体上的阀盖;阀盖拧 紧结构包括第十滑动座、第十九气缸、第五伺服电机、第二转动杆和第四 转动套,第十九气缸固定在立柱上,第十滑动座竖向滑动连接在立柱上, 第十滑动座与第十九气缸的活塞杆固定,第五伺服电机固定在第十滑动座 上,第二转动杆的一端插入在第十滑动座中并通过第四轴承组与第十滑动 座转动连接,第二转动杆的一端与第五伺服电机的转轴传动连接,第二转 动杆的另一端与第四转动套的一端传动连接,第四转动套另一端的内壁上 设置有用于与阀盖的外端部嵌合的正六边形状的第四沉槽;第二转动杆的 另一端插入在第四转动套中,第二转动杆的外壁上设置有一对第五滑槽, 每个第五滑槽均沿第二转动杆的轴向方向延伸,第四转动套的侧壁上嵌装 有一对第三销轴,每根第三销轴均沿第四转动套的径向方向延伸,每根第 三销轴的内端部均插入在其中一个第五滑槽中并与第五滑槽滑动连接,第 二转动杆的外部套装有第六弹簧,第六弹簧的两端分别与第二转动杆和第 四转动套相抵靠;通过采用这种阀盖取放结构后,当需要将位于阀盖支撑座上的阀盖放置到位于阀体支撑座上的阀体上时,首先,第十七气缸的活 塞杆收缩,以使夹爪气缸靠近位于阀盖支撑座上的阀盖,接着,夹爪气缸 夹紧位于阀盖支撑座上的阀盖,然后第十七气缸的活塞杆伸展,与此同时, 旋转气缸带动夹爪气缸转动以使位于夹爪气缸上的阀盖被翻转到位于阀体 支撑座上的阀体的上方,紧接着,第十七气缸的活塞杆收缩,夹爪气缸释 放阀盖,此时,阀盖被放置到了位于阀体支撑座上的阀体上,最后,第十 七气缸的活塞杆伸展,与此同时,旋转气缸带动夹爪气缸转动复位;通过 采用上述阀盖预拧紧结构后,当需要对位于阀体上的阀盖进行拧紧时,首 先,第十八气缸带动第九滑动座、第四伺服电机、第三转动套和第一转动 杆下移,第一转动杆下移后,位于第一转动杆另一端的内壁上的第三沉槽 能够与阀盖的外端部嵌合,接着,第四伺服电机带动第三转动套和第一转 动杆转动,第一转动杆转动时,能够将阀盖预拧紧到阀体上,然后第四伺 服电机停止转动,最后,第十八气缸带动第九滑动座、第四伺服电机、第 三转动套和第一转动杆上移复位;需要说明的是,第四伺服电机每次带动 第一转动杆转动的圈数可根据阀盖与阀体预拧紧时所需转动的圈数在球阀 自动装配设备的控制器中进行设定,再者,通过采用上述结构后,第一转 动杆与第三转动套之间能够实现弹性连接,这样一来,在第一转动杆将阀 盖预拧紧到阀体上的过程中,能够使得第一转动杆始终与阀盖处于抵靠的 状态,即能够使得第一转动杆可靠地实现对阀盖与阀体的预拧紧,此外, 在第十八气缸驱动第九滑动座滑动以使第一转动杆与位于阀体上的阀盖相 抵靠时,能够避免第一转动杆将阀盖和阀体顶坏;通过采用上述阀盖拧紧 结构后,当需要对位于阀体上的阀盖进行拧紧时,首先,第十九气缸带动 第十滑动座、第五伺服电机、第二转动杆和第四转动套下移,第四转动套 下移后,位于第四转动套另一端的内壁上的第四沉槽能够与阀盖的外端部 嵌合,接着,第五伺服电机带动第二转动杆和第四转动套转动,第四转动 套转动时,能够将阀盖拧紧到阀体上,然后第五伺服电机停止转动,最后, 第十九气缸带动第十滑动座、第五伺服电机、第二转动杆和第四转动套上 移复位;需要说明的是,第五伺服电机每次带动第四转动套转动的圈数可根据球阀自动装配设备中的控制器收到的第五伺服电机的扭矩值进行判 断,例如扭矩值达到设定值时(阀盖与阀体被预拧紧时),第五伺服电机 停止工作,此外,通过采用上述结构后,第四转动套与第二转动杆之间能 够实现弹性连接,这样一来,在第四转动套将阀盖拧紧到阀体上的过程中, 能够使得第四转动套始终与阀盖处于抵靠的状态,即能够使得第四转动套 可靠地实现对阀盖与阀体的拧紧,此外,在第十九气缸驱动第十滑动座滑 动以使第四转动套与位于阀体上的阀盖相抵靠时,能够避免第四转动套将 阀盖和阀体顶坏。
本发明的球阀自动装配设备,其中,出料工位包括机械手机构和输送 带机构,机械手机构和输送带机构均安装在机架,机械手机构用于抓取位 于转盘机构上的且装配完成后的球阀并将装配完成后的球阀放置到输送带 机构上;位于转盘下方的机架上固定有若干根呈周向均匀分布的支撑柱, 每根支撑柱的上端均转动连接有滚轮,每个滚轮的轴线均与转盘的轴线垂 直,每个滚轮的上端均与转盘的下端面相抵靠;通过采用上述出料工位后, 当装配完成后的球阀被转动到出料工位处后,机械手机构能够抓取位于阀 体支撑座上的且装配完成后的球阀并将装配完成后的球阀放置到输送带机 构上,输送带机构则能够将装配完成后的球阀运走,即上述出料工位实现 了对球阀的自动下料功能,另外,上述机械手机构和输送带机构均为目前 市面上的现有常用机械结构故不在此赘述;通过支撑柱和滚轮的设置,在 支撑柱和滚轮的作用下,滚轮能够实现对转盘的可靠支撑,以避免转盘出 现倾斜的现象,从而能够提高转盘转动时的可靠性和稳定性。
本发明通过机械化的方式将阀体、阀球密封圈、阀杆密封圈、压帽、 阀杆、阀球和阀盖装配在一起,与传统采用人工将阀体、阀球密封圈、阀 杆密封圈、压帽、阀杆、阀球和阀盖装配在一起的方式相比,能够提高球 阀的装配效率,且能够降低工作人员的劳动强度和降低企业的人工成本。
附图说明
此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一 部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申 请的不当限定。在附图中:
图1为本发明的第一个立体结构示意图;
图2为本发明的第二个立体结构示意图;
图3为本发明的第三个立体结构示意图;
图4为本发明的第四个立体结构示意图;
图5为图1中A处放大后的结构示意图;
图6为图4中B处放大后的结构示意图;
图7为阀球密封圈装配工位安装在机架上后的立体结构示意图;
图8为阀球密封圈装配机构的立体结构示意图;
图9为图7中C处放大后的结构示意图;
