一种铜-钢复合板对接焊接用焊接材料及焊接方法
文献发布时间:2023-06-19 13:51:08
技术领域
本发明属于金属材料领域,具体涉及一种铜-钢复合板对接焊接用焊接材料,还涉及采用该种焊接材料用于铜-钢复合板复合焊接方法。
背景技术
铜及其合金具有优异的导热、导电性能,而钢具有高强度、低成本特点。通过爆炸焊接的方式将铜和钢焊接起来形成铜-钢爆炸复合板,则同时兼有两者的优点,是现代工业发展的首选材料。但是,在进行铜-钢复合板的应用时,不可避免会涉及到其对接连接问题。由于铜和钢的焊接连接属于异种材料的焊接,存在热物理性能差异大的特点,导致其焊接时焊缝成型较差、熔池不稳定。除此之外,由于铜的熔点低于钢的熔点(相差将近500℃),导致其凝固过程的不一致。当液态铜存在于钢的晶界时,由于焊接残余应力的作用,常导致热裂纹的产生。因此,实现铜-钢复合板的大规模工程应用,首要的途径是提高其对接接头的质量。本发明拟从焊接材料和焊接工艺出发,探索铜-钢复合板对接接头高质量的连接途径,从而推动其大规模应用。
发明内容
本发明的目的是提供一种铜-钢复合板对接焊接用焊接材料,专门用于解决铜-钢爆炸复合板对接焊接过程中焊缝成形较差及接头裂纹问题。
本发明的第二个目的是提供一种铜-钢复合板复合焊接方法。
本发明所采用的技术方案是,一种铜-钢复合板对接焊接用焊接材料,包括有激光熔覆层和TIG焊接用镍基层的焊接材料;
激光熔覆层所用原料为激光熔覆用粉末,激光熔覆用粉末按质量百分比包括如下成分:Cr粉15.0~20.0%,Fe粉10~15.0%,Co粉5.0~10.0%,Si粉2.0~5.0%,B粉3.0~5.0%,Ce粉5.0~10.0%,C粉1.0~3.0%,其余为Ni,以上组分质量百分比之和为100%;
TIG焊接用镍基层所用原料为TIG焊接用镍基焊丝,TIG焊接用镍基焊丝包括药芯和焊皮,其中药芯按质量百分比由以下组分组成:Cr粉10~15%,Mo粉3~8%,Nb粉1~3%,Fe粉1~3%,W粉1~5%,C粉0.1~0.5%,Mn粉1~3%,Si粉0.5~1.0%,其余为Ni,以上组分质量百分比之和为100%;焊皮为纯镍带。
本发明的特征还在于,
激光熔覆用粉末的制备方法,具体步骤如下:
步骤1:按质量百分比分别称取Cr粉15.0~20.0%,Fe粉10~15.0%,Co粉5.0~10.0%,Si粉2.0~5.0%,B粉3.0~5.0%,Ce粉5.0~10.0%,C粉1.0~3.0%,其余为Ni,以上组分质量百分比之和为100%;
步骤2:将步骤1称取的各原料粉末混合后真空熔炼,采用气雾化方法制粉;
步骤3:对雾化后的粉末进行粒度筛分;
步骤4:对步骤3制备的粉末进行真空包装,待用。
在激光熔覆用粉末的制备方法的步骤2中,气雾化方法制粉过程中,以N
TIG焊接用镍基焊丝的制备方法,具体步骤如下:
步骤1:按质量百分比分别称取以下药粉:C粉0.1~0.5%,Mn粉1~3%,Si粉0.5~1.0%,Cr粉10~15%,Mo粉3~8%,Nb粉1~3%,Fe粉1~3%,W粉1~5%,其余为Ni,以上组分质量百分比之和为100%;
步骤2:将步骤1称取的药粉,将其置于真空加热炉内加热,加热温度为260-280℃,保温时间为3-4h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合,混合时间为2-3h;
步骤3:采用纯镍带为焊皮,采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.6mm;
步骤4:第一道工序拉拔完毕后,将模具孔径依次减少,最终获得直径1.0~1.2mm的药芯焊丝;
步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
在TIG焊接用镍基焊丝的制备方法的步骤1中,称取的各个药粉的粒度均为200-300目;步骤3中,纯镍带厚度0.3mm,宽度7mm;步骤3中,药芯焊丝填充量控制在30~35wt%。
本发明所采用的第二个技术方案是,一种铜-钢复合板复合焊接方法,采用上述的铜-钢复合板对接焊接用焊接材料用于焊接铜-钢复合板,具体步骤如下:
首先,将铜-钢复合板一侧开有焊接用坡口,铜层剥离长度为1~2mm,进行铜层的焊接,采用ERCuSi-Al焊丝,TIG焊接方法,焊接电流150-200A;接着采用激光熔覆用粉末进行激光熔覆形成激光熔覆层,激光熔覆前对铜焊缝进行打磨,去除余高,设置激光熔覆功率为6-8kW,激光光斑直径3mm,送粉速度100-120g/min,熔覆层搭接率85%,保护气选用氩气,熔覆线速度50-60m/min,所得激光熔覆层厚度约为1~2mm;然后在激光熔覆层上使用TIG焊接用镍基焊丝进行焊接,采用TIG焊接方法,焊接电流100-150A,形成TIG焊接用镍基层;最后采用ER50-6焊丝进行钢层的填充和盖面,使用MIG焊接方法,焊接电流150-200A。
本发明的特征还在于,
坡口为V型坡口,坡口角度为60°。
本发明的有益效果是:
(1)本发明方法采用激光熔覆+TIG焊的复合焊接方式进行铜-钢复合板的对接焊接,可有效解决复合板焊缝的开裂问题。
(2)本发明方法先使用激光熔覆进行铜层上的焊接,接着在激光熔覆层上进行镍基焊丝的TIG焊接,这种焊接方法的有益效果为:激光熔覆的稀释率低,当其作用在铜层上时,可有效减少铜层中的Cu元素进入激光熔覆层中。此外,由于激光功率较一般电弧焊集中,当进行激光熔覆时,可以精确控制其作用在铜层上而不作用在两侧的钢层上,从而减小了Fe元素进入到激光熔覆层中。
(3)本发明材料采用的激光熔覆用粉末,其合金元素主要为Ni、Cr、Fe、Co、Si、B、Ce和C。粉末中以Cr、Fe、Co元素主要起到提高强度的作用;Ce元素提高强韧性;Si、B元素的作用主要起到了强烈脱氧和造渣的作用。各个合金元素配合后,可有效提高激光熔覆层的强度和韧性。
(4)本发明材料采用的镍基药芯焊丝,其主要元素为Ni,其与激光熔覆层的主要元素一致,因此焊接时焊缝流动性较好,与底部激光熔覆层的冶金结合较好。焊丝药粉中以Cr元素为主,主要起强化作用,配合以Mo、Nb、W元素,进一步提高焊缝强度;Si、Mn可以起到联合脱氧作用。
(5)本发明方法所设计的坡口形式,便于进行激光熔覆和随后的TIG焊接,可以实现自动化焊接。
附图说明
图1为本发明方法中使用的铜-钢复合板焊接时坡口形式;
图2为本发明方法中铜-钢复合板焊接顺序;
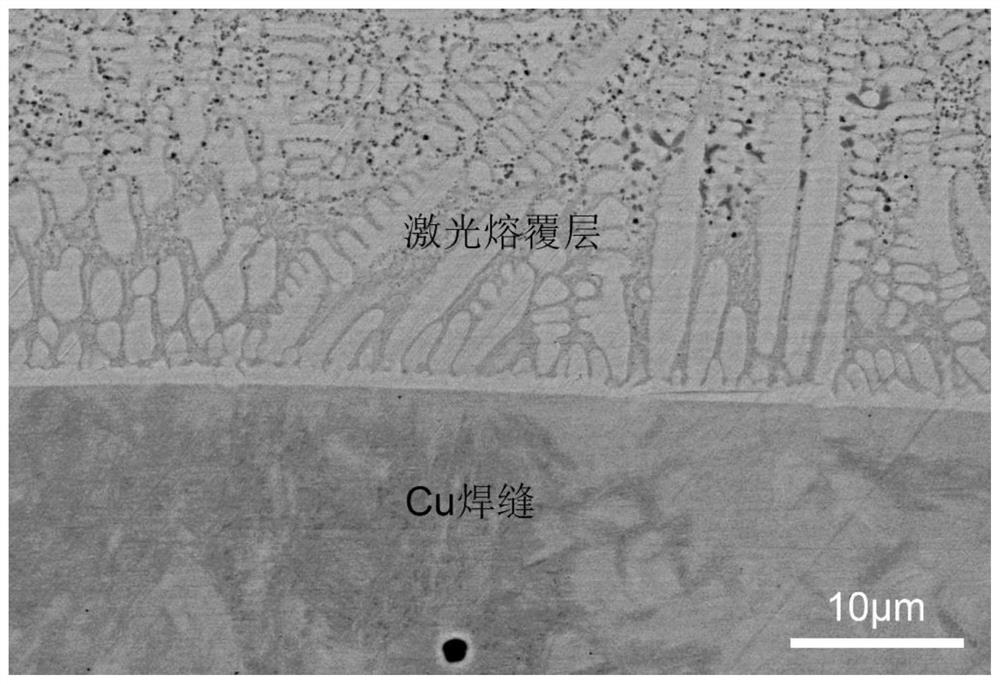
图3为本发明实施案例2制备的激光熔覆粉末焊接铜-钢复合板时激光熔覆层的显微组织形貌图。
图4为本发明实施案例2制备的镍基药芯焊丝焊接铜-钢复合板时的显微组织形貌图。
图5图4的局部放大显示。
图6为本发明实施案例2焊接所得对接接头拉伸过程的载荷-位移曲线;
图7为本发明实施案例2焊接所得对接接头拉伸后的断口形貌。
具体实施方式
下面结合附图和具体实施方式对本发明进行详细说明。