图10为图8中D处放大后的结构示意图;
图11为阀杆密封圈装配工位安装在机架上后的立体结构示意图;
图12为阀杆密封圈装配工位的第一个立体结构示意图;
图13为图11中E处放大后的结构示意图;
图14为图12中F处放大后的结构示意图;
图15为阀杆密封圈装配工位的第二个立体结构示意图;
图16为压帽装配工位安装在机架上后的立体结构示意图;
图17为压帽装配工位的第一个立体结构示意图;
图18为图16中G处放大后的结构示意图;
图19为图17中H处放大后的结构示意图;
图20为压帽装配工位的第二个立体结构示意图;
图21为压帽装配工位的第三个立体结构示意图;
图22为压帽装配工位的第四个立体结构示意图;
图23为压帽拧紧工位安装在机架上后的立体结构示意图;
图24为压帽拧紧工位的立体结构示意图;
图25为压帽拧紧工位中的锁紧结构的剖视结构示意图;
图26为图23中I处放大后的结构示意图;
图27为图24中J处放大后的结构示意图;
图28为图25中K处放大后的结构示意图;
图29为阀球装配工位安装在机架上后的第一个立体结构示意图;
图30为图29中L处放大后的结构示意图;
图31为图29中M处放大后的结构示意图;
图32为阀球装配工位安装在机架上后的第二个立体结构示意图;
图33为阀球的立体结构示意图;
图34为阀盖涂胶工位安装在机架上后的立体结构示意图;
图35为图34中N处放大后的结构示意图;
图36为阀盖涂胶工位的立体结构示意图;
图37为阀盖与阀体装配工位安装在机架上后的立体结构示意图;
图38为图37中O处放大后的结构示意图;
图39为阀盖与阀体装配工位的立体结构示意图;
图40为阀盖与阀体装配工位中的阀盖预拧紧结构的剖视结构示意图;
图41为阀盖与阀体拧紧工位安装在机架上后的立体结构示意图;
图42为图41中P处放大后的结构示意图;
图43为阀盖与阀体拧紧工位的立体结构示意图;
图44为阀盖与阀体拧紧工位中的阀盖拧紧结构的剖视结构示意图。
具体实施方式
以下将以图式揭露本发明的多个实施方式,为明确说明起见,许多实 务上的细节将在以下叙述中一并说明。然而,应了解到,这些实务上的细 节不应用以限制本发明。也就是说,在本发明的部分实施方式中,这些实 务上的细节是非必要的。此外,为简化图式起见,一些习知惯用的结构与 组件在图式中将以简单的示意的方式绘示之。
另外,在本发明中如涉及“第一”、“第二”等的描述仅用于描述目 的,并非特别指称次序或顺位的意思,亦非用以限定本发明,其仅仅是为 了区别以相同技术用语描述的组件或操作而已,而不能理解为指示或暗示 其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第 一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外, 各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术 人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当 认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
本发明的球阀自动装配设备,包括机架1、转盘机构11以及绕转盘机 构11呈周向方向依序分布的放置工位、阀球密封圈装配工位2、阀杆密封 圈装配工位3、压帽装配工位4、阀杆装配工位5、压帽拧紧工位6、阀球 装配工位7、阀盖涂胶工位8、阀盖与阀体装配工位9、阀盖与阀体拧紧工 位10和出料工位20;转盘机构11、阀球密封圈装配工位2、阀杆密封圈装 配工位3、压帽装配工位4、阀杆装配工位5、压帽拧紧工位6、阀球装配 工位7、阀盖涂胶工位8、阀盖与阀体装配工位9、阀盖与阀体拧紧工位10 和出料工位20均安装在机架1上;转盘机构11上周向设置有若干个支撑 工位12,每个支撑工位12均包括用于支撑阀体301的阀体支撑座121和用 于支撑阀盖302的阀盖支撑座122,转盘机构11包括转盘111、转盘分割器112和减速电机113,转盘分割器112固定在机架1上,减速电机113与 转盘分割器112固定且减速电机113的输出轴与转盘分割器112的输入轴 传动连接,转盘111固定在转盘分割器112的输出轴上,每个支撑工位12 中的阀体支撑座121均固定在转盘111上,每个支撑工位12中的阀盖支撑 座122均转动连接在转盘111上;放置工位、阀球密封圈装配工位2、阀杆密封圈装配工位3、压帽装配工位4、阀杆装配工位5、压帽拧紧工位6、 阀球装配工位7、阀盖涂胶工位8、阀盖与阀体装配工位9、阀盖与阀体拧 紧工位10和出料工位20分别与其中一个支撑工位12对应设置。
阀球密封圈装配工位2包括阀球密封圈震动上料机21、阀球密封圈输 送轨道22和阀球密封圈装配机构23,阀球密封圈震动上料机21、阀球密 封圈输送轨道22和阀球密封圈装配机构23均安装在机架1上,阀球密封 圈震动上料机21的出料端与阀球密封圈输送轨道22的进料端连接,阀球 密封圈震动上料机21用于将位于阀球密封圈震动上料机21中的阀球密封 圈303输送到阀球密封圈输送轨道22中;阀球密封圈输送轨道22用于将 阀球密封圈303输送到阀球密封圈装配机构23中,阀球密封圈装配机构23 用于将来自阀球密封圈输送轨道22的阀球密封圈303装配到阀体301和阀 盖302中;阀球密封圈装配机构23包括第一支架231、两个阀球密封圈装 配单元和两个阀球密封圈暂存单元,第一支架231固定在机架1上,两个 阀球密封圈装配单元和两个阀球密封圈暂存单元均安装在第一支架231上, 每个阀球密封圈暂存单元分别位于其中一个阀球密封圈装配单元的下方, 其中一个阀球密封圈装配单元用于将位于对应位置上的阀球密封圈暂存单 