本发明提供一种铜-钢复合板对接焊接用焊接材料,包括有激光熔覆层和TIG焊接用镍基层的焊接材料;
激光熔覆层所用原料为激光熔覆用粉末,激光熔覆用粉末按质量百分比包括如下成分:Cr粉15.0~20.0%,Fe粉10~15.0%,Co粉5.0~10.0%,Si粉2.0~5.0%,B粉3.0~5.0%,Ce粉5.0~10.0%,C粉1.0~3.0%,其余为Ni,以上组分质量百分比之和为100%;
该激光熔覆用粉末中主要合金组分的作用和功能如下:
Ni元素为激光熔覆粉末的主要合金元素,其不仅与底部Cu层的冶金结合较好,与两侧钢层的冶金结合也较好。因此将Ni作为激光熔覆层主要的合金元素,其可以保证激光熔覆层与周围母材的结合强度。以Ni元素为主的激光熔覆层其组织主要为γ相。Cr粉作为激光熔覆粉末的第二主要元素,其与两侧钢层的冶金结合较好,因此其承担的主要作用是进一步巩固激光熔覆层与两侧钢层的强度。除此之外,Cr元素还具有提高激光熔覆层抗氧化的作用。Fe元素与两侧的钢层属于同质,因此有提高与两侧钢层的润湿性与结合强度的作用。Co元素除了提高激光熔覆层的强度外,还具有提高其耐腐蚀性能的作用。在Ni基粉末中加入Si、B元素,可以降低Ni粉的熔点,从提高与基体的润湿性与流动性,并且还有脱渣容易、抗氧化的作用。C粉的作用是促进熔覆层中的Cr元素形成MC型碳化物。Ce的作用是在γ相晶界偏聚,可以提高晶界的结合力,从而提高熔覆层的强度。
激光熔覆用粉末的制备方法,具体步骤如下:
步骤1:按质量百分比分别称取Cr粉15.0~20.0%,Fe粉10~15.0%,Co粉5.0~10.0%,Si粉2.0~5.0%,B粉3.0~5.0%,Ce粉5.0~10.0%,C粉1.0~3.0%,其余为Ni,以上组分质量百分比之和为100%;
步骤2:将步骤1称取的各原料粉末混合后真空熔炼,采用气雾化方法制粉,以N
步骤3:对雾化后的粉末进行粒度筛分,使筛分后的粉末的粒度范围为25~53μm,筛分后的粉末的流动性要求为25~40s/100g;
步骤4:对步骤3制备的粉末进行真空包装,待用。
TIG焊接用镍基层所用原料为TIG焊接用镍基焊丝,TIG焊接用镍基焊丝包括药芯和焊皮,其中药芯按质量百分比由以下组分组成:Cr粉10~15%,Mo粉3~8%,Nb粉1~3%,Fe粉1~3%,W粉1~5%,C粉0.1~0.5%,Mn粉1~3%,Si粉0.5~1.0%,其余为Ni,以上组分质量百分比之和为100%;焊皮为纯镍带。
该TIG焊接用镍基焊丝中主要合金组分的作用和功能如下:
TIG焊接用镍基焊丝焊接焊缝的作用是连接底部Ni基激光熔覆层与上面钢焊缝。这里选用以Ni为主的药芯焊丝,主要是因为Ni与Fe之间的冶金结合较好。药粉中加入Cr元素、Mo、Nb、W元素,其作用一方面是固溶在Ni基体中(γ相)形成固溶强化作用,另一方面是与C元素一起形成M
TIG焊接用镍基焊丝的制备方法,具体步骤如下:
步骤1:按质量百分比分别称取以下药粉:C粉0.1~0.5%,Mn粉1~3%,Si粉0.5~1.0%,Cr粉10~15%,Mo粉3~8%,Nb粉1~3%,Fe粉1~3%,W粉1~5%,其余为Ni,以上组分质量百分比之和为100%;
步骤1中,称取的各个药粉的粒度均为200-300目。
步骤2:将步骤1称取的药粉,将其置于真空加热炉内加热,加热温度为260-280℃,保温时间为3-4h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合,混合时间为2-3h;