元中的阀球密封圈303装配到阀体301中,另一个阀球密封圈装配单元用 于将位于对应位置上的阀球密封圈暂存单元中的阀球密封圈303装配到阀 盖302中,阀球密封圈输送轨道22用于将阀球密封圈303输送到两个阀球 密封圈暂存单元中;每个阀球密封圈暂存单元均包括两个转动臂232,每个 阀球密封圈暂存单元中的两个转动臂232均与第一支架231转动连接,每 个阀球密封圈暂存单元中的两个转动臂232的下端向内靠拢后形成用于暂 存来自阀球密封圈输送轨道22的阀球密封圈303的暂存区233,每个转动 臂232与第一支架231之间均设置有第一弹性结构,每个第一弹性结构均 用于驱动对应位置上的转动臂232以使转动臂232的下端向内转动;每个 第一弹性结构均包括第一弹簧234,每个第一弹簧234的一端均与对应位置 上的转动臂232的上端相抵靠,每个第一弹簧234的另一端均与第一支架 231相抵靠,每个转动臂232上端的内壁上均设置有用于供对应位置上的第 一弹簧234的一端部分插入的第一盲孔2321;每个密封圈装配单元均包括 第一插杆235、套管236、滑块237、第一气缸238和第二气缸239,第一 气缸238和第二气缸239均固定在第一支架231上,滑块237竖向滑动连 接在第一支架231上,第一插杆235活动穿设在套管236中,第一插杆235 的上端与第一气缸238的活塞杆固定,套管236的上端与滑块237固定, 滑块237与第二气缸239的活塞杆固定;第一插杆235向下移动时,第一 插杆235的下端用于穿过位于其中一个暂存区233中的阀球密封圈303后 插入到阀体301或阀盖302中,套管236向下移动时,套管236的下端用 于顶推位于第一插杆235外部的阀球密封圈303并将阀球密封圈303压入 到阀体301或阀盖302中;通过采用这种阀球密封圈装配工位后,阀球密 封圈输送轨道能够对两个阀球密封圈暂存单元进行供料,两个阀球密封圈 装配单元能够同时将对应位置上的阀球密封圈暂存单元中的阀球密封圈装 配到阀体和阀盖中,即阀体和阀盖能够同时被安装上阀球密封圈,这样一 来,能够提高对阀体和阀盖安装阀球密封圈的效率,其次,当每个阀球密 封圈暂存单元中的两个转动臂的下端向内靠拢后,每个阀球密封圈暂存单 元中的两个转动臂的下端之间均能够形成用于暂存来自阀球密封圈输送轨 道的阀球密封圈,当每个阀球密封圈暂存单元中的两个转动臂的下端均向 外张开后,位于每个暂存区中的阀球密封圈能够分别落入到阀体和阀盖中, 再者,当第一气缸的活塞杆驱动第一插杆向下移动时,第一插杆的下端能 够穿过位于对应位置上的暂存区中的阀球密封圈后插入到阀体或阀盖中, 当第二气缸的活塞杆驱动滑块下移以使滑块带动套管向下移动时,套管的 下端能够顶推位于第一插杆外部的阀球密封圈并将阀球密封圈压入到阀体 或阀盖中;需要说明的是:每个阀球密封圈暂存单元中的两个转动臂的下 端向内靠拢后,每个阀球密封圈暂存单元中的两个转动臂的下端之间均形 成有用于供第一插杆的下端活动穿过的通道,该通道为圆形通道,该通道的内径大于第一插杆的外径且小于阀球密封圈和套管的外径,通过采用这 种结构后,第一插杆在穿过两个转动臂之间的通道时,能够避免转动臂发 生转动,从而能够确保每根第一插杆的下端均可靠地穿过对应位置上的阀 球密封圈后插入到阀体或阀盖中。
阀杆密封圈装配工位3包括第二支架31、阀杆密封圈震动上料机32、 阀杆密封圈输送轨道33和阀杆密封圈装配机构34,第二支架31安装在机 架1上,阀杆密封圈震动上料机32和阀杆密封圈装配机构34均安装在第 二支架31上,阀杆密封圈输送轨道33的上端与阀杆密封圈震动上料机32 的出料端连接,阀杆密封圈输送轨道33的下端与第二支架31固定;阀杆 密封圈震动上料机32用于将位于阀杆密封圈震动上料机32中的阀杆密封 圈304输送到阀杆密封圈输送轨道33中;阀杆密封圈输送轨道33用于将 阀杆密封圈304输送到阀杆密封圈装配机构34中,阀杆密封圈装配机构34 用于将来自阀杆密封圈输送轨道33的阀杆密封圈304装配到位于阀体301 上的阀杆安装孔3011中;阀杆密封圈装配机构34包括阀杆密封圈暂存单 元和阀杆密封圈装配单元,阀杆密封圈暂存单元包括第三气缸341和第一暂存座342,阀杆密封圈装配单元包括第四气缸343、第五气缸344、第一 滑动座345、第二插杆346和顶套347;第三气缸341固定在第二支架31 上,第一暂存座342与第三气缸341的驱动端固定,第一暂存座342上设 置有用于暂存阀杆密封圈304的第一暂存槽3421,第一暂存槽3421的上端 设置有用于供来自阀杆密封圈输送轨道33中的阀杆密封圈304落入到第一暂存槽3421中的第一开口3422,第三气缸341用于驱动第一暂存座342沿 第二插杆346的径向方向滑动,第三气缸341的活塞杆伸展后,位于第一 暂存槽3421中的阀杆密封圈304的轴线与第二插杆346的轴线重合,第三 气缸341的活塞杆收缩后,第一开口3422与阀杆密封圈输送轨道33的出 料端竖向对齐;第四气缸343和第五气缸344均固定在第二支架31上,第一滑动座345滑动连接在第二支架31上,第二插杆346活动穿设在顶套347 中,第二插杆346的一端与第四气缸343的活塞杆固定,顶套347的一端 与第一滑动座345固定,第一滑动座345与第五气缸344的活塞杆固定, 第四气缸343用于驱动第二插杆346沿位于第一暂存槽3421中的阀杆密封 圈304的轴向方向移动,第五气缸344用于驱动第一滑动座345和顶套347 以使第一滑动座345和顶套347沿位于第一暂存槽3421中的阀杆密封圈304 的轴向方向移动;第一暂存座342中设置有与第一暂存槽3421连通的第一 通孔3423,第三气缸341的活塞杆伸展后,且在第四气缸343的活塞杆伸 展时,第一通孔3423和位于第一暂存槽3421中的阀杆密封圈304用于供 