步骤3:采用纯镍带为焊皮,采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.6mm;步骤3中,纯镍带厚度0.3mm,宽度7mm;步骤3中,药芯焊丝填充量控制在30~35wt%;
步骤4:第一道工序拉拔完毕后,将模具孔径依次减少,最终获得直径1.0~1.2mm的药芯焊丝;
步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
本发明还提供一种铜-钢复合板复合焊接方法,采用上述的铜-钢复合板对接焊接用焊接材料用于焊接铜-钢复合板,具体步骤如下:
首先,如图2所示,将铜-钢复合板一侧开焊接用坡口,坡口为V型坡口,坡口角度为60°,如图1所示,铜层剥离长度为1~2mm(铜板厚度3mm,钢板厚度8mm),进行铜层的焊接,采用ERCuSi-Al焊丝,TIG焊接方法,焊接电流150-200A;接着采用激光熔覆用粉末进行激光熔覆形成激光熔覆层,激光熔覆前对铜焊缝进行打磨,去除余高,设置激光熔覆功率为6-8kW,激光光斑直径3mm,送粉速度100-120g/min,熔覆层搭接率85%,保护气选用氩气,熔覆线速度50-60m/min,所得激光熔覆层厚度约为1~2mm;然后在激光熔覆层上使用TIG焊接用镍基焊丝进行焊接,TIG焊接方法,焊接电流100-150A,形成TIG焊接用镍基层;最后采用ER50-6焊丝进行钢层的填充和盖面,使用MIG焊接方法,焊接电流150-200A。
实施例1
激光熔覆粉末制备的具体步骤如下:
步骤1:按质量百分比分别称取Cr粉15.0%,Fe粉10.0%,Co粉5.0%,Si粉2.0%,B粉3.0%,Ce粉5.0%,C粉1.0%,其余为Ni,以上组分质量百分比之和为100%。
步骤2:将步骤1称取的各原料合金粉末混合后真空熔炼,采用气雾化方法制粉,以N2作为雾化气体,雾化压力为6MPa,雾化过程保持熔体的过热度在100~150℃之间;
步骤3:对雾化后的合金粉末进行粒度筛分,使筛分后的合金粉末的粒度范围为25~53μm,筛分后的合金粉末的流动性要求为25~40s/100g;步骤4:对步骤3制备的粉末进行真空包装,待用。
TIG焊接用镍基焊丝的制备步骤如下:
步骤1:按质量百分比分别称取以下药粉:C粉0.1%,Mn粉1%,Si粉0.5%,Cr粉10.0%,Mo粉3.0%,Nb粉1.0%,Fe粉1.0%,W粉1.0%,其余为Ni,以上组分质量百分比之和为100%;
步骤1中,称取的各个药粉的粒度均为200目。
步骤2:将步骤1称取的药粉,将其置于真空加热炉内加热,加热温度为260℃,保温时间为3h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合,混合时间为2h;
步骤3:采用纯镍带为焊皮,采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.6mm;
步骤3中,药芯焊丝填充量控制在32wt%;
步骤4:第一道工序拉拔完毕后,将模具孔径依次减少,最终获得直径1.0mm的药芯焊丝;
步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