第二插杆346穿过以使位于第一暂存槽3421中的阀杆密封圈304套装到第 二插杆346的外部,第一通孔3423的内径小于阀杆密封圈304的外径;第 一暂存槽3421的侧壁上设置有第二开口3424,第四气缸343的活塞杆伸展 后,且在第三气缸341的活塞杆收缩时,第二开口3424用于供第二插杆346 和套装在第二插杆346外部的阀杆密封圈304侧向滑出到第一暂存座342 外;第五气缸344的活塞杆伸展时,第五气缸344用于驱动第一滑动座345 和顶套347沿第二插杆346的轴向方向移动以使顶套347将位于第二插杆346外部的阀杆密封圈304压入到位于阀体301上的阀杆安装孔3011中; 第一暂存座342上转动连接有第一转动架348,第一转动架348的一端用于 遮挡第二开口3424,第一转动架348的另一端与第一暂存座342之间设置 有第二弹性结构,第二弹性结构用于驱动第一转动架348转动以使第一转 动架348的一端遮挡第二开口3424;第二弹性结构包括第二弹簧349,第 二弹簧349的一端与第一暂存座342相抵靠,第二弹簧349的另一端与第 一转动架348的另一端相抵靠,第一转动架348的另一端设置有用于供第 二弹簧349的另一端部分插入的第二盲孔3481;第一暂存座342的上端设 置有第一滑槽3245,第一滑槽3245沿第一暂存座342的滑动方向延伸,第 一滑槽3245用于供来自阀杆密封圈输送轨道33的阀杆密封圈304部分嵌 入,第一滑槽3245的一端与第一开口3422连通;通过采用这种阀杆密封 圈装配工位后,在第三气缸的活塞杆收缩时,位于第一暂存座上的第一暂 存槽能够与阀杆密封圈输送轨道的出料端竖向对齐,此时,位于阀杆密封 圈输送轨道中的阀杆密封圈能够经第一开口落入到第一暂存槽中,在第三 气缸的活塞杆伸展后,且在第四气缸的活塞杆伸展时,第二插杆能够穿过 位于第一暂存槽中的阀杆密封圈后插入到阀体上的阀杆安装孔中,在第四 气缸的活塞杆伸展后,且在第三气缸的活塞杆收缩时,第二插杆和位于第 一暂存槽中的阀杆密封圈能够经第二开口从第一暂存槽中侧向滑出,在第 二插杆和阀杆密封圈从第一暂存槽中侧向滑出后,第一转动架的一端能够 在弹性结构的作用下遮挡第二开口,在第五气缸的活塞杆伸展时,第五气 缸能够驱动第一滑动座和顶套沿第二插杆的轴向方向移动以使顶套将位于 第二插杆外部的阀杆密封圈压入到位于阀体上的阀杆安装孔中,此外,通 过第一滑槽的设置,在第三气缸的活塞杆伸展时,来自阀杆密封圈输送轨 道的阀杆密封圈能够落入到第一滑槽中,在第三气缸的活塞杆收缩时,位 于第一滑槽中的阀杆密封圈能够通过第一开口进入到第一暂存槽中,这样 一来,能够使得来自阀杆密封圈输送轨道的阀杆密封圈方便地补充到第一 暂存槽中。
压帽装配工位4包括第三支架41、压帽震动上料机42、压帽输送轨道 43和压帽装配机构44,第三支架41安装在机架1上,压帽震动上料机42 和压帽装配机构44均安装在第三支架41上,压帽输送轨道43的上端与压 帽震动上料机42的出料端连接,压帽输送轨道43的下端与第三支架41固 定;压帽震动上料机42用于将位于压帽震动上料机42中的压帽305输送 到压帽输送轨道43中;压帽输送轨道43用于将压帽305输送到压帽装配 机构44中,压帽装配机构44用于将来自压帽输送轨道43的压帽305装配 到位于阀体301上的阀杆安装孔3011中;压帽装配机构44包括压帽暂存 单元和压帽装配单元,压帽暂存单元包括第六气缸441和第二暂存座442, 压帽装配单元包括第七气缸443、第八气缸444、第一伺服电机445、第二 滑动座446、传动箱447、第三插杆448和第一转动套449;第六气缸441 固定在第三支架41上,第二暂存座442与第六气缸441的驱动端固定,第 二暂存座442上设置有用于暂存压帽305的第二暂存槽4421,第二暂存槽 4421的上端设置有用于供来自压帽输送轨道43中的压帽305落入到第二暂 存槽4421中的第三开口4422,第六气缸441用于驱动第二暂存座442沿第 三插杆448的径向方向滑动,第六气缸441的活塞杆伸展后,位于第二暂 存槽4421中的压帽305的轴线与第三插杆448的轴线重合,第六气缸441 的活塞杆收缩后,第三开口4422与压帽输送轨道43的出料端竖向对齐; 第七气缸443和第八气缸444均固定在第三支架41上,第二滑动座446滑 动连接在第三支架41上,第一伺服电机445和传动箱447均固定在第二滑 动座446上,第一转动套449的一端穿设在传动箱447中并通过第一轴承 组4491与传动箱447转动连接,第一转动套449另一端的内壁上设置有用 于与压帽305的外端部配合插接的六边形状的第一沉槽4492,第一转动套 449与第一伺服电机445的转轴传动连接,第三插杆448活动穿设在第一转 动套449中,第三插杆448的一端与第七气缸443的活塞杆固定,第二滑 动座446与第八气缸444的活塞杆固定,第七气缸443用于驱动第三插杆 448沿位于第二暂存槽4421中的压帽305的轴向方向移动,第八气缸444 用于驱动第二滑动座446、第一伺服电机445、传动箱447和第一转动套449 以使第二滑动座446、第一伺服电机445、传动箱447和第一转动套449沿 位于第二暂存槽4421中的压帽305的轴向方向移动;第二暂存座442中设 置有与第二暂存槽4421连通的第二通孔4423,第六气缸441的活塞杆伸展 后,且在第七气缸443的活塞杆伸展时,第二通孔4423和位于第二暂存槽 4421中的压帽305用于供第三插杆448穿过以使位于第二暂存槽4421中的 压帽305套装到第三插杆448的外部,第二通孔4423的内径小于压帽305 的外径;第二暂存槽4421的侧壁上设置有第四开口4424,第七气缸443的 活塞杆伸展后,且在第六气缸441的活塞杆收缩时,第四开口4424用于供 第三插杆448和套装在第三插杆448外部的压帽305侧向滑出到第二暂存 座442外;第八气缸444的活塞杆伸展时,第八气缸444用于驱动第二滑 动座446和第一转动套449沿第三插杆448的轴向方向移动以使第一转动 套449将位于第三插杆448外部的压帽305压紧在位于阀体301上的阀杆 安装孔3011处;第一伺服电机445带动第一转动套449转动时,第一转动 套449用于将压帽305拧入到位于阀体301上的阀杆安装孔3011中;第二 暂存座442上转动连接有第二转动架4425,第二转动架4425的一端用于遮 挡第四开口4424,第二转动架4425的另一端与第二暂存座442之间设置有 弹性结构,弹性结构用于驱动第二转动架4425转动以使第二转动架4425 的一端遮挡第四开口4424;弹性结构包括第三弹簧4426,第三弹簧4426 的一端与第二暂存座442相抵靠,第三弹簧4426的另一端与第二转动架 4425的另一端相抵靠,第二转动架4425的另一端设置有用于供第三弹簧 4426的另一端部分插入的第三盲孔4427;传动箱447中设置有第一皮带轮 4471、第二皮带轮4472和传动皮带4473,第一皮带轮4471与第一伺服电 机445的转轴固定,第二皮带轮4472套装在第一转动套449的外部并与第 一转动套449固定,第二皮带轮4472通过传动皮带4473与第一皮带轮4471 传动连接;第二暂存座442的上端设置有第二滑槽4428,第二滑槽4428沿 第二暂存座442的滑动方向延伸,第二滑槽4428用于供来自压帽输送轨道 43的压帽305部分嵌入,第二滑槽4428的一端与第三开口4422连通;通 过采用这种压帽装配工位后,在第六气缸的活塞杆收缩时,位于第二暂存 座上的第二暂存槽能够与压帽输送轨道的出料端竖向对齐,此时,位于压 帽输送轨道中的压帽能够经第三开口落入到第二暂存槽中,在第六气缸的 活塞杆伸展后,且在第七气缸的活塞杆伸展时,第三插杆能够穿过位于第 二暂存槽中的压帽后插入到阀体上的阀杆安装孔中,在第七气缸的活塞杆 伸展后,且在第六气缸的活塞杆收缩时,第三插杆和位于第二暂存槽中的 压帽能够经第四开口从第二暂存槽中侧向滑出,在第三插杆和压帽从第二 暂存槽中侧向滑出后,第二转动架的一端能够在弹性结构的作用下遮挡第 四开口,在第八气缸的活塞杆伸展时,第八气缸能够驱动第二滑动座和第 一转动套沿第三插杆的轴向方向移动以使第一转动套将位于第三插杆外部 的压帽压紧在位于阀体上的阀杆安装孔处,在第一伺服电机带动第一转动 套转动时,位于第一转动套另一端的内壁上的第一沉槽能够与压帽的外端 部配合插接,且第一转动套能够带动压帽转动以将压帽预拧紧到位于阀体 上的阀杆安装孔中,此外,通过第二滑槽的设置,在第六气缸的活塞杆伸 展时,来自压帽输送轨道的压帽能够落入到第二滑槽中,在第六气缸的活 塞杆收缩时,位于第二滑槽中的压帽能够通过第三开口进入到第二暂存槽 中,这样一来,能够使得来自压帽输送轨道的压帽方便地补充到第二暂存 槽中;需要说明的是,第一伺服电机每次带动第一转动套转动的圈数可根 据压帽与阀体预拧紧时所需转动的圈数在球阀自动装配设备的控制器中进 行设定。
阀杆装配工位5包括阀杆震动上料机51和阀杆装配机构52,阀杆震动 上料机51和阀杆装配机构52均安装在机架1上,阀杆震动上料机51用于 向阀杆装配机构52输送阀杆,阀杆装配机构52用于将来自阀杆震动上料 机51的阀杆装配到位于阀体301上的阀杆安装孔3011中;通过采用这种 阀杆装配工位后,阀杆能够方便地被装配到位于阀体上的阀杆安装孔中, 此外,该阀杆装配工位中的阀杆震动上料机和阀杆装配机构均为现有技术, 例如阀杆装配机构可采用中国专利公开号为CN103737278A公开的阀杆自动 装配机,故本发明不在此进行赘述。
压帽拧紧工位6包括第四支架61,第四支架61安装在机架1上;第四 支架61上安装有压紧结构和锁紧结构,压紧结构用于压紧位于阀体支撑座 121上的阀体301,锁紧结构用于拧紧预安装在阀体301上的阀杆安装孔3011中的压帽305;压紧结构包括第九气缸621、第三滑动座622和压套 623,第九气缸621固定在第四支架61上,第三滑动座622竖向滑动连接在第四支架61上,第三滑动座622与第九气缸621的活塞杆固定,压套623 固定在第三滑动座622上,第九气缸621的活塞杆伸展时,第三滑动座622 用于带动压套623下移以使压套623插入到阀体301中并压紧阀体301;压 紧结构还包括第十气缸624和第一压杆625,第十气缸624固定在第四支架 61上,第一压杆625活动穿设在第三滑动座622和压套623中,第一压杆 625的上端与第十气缸624的活塞杆固定,第一压杆625下端的外壁上设置 有用于与安装在阀杆安装孔3011中的阀杆的内端部嵌合的第一限位槽 6251,第十气缸624的活塞杆伸展时,第一压杆625的下端用于插入到阀 体301中以使位于第一压杆625外壁上的第一限位槽6251与阀杆的内端部 嵌合;锁紧结构包括第十一气缸631、第四滑动座632、第二伺服电机633、 第一转动轴634和第二转动套635,第十一气缸631固定在第四支架61上, 第四滑动座632滑动连接在第四支架61上,第十一气缸631用于驱动第四 滑动座632以使第四滑动座632沿阀杆安装孔3011的轴向方向滑动,第一 转动轴634的一端伸入在第四滑动座632中并通过第二轴承组6432与第四 滑动座632转动连接,第二伺服电机633固定在第四滑动座632上,第一 转动轴634的一端与第二伺服电机633的转轴传动连接,第二转动套635 的一端与第一转动轴634的另一端传动连接,第二转动套635另一端的内 壁上设置有用于与预安装在阀杆安装孔3011中的压帽的外端部配合插接的 