采用实施案例1提供的激光熔覆粉末和镍基药芯焊丝用于焊接铜-钢复合板,将铜-钢复合板一侧V型坡口,坡口角度为60°。铜层剥离长度为1mm。首先进行铜层的焊接,采用ERCuSi-Al焊丝,TIG焊接方法,焊接电流150-200A;接着进行激光熔覆,激光熔覆前对铜焊缝进行打磨,去除余高。设置激光熔覆功率为6kW,激光光斑直径3mm,送粉速度100g/min,熔覆层搭接率85%,保护气选用氩气,熔覆线速度50m/min,所得熔覆层厚度约为1mm;然后在激光熔覆层上进行镍基药芯焊丝的焊接,TIG焊接方法,焊接电流100-150A;最后采用ER50-6焊丝进行钢层的填充和盖面,MIG焊接方法,焊接电流150-200A。
经测试,铜-钢复合板焊接接头的抗拉强度为341MPa,延伸率为15%。
实施例2
激光熔覆粉末制备的具体步骤如下:
步骤1:按质量百分比分别称取Cr粉20.0%,Fe粉15.0%,Co粉10.0%,Si粉5.0%,B粉5.0%,Ce粉10.0%,C粉3.0%,其余为Ni,以上组分质量百分比之和为100%。
步骤2:将步骤1称取的各原料合金粉末混合后真空熔炼,采用气雾化方法制粉,以N
步骤3:对雾化后的合金粉末进行粒度筛分,使筛分后的合金粉末的粒度范围为25~53μm,筛分后的合金粉末的流动性要求为25~40s/100g;
步骤4:对步骤3制备的粉末进行真空包装,待用。
TIG焊接用镍基焊丝的制备步骤如下:
步骤1:按质量百分比分别称取以下药粉:C粉0.5%,Mn粉3.0%,Si粉1.0%,Cr粉15.0%,Mo粉8.0%,Nb粉3.0%,Fe粉3.0%,W粉5.0%,其余为Ni,以上组分质量百分比之和为100%;
步骤1中,称取的各个药粉的粒度均为300目。
步骤2:将步骤1称取的药粉,将其置于真空加热炉内加热,加热温度为260℃,保温时间为3h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合,混合时间为2h;
步骤3:采用纯镍带为焊皮,采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.6mm;
步骤4:第一道工序拉拔完毕后,将模具孔径依次减少,最终获得直径1.2mm的药芯焊丝;
步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
采用实施案例2提供的激光熔覆粉末和镍基药芯焊丝用于焊接铜-钢复合板,将铜-钢复合板一侧开复合板开V型坡口,坡口角度为60°。铜层剥离长度为2mm。首先进行铜层的焊接,采用ERCuSi-Al焊丝,TIG焊接方法,焊接电流150-200A;接着进行激光熔覆,激光熔覆前对铜焊缝进行打磨,去除余高。设置激光熔覆功率为6kW,激光光斑直径3mm,送粉速度100g/min,熔覆层搭接率85%,保护气选用氩气,熔覆线速度50m/min,所得熔覆层厚度约为2mm;然后在激光熔覆层上进行镍基药芯焊丝的焊接,TIG焊接方法,焊接电流100-150A;最后采用ER50-6焊丝进行钢层的填充和盖面,MIG焊接方法,焊接电流150-200A。
经测试,铜-钢复合板焊接接头的抗拉强度为413MPa,延伸率为14%。
实施例2制备得到的铜-钢复合板对接接头,其激光熔覆层的显微组织形貌如图3所示,图4为局部放大图。从图中可以看出,Ni基激光熔覆层主要是胞状数值晶的γ-Ni为主,胞状树枝晶间可以观察到Cr
实施例3
激光熔覆粉末制备的具体步骤如下:
步骤1:按质量百分比分别称取Cr粉17.0%,Fe粉13.0%,Co粉8.0%,Si粉3.0%,B粉4.0%,Ce粉8.0%,C粉2.0%,其余为Ni,以上组分质量百分比之和为100%。
步骤2:将步骤1称取的各原料合金粉末混合后真空熔炼,采用气雾化方法制粉,以N
步骤3:对雾化后的合金粉末进行粒度筛分,使筛分后的合金粉末的粒度范围为25~53μm,筛分后的合金粉末的流动性要求为25~40s/100g;
步骤4:对步骤3制备的粉末进行真空包装,待用。
TIG焊接用镍基焊丝的制备步骤如下:
步骤1:按质量百分比分别称取以下药粉:C粉0.4%,Mn粉2%,Si粉0.7%,Cr粉13%,Mo粉6%,Nb粉2%,Fe粉2%,W粉4%,其余为Ni,以上组分质量百分比之和为100%;
步骤1中,称取的各个药粉的粒度均为200目。
步骤2:将步骤1称取的药粉,将其置于真空加热炉内加热,加热温度为260℃,保温时间为3h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合,混合时间为2h;
步骤3:采用纯镍带为焊皮,采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.6mm;
步骤3中,药芯焊丝填充量控制在33wt%;
步骤4:第一道工序拉拔完毕后,将模具孔径依次减少,最终获得直径1.1mm的药芯焊丝;
步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
采用实施案例3提供的激光熔覆粉末和镍基药芯焊丝用于焊接铜-钢复合板,将铜-钢复合板一侧开V型坡口,坡口角度为60°。铜层剥离长度为1.5mm。首先进行铜层的焊接,采用ERCuSi-Al焊丝,TIG焊接方法,焊接电流150-200A;接着进行激光熔覆,激光熔覆前对铜焊缝进行打磨,去除余高。设置激光熔覆功率为6kW,激光光斑直径3mm,送粉速度100g/min,熔覆层搭接率85%,保护气选用氩气,熔覆线速度50m/min,所得熔覆层厚度约为1.5mm;然后在激光熔覆层上进行镍基药芯焊丝的焊接,TIG焊接方法,焊接电流100-150A;最后采用ER50-6焊丝进行钢层的填充和盖面,MIG焊接方法,焊接电流150-200A。
经测试,铜-钢复合板焊接接头的抗拉强度为399MPa,延伸率为15%。
实施例4
激光熔覆粉末制备的具体步骤如下:
步骤1:按质量百分比分别称取Cr粉15.0%,Fe粉10.0%,Co粉6.0%,Si粉4.0%,B粉5.0%,Ce粉7.0%,C粉1.0%,其余为Ni,以上组分质量百分比之和为100%。
步骤2:将步骤1称取的各原料合金粉末混合后真空熔炼,采用气雾化方法制粉,以N
步骤3:对雾化后的合金粉末进行粒度筛分,使筛分后的合金粉末的粒度范围为25~53μm,筛分后的合金粉末的流动性要求为25~40s/100g;
步骤4:对步骤3制备的粉末进行真空包装,待用。
TIG焊接用镍基焊丝的制备步骤如下:
步骤1:按质量百分比分别称取以下药粉:C粉0.3%,Mn粉3%,Si粉0.6%,Cr粉14%,Mo粉7%,Nb粉2.5%,Fe粉2.5%,W粉3%,其余为Ni,以上组分质量百分比之和为100%;
步骤1中,称取的各个药粉的粒度均为200目。
步骤2:将步骤1称取的药粉,将其置于真空加热炉内加热,加热温度为280℃,保温时间为4h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合,混合时间为3h;
步骤3:采用纯镍带为焊皮,采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.6mm;
步骤3中,药芯焊丝填充量控制在30wt%;