六边形状的第二沉槽6351;第二转动套635的一端套装在第一转动轴634 另一端的外部,第一转动轴634另一端的外壁上设置有一对第三滑槽6341, 每道第三滑槽6341均沿第一转动轴634的轴向方向延伸,第二转动套635 的侧壁上嵌装有一对第一销轴636,每根第一销轴636的内端部均插入在其 中一道第三滑槽6341中并与第三滑槽6341滑动连接,第二转动套635的 内部设置有第四弹簧637,第四弹簧637的一端与第二转动套635的内底部 相抵靠,第四弹簧637的另一端与第一转动轴634的另一端相抵靠;通过 采用这种压帽拧紧工位后,当第九气缸的活塞杆伸展时,第九气缸能够驱 动第三滑动座下移,第三滑动座下移时,第三滑动座能够带动压套下移以 使压套插入到阀体中并压紧阀体,在阀体被压紧后,当锁紧结构在拧紧预 安装在阀体上的压帽时,能够避免阀体出现跳动和位移的现象;通过第十 气缸和第一压杆的设置,当第十气缸的活塞杆伸展时,第一压杆的下端能 够插入到阀体中且位于第一压杆外壁上的第一限位槽能够与阀杆的内端部 嵌合,这样一来,当锁紧结构在拧紧预安装在阀体上的压帽时,能够避免 安装在阀杆安装孔中的阀杆出现随压帽转动的现象,也即能够避免阀杆出 现相对阀体转动的现象;通过采用这种锁紧结构后,当第十一气缸的活塞 杆伸展时,第十一气缸能够带动第四滑动座、第二伺服电机、第一转动轴 和第二转动套朝阀体的一侧移动,在第二转动套朝阀体的一侧移动后,位 于第二转动套另一端的内壁上的第二沉槽能够与预安装在阀杆安装孔中的 压帽的外端部配合插接,这样一来,当第二伺服电机带动第一转动轴和第 二转动套转动时,第二转动套能够将预安装在阀体上的压帽拧紧,需要说 明的是,第二伺服电机每次带动第二转动套转动的圈数可根据压帽与阀体 拧紧时所需转动的圈数在球阀自动装配设备的控制器中进行设定,又或者 可根据球阀自动装配设备中的控制器收到的第二伺服电机的扭矩值进行判 断,例如扭矩值达到设定值时(压帽与阀体被拧紧时),第二伺服电机停 止工作,此外,通过采用上述结构后,第二转动套与第一转动轴之间能够 实现弹性连接,这样一来,在第二转动套拧紧预安装在阀杆安装孔中的压 帽时,能够使得第二转动套始终与压帽处于抵靠的状态,即能够使得第二 转动套可靠地实现对压帽的拧紧,此外,在第十一气缸驱动第四滑动座滑 动以使第二转动套与预安装在阀杆安装孔中的压帽相抵靠时,能够避免第 二转动套将压帽和阀体顶坏。
阀球装配工位7包括第五支架71、阀球震动上料机72、阀球输送轨道 73、阀球暂存座74和阀球装配机构,第五支架71、阀球震动上料机72和 阀球输送轨道73均安装在机架1上,阀球暂存座74和阀球装配机构均安 装在第五支架71上;阀球暂存座74上设置有阀球暂存槽741;阀球输送轨 道73的一端与阀球震动上料机72的出料端连接,阀球输送轨道73的另一 端与阀球暂存座74连接,阀球输送轨道73用于将来自阀球震动上料机72 的阀球306输送到位于阀球暂存座74上的阀球暂存槽741中,阀球装配机 构用于将位于阀球暂存槽741中的阀球306装配到位于阀体支撑座121上 的阀体301中;阀球输送轨道73的内底部上固定有限位条731,限位条731 沿阀球输送轨道73的长度方向延伸,限位条731的一端延伸至阀球震动上 料机72的出料端中,限位条731的另一端延伸至阀球暂存槽741中,限位 条731用于与位于阀球306外壁上的第二限位槽3061嵌合,阀球306落入 到阀球暂存槽741中后,位于阀球306外壁上的第二限位槽3061与限位条 731的另一端嵌合;阀球装配机构包括第十二气缸751、第十三气缸752、 第五滑动座753、第六滑动座754和吸嘴755,第十二气缸751固定在第五 支架71上,第五滑动座753水平滑动连接在第五支架71上,第五滑动座 753与第十二气缸751的活塞杆固定,第十三气缸752固定在第五滑动座 753上,第六滑动座754竖向滑动连接在第五滑动座753上,第六滑动座 754与第十三气缸752的活塞杆固定,吸嘴755固定在第六滑动座754上; 通过在阀球输送轨道的内底部上固定限位条后,限位条能够与位于阀球外 壁上的第二限位槽嵌合,这样一来,在阀球输送轨道输送阀球时,能够对 阀球起到定位和限位的作用,此外,在阀球经阀球输送轨道落入到阀球暂 存槽中后,位于阀球外壁上的第二限位槽能够与限位条的另一端嵌合,这 样一来,能够对阀球起到定位和限位的作用,且能够确定阀球通过阀球装 配机构安装到阀体中后的方向;另外需要说明的是:阀球的外壁上本身就 开设有限位槽,当阀球安装到阀体中后,该限位槽用于与阀杆的端部嵌合, 以使阀杆能够带动阀球转动;再者,通过采用上述阀球装配机构后,首先, 第十三气缸的活塞杆收缩,第十二气缸的活塞杆伸展,吸嘴被移动到阀球 暂存槽的上方,接着,第十三气缸的活塞杆伸展,位于第六滑动座上的吸 嘴吸取位于阀球暂存槽中的阀球,然后,第十三气缸的活塞杆收缩,位于 阀球暂存槽中的阀球被吸嘴吸起,紧接着,第十二气缸的活塞杆收缩,将 被吸嘴吸起的阀球移动到阀体的上方,再然后,第十三气缸的活塞杆伸展, 被被吸嘴吸起的阀球靠近阀体,再接着,吸嘴释放阀球,阀球落入到阀体 中,最后,第十三气缸的活塞杆收缩,第十二气缸带动吸嘴复位。
阀盖涂胶工位8包括第六支架81、旋转驱动结构82和涂胶结构83, 第六支架81安装在机架1上,旋转驱动结构82和涂胶结构83均安装在第 六支架81上;旋转驱动结构82用于驱动阀盖支撑座122和放置在阀盖支 撑座122上的阀盖302转动,阀盖302转动时,涂胶结构83用于将胶水涂 抹在阀盖302外周壁上的螺纹部上;旋转驱动结构82包括第十四气缸821、 第七滑动座822和第三伺服电机823,第十四气缸821固定在第六支架81 上,第七滑动座822滑动连接在第六支架81上,第七滑动座822与第十四 气缸821的活塞杆固定,第十四气缸821用于驱动第七滑动座822沿阀盖 302的轴向方向滑动,第三伺服电机823固定在第七滑动座822上,第三伺 服电机823的转轴上固定有顶针824,顶针824的下端用于与阀盖302相抵 靠,第三伺服电机823驱动顶针824转动时,顶针824用于驱动阀盖302 和阀盖支撑座122转动;涂胶结构83包括第十五气缸831和点胶阀832, 第十五气缸831固定在第六支架81上,点胶阀832固定在第十五气缸831 的驱动端上,第十五气缸831用于驱动点胶阀832沿阀盖302的径向方向 移动,点胶阀832用于将胶水涂抹在阀盖302外周壁上的螺纹部上;第六 支架81上固定有第十六气缸841,第十六气缸841的活塞杆上固定有第二 压杆842,第十六气缸841用于带动第二压杆842沿阀体301的轴向方向移 动,第二压杆842用于挤压预安装在阀体301中的阀球;通过采用上述旋 转驱动结构后,当第十四气缸的活塞杆伸展时,第十四气缸能够带动第七 滑动座、第三伺服电机和顶针下移,此时,顶针能够抵靠在位于阀盖支撑 座上的阀盖上,当第三伺服电机带动顶针转动时,顶针能够带动阀盖及用 于支撑阀盖的阀盖支撑座的转动,当第三伺服电机带动阀盖转动一圈后(涂 胶结束),第三伺服电机停止转动,且第十四气缸的活塞杆收缩,以带动 第七滑动座、第三伺服电机和顶针上移复位;通过采用上述涂胶结构后, 当第十五气缸的活塞杆伸展时,点胶阀的出胶口能够靠近阀盖上的螺纹部, 在点胶阀出胶的过程中,且在阀盖转动时,点胶阀能够将胶水周向涂抹在 阀盖的螺纹部上,涂胶结束后(阀盖的上的螺纹部周向涂抹胶水后),第 十五气缸的活塞杆收缩,以带动点胶阀移动复位;通过第十六气缸和第二 压杆的设置,当第十六气缸的活塞杆伸展时,第二压杆能够挤压预安装在 阀体中的阀球,这样一来,能够将阀球安装到位,且由于在涂胶结构对阀 盖进行涂胶的过程中,第二压杆能够挤压预安装在阀体中的阀球,即能够 使得两个工序同时进行,从而能够提高球阀的生产效率。
阀盖与阀体装配工位9包括第七支架91、阀盖取放结构92和阀盖预拧 紧结构93,第七支架91安装在机架1上,阀盖取放结构92和阀盖预拧紧 结构93均安装在第七支架91上;阀盖取放结构92用于抓取阀盖302并用 于将阀盖302放置到阀体301上,阀盖预拧紧结构93用于将位于阀体301 上的阀盖302预拧紧到阀体301上;阀盖取放结构92包括第八滑动座921、 第十七气缸922、旋转气缸923和夹爪气缸924,第十七气缸922固定在第 七支架91上,第八滑动座921竖向滑动连接在第七支架91上,第八滑动 座921与第十七气缸922的活塞杆固定,旋转气缸923固定在第八滑动座 921上,夹爪气缸924固定在旋转气缸923的驱动端上;阀盖预拧紧结构 93包括第九滑动座931、第十八气缸932、第四伺服电机933、第三转动套 934和第一转动杆935,第十八气缸932固定在第七支架91上,第九滑动 座931竖向滑动连接在第七支架91上,第九滑动座931与第十八气缸932 的活塞杆固定,第四伺服电机933固定在第九滑动座931上,第三转动套 934的一端插入在第九滑动座931中并通过第三轴承组9341与第九滑动座 931转动连接,第三转动套934的一端与第四伺服电机933的转轴传动连接, 第三转动套934的另一端与第一转动杆935的一端传动连接,第一转动杆 935另一端的内壁上设置有用于与阀盖302的外端部嵌合的正六边形状的第 三沉槽9352;第三转动套934的另一端设置有用于供第一转动杆935的一 端插入的插槽9342,第一转动杆935的外壁上设置有沿第一转动杆935的 轴向方向延伸的第四滑槽9351,第三转动套934中嵌装有沿第三转动套934 的径向方向延伸的第二销轴936,第二销轴936的内端部插入在第四滑槽 9351中并与第四滑槽9351滑动连接,插槽9342中设置有第五弹簧937, 第五弹簧937的一端与插槽9342的内底部相抵靠,第五弹簧937的另一端 与第一转动杆935的一端相抵靠;阀盖与阀体拧紧工位10包括立柱101和 阀盖拧紧结构102,立柱101安装在机架1上,阀盖拧紧结构102安装在立 柱101上;阀盖拧紧结构102用于拧紧预安装在阀体301上的阀盖302;阀 盖拧紧结构102包括第十滑动座1021、第十九气缸1022、第五伺服电机 1023、第二转动杆1024和第四转动套1025,第十九气缸1022固定在立柱 101上,第十滑动座1021竖向滑动连接在立柱101上,第十滑动座1021与 第十九气缸1022的活塞杆固定,第五伺服电机1023固定在第十滑动座1021 上,第二转动杆1024的一端插入在第十滑动座1021中并通过第四轴承组 1026与第十滑动座1021转动连接,第二转动杆1024的一端与第五伺服电 机1023的转轴传动连接,第二转动杆1024的另一端与第四转动套1025的 一端传动连接,第四转动套1025另一端的内壁上设置有用于与阀盖的外端 部嵌合的正六边形状的第四沉槽1027;第二转动杆1024的另一端插入在第 四转动套1025中,第二转动杆1024的外壁上设置有一对第五滑槽1028, 每个第五滑槽1028均沿第二转动杆1024的轴向方向延伸,第四转动套1025的侧壁上嵌装有一对第三销轴1029,每根第三销轴1029均沿第四转动套 1025的径向方向延伸,每根第三销轴1029的内端部均插入在其中一个第五 滑槽1028中并与第五滑槽1028滑动连接,第二转动杆1024的外部套装有 第六弹簧1020,第六弹簧1020的两端分别与第二转动杆1024和第四转动 套1025相抵靠;通过采用这种阀盖取放结构后,当需要将位于阀盖支撑座 上的阀盖放置到位于阀体支撑座上的阀体上时,首先,第十七气缸的活塞 杆收缩,以使夹爪气缸靠近位于阀盖支撑座上的阀盖,接着,夹爪气缸夹 