步骤4:第一道工序拉拔完毕后,将模具孔径依次减少,最终获得直径1.0~1.2mm的药芯焊丝;
步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
采用实施案例4提供的激光熔覆粉末和镍基药芯焊丝焊接用于铜-钢复合板,将铜-钢复合板一侧开V型坡口,坡口角度为60°。铜层剥离长度为1.6mm。首先进行铜层的焊接,采用ERCuSi-Al焊丝,TIG焊接方法,焊接电流150-200A;接着进行激光熔覆,激光熔覆前对铜焊缝进行打磨,去除余高。设置激光熔覆功率为8kW,激光光斑直径3mm,送粉速度120g/min,熔覆层搭接率85%,保护气选用氩气,熔覆线速度60m/min,所得熔覆层厚度约为1.7mm;然后在激光熔覆层上进行镍基药芯焊丝的焊接,TIG焊接方法,焊接电流100-150A;最后采用ER50-6焊丝进行钢层的填充和盖面,MIG焊接方法,焊接电流150-200A。
经测试,铜-钢复合板焊接接头的抗拉强度为372MPa,延伸率为19%。
实施例5
激光熔覆粉末制备的具体步骤如下:
步骤1:按质量百分比分别称取Cr粉16.0%,Fe粉11.0%,Co粉7.0%,Si粉5.0%,B粉3.5%,Ce粉6.0%,C粉2.5%,其余为Ni,以上组分质量百分比之和为100%。
步骤2:将步骤1称取的各原料合金粉末混合后真空熔炼,采用气雾化方法制粉,以N
步骤3:对雾化后的合金粉末进行粒度筛分,使筛分后的合金粉末的粒度范围为25~53μm,筛分后的合金粉末的流动性要求为25~40s/100g;
步骤4:对步骤3制备的粉末进行真空包装,待用。
TIG焊接用镍基焊丝的制备步骤如下:
步骤1:按质量百分比分别称取以下药粉:C粉0.15%,Mn粉2.5%,Si粉0.8%,Cr粉11%,Mo粉5%,Nb粉1.5%,Fe粉1%,W粉5%,其余为Ni,以上组分质量百分比之和为100%;
步骤1中,称取的各个药粉的粒度均为300目。
步骤2:将步骤1称取的药粉,将其置于真空加热炉内加热,加热温度为270℃,保温时间为3.5h,去除药粉中的结晶水;烘干后的药粉放置于混粉机中进行充分的混合,混合时间为2.6h;
步骤3:采用纯镍带为焊皮,采用酒精去除纯镍带表面的油脂,通过药芯焊丝拉丝设备把步骤2制备得到的药粉包裹在纯镍带内,第一道拉拔模具孔径为2.6mm;步骤3中,药芯焊丝填充量控制在35wt%;
步骤4:第一道工序拉拔完毕后,将模具孔径依次减少,最终获得直径1.0~1.2mm的药芯焊丝;
步骤5:药芯焊丝拉拔完毕后,经绕丝机缠绕在焊丝盘上,最终密封在药芯焊丝真空包装袋内待用。
采用实施案例3提供的激光熔覆粉末和镍基药芯焊丝焊接铜-钢复合板,将铜-钢复合板一侧开V型坡口,坡口角度为60°。铜层剥离长度为1mm。首先进行铜层的焊接,采用ERCuSi-Al焊丝,TIG焊接方法,焊接电流150-200A;接着进行激光熔覆,激光熔覆前对铜焊缝进行打磨,去除余高。设置激光熔覆功率为7kW,激光光斑直径3mm,送粉速度110g/min,熔覆层搭接率85%,保护气选用氩气,熔覆线速度55m/min,所得熔覆层厚度约为2mm;然后在激光熔覆层上进行镍基药芯焊丝的焊接,TIG焊接方法,焊接电流100-150A;最后采用ER50-6焊丝进行钢层的填充和盖面,MIG焊接方法,焊接电流150-200A。
经测试,铜-钢复合板焊接接头的抗拉强度为420MPa,延伸率为12%。
- 一种铜-钢复合板对接焊接用焊接材料及焊接方法
- 钛-钢复合板熔焊对接过渡层用焊接材料及其制备方法