紧位于阀盖支撑座上的阀盖,然后第十七气缸的活塞杆伸展,与此同时, 旋转气缸带动夹爪气缸转动以使位于夹爪气缸上的阀盖被翻转到位于阀体 支撑座上的阀体的上方,紧接着,第十七气缸的活塞杆收缩,夹爪气缸释 放阀盖,此时,阀盖被放置到了位于阀体支撑座上的阀体上,最后,第十 七气缸的活塞杆伸展,与此同时,旋转气缸带动夹爪气缸转动复位;通过 采用上述阀盖预拧紧结构后,当需要对位于阀体上的阀盖进行拧紧时,首 先,第十八气缸带动第九滑动座、第四伺服电机、第三转动套和第一转动 杆下移,第一转动杆下移后,位于第一转动杆另一端的内壁上的第三沉槽 能够与阀盖的外端部嵌合,接着,第四伺服电机带动第三转动套和第一转 动杆转动,第一转动杆转动时,能够将阀盖预拧紧到阀体上,然后第四伺 服电机停止转动,最后,第十八气缸带动第九滑动座、第四伺服电机、第 三转动套和第一转动杆上移复位;需要说明的是,第四伺服电机每次带动 第一转动杆转动的圈数可根据阀盖与阀体预拧紧时所需转动的圈数在球阀 自动装配设备的控制器中进行设定,再者,通过采用上述结构后,第一转 动杆与第三转动套之间能够实现弹性连接,这样一来,在第一转动杆将阀 盖预拧紧到阀体上的过程中,能够使得第一转动杆始终与阀盖处于抵靠的 状态,即能够使得第一转动杆可靠地实现对阀盖与阀体的预拧紧,此外, 在第十八气缸驱动第九滑动座滑动以使第一转动杆与位于阀体上的阀盖相 抵靠时,能够避免第一转动杆将阀盖和阀体顶坏;通过采用上述阀盖拧紧 结构后,当需要对位于阀体上的阀盖进行拧紧时,首先,第十九气缸带动 第十滑动座、第五伺服电机、第二转动杆和第四转动套下移,第四转动套 下移后,位于第四转动套另一端的内壁上的第四沉槽能够与阀盖的外端部 嵌合,接着,第五伺服电机带动第二转动杆和第四转动套转动,第四转动 套转动时,能够将阀盖拧紧到阀体上,然后第五伺服电机停止转动,最后, 第十九气缸带动第十滑动座、第五伺服电机、第二转动杆和第四转动套上 移复位;需要说明的是,第五伺服电机每次带动第四转动套转动的圈数可根据球阀自动装配设备中的控制器收到的第五伺服电机的扭矩值进行判 断,例如扭矩值达到设定值时(阀盖与阀体被预拧紧时),第五伺服电机 停止工作,此外,通过采用上述结构后,第四转动套与第二转动杆之间能 够实现弹性连接,这样一来,在第四转动套将阀盖拧紧到阀体上的过程中, 能够使得第四转动套始终与阀盖处于抵靠的状态,即能够使得第四转动套 可靠地实现对阀盖与阀体的拧紧,此外,在第十九气缸驱动第十滑动座滑 动以使第四转动套与位于阀体上的阀盖相抵靠时,能够避免第四转动套将 阀盖和阀体顶坏。
出料工位20包括机械手机构201和输送带机构202,机械手机构201 和输送带机构202均安装在机架1,机械手机构201用于抓取位于转盘机构 11上的且装配完成后的球阀并将装配完成后的球阀放置到输送带机构202 上;位于转盘111下方的机架1上固定有若干根呈周向均匀分布的支撑柱 114,每根支撑柱114的上端均转动连接有滚轮115,每个滚轮115的轴线 均与转盘111的轴线垂直,每个滚轮115的上端均与转盘111的下端面相 抵靠;通过采用上述出料工位后,当装配完成后的球阀被转动到出料工位 处后,机械手机构能够抓取位于阀体支撑座上的且装配完成后的球阀并将 装配完成后的球阀放置到输送带机构上,输送带机构则能够将装配完成后 的球阀运走,即上述出料工位实现了对球阀的自动下料功能,另外,上述 机械手机构和输送带机构均为目前市面上的现有常用机械结构故不在此赘 述;通过支撑柱和滚轮的设置,在支撑柱和滚轮的作用下,滚轮能够实现 对转盘的可靠支撑,以避免转盘出现倾斜的现象,从而能够提高转盘转动 时的可靠性和稳定性。
在使用本发明时,经放置工位将阀体和阀盖以手动的方式分别放置到 支撑工位中的阀体支撑座和阀盖支撑座上,本发明在工作时,转盘机构将 位于放置工位处的阀体和阀盖转动到阀球密封圈装配工位处,阀球密封圈 装配工位能够将阀球密封圈装配到阀体和阀盖上,阀体和阀盖装配阀球密 封圈后,转盘机构将阀体和阀盖转动到阀杆密封圈装配工位处,阀杆密封 圈装配工位能够将阀杆密封圈装配到位于阀体上的阀杆安装孔中,阀体装 配阀杆密封圈后,转盘机构将阀体和阀盖转动到压帽装配工位处,压帽装 配工位能够将压帽装配到位于阀体上的阀杆安装孔中并对压帽进行预拧 紧,阀体装配压帽后,转盘机构将阀体和阀盖转动到阀杆装配工位处,阀 杆装配工位能够将阀杆装配到位于阀体上的阀杆安装孔中,阀体装配阀杆 后,转盘机构能够将阀体和阀盖转动到压帽拧紧工位处,压帽拧紧工位能 够将预装配在阀体上的压帽进行拧紧,阀体上的压帽被拧紧后,转盘机构将阀体和阀盖转动到阀球装配工位处,阀球装配工位能够将阀球装配到阀 体中,阀体装配阀球后,转盘机构能够将阀体和阀盖转动到阀盖涂胶工位 处,阀盖涂胶工位能够在阀盖的螺纹部上周向涂覆胶水,且阀盖涂胶工位 中的第二压杆能够挤压预安装在阀体中的阀球,以使阀球与阀体可靠装配, 阀盖涂覆胶水后,转盘机构能够将阀体和阀盖转动到阀盖与阀体装配工位 处,阀盖与阀体装配工位能够抓取位于阀盖支撑座上的阀盖并将阀盖预拧 紧到阀体上,阀盖预拧紧到阀体上后,转盘机构能够将装配有阀盖的阀体 转动到阀盖与阀体拧紧工位处,阀盖与阀体拧紧工位能够将预拧紧在阀体 上的阀盖进行拧紧,阀盖和阀体被拧紧后,转盘机构能够将装配完成后的 球阀转动到出料工位处,装配完成后的球阀被转动到出料工位处后,出料 工位能够将位于阀体支撑座上的且装配完成后的球阀从阀体支撑座上取 走。
以上所述仅为本发明的实施方式而已,并不用于限制本发明。对于本 领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和 原理内所作的任何修改、等同替换、改进等,均应包括在本发明的权利要 求范围之内。
- 一种净水器浮球阀浮球接头自动装配设备
- 球阀自动装配设备