TFT光电板及其制造方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明涉及线路板加工的技术领域,特别是涉及一种TFT光电板及其制造方法。
背景技术
TFT(Thin Film Transistor,薄膜场效应晶体管)光电板用于LCD。在TFT光电板的生产过程中,由于TFT光电板的图形线条设计的密度较高,使传统的TFT光电板的制造方法制造得到的TFT光电板的板面异物较严重,又由于TFT光电板的线宽毛边较大,在沉金工序容易存在渗镀的情形,使TFT光电板的阻抗较差,进而使TFT光电板的良率较差。
发明内容
本发明的目的是克服现有技术中的不足之处,提供一种良率较好的TFT光电板及其制造方法。
本发明的目的是通过以下技术方案来实现的:
一种TFT光电板的制造方法,包括:
对待沉铜的板体进行残胶检查;
若所述板体存在残胶,则对所述板体的残胶进行去除;
将所述板体进行电镀,使所述板体的铜厚极差小于或等于预设极差值;
对电镀后的所述板体进行铜粒异物的检查;
若所述板体的板面存在铜粒异物,则对所述板体的板面的铜粒异物进行去除;
以预定压膜速度将干膜压合于所述板体的板面;
对压合后的所述板体进行曝光显影;
对曝光显影后的所述板体进行负片蚀刻;
将负片蚀刻后的所述板体进行退膜操作,得到光电板半成品;
对所述光电板半成品进行外层蚀检。
在其中一个实施例中,所述预设极差值小于或等于6μm。
在其中一个实施例中,所述预设极差值等于5μm。
在其中一个实施例中,所述预定压膜速度小于或等于3m/min。
在其中一个实施例中,对待沉铜的板体进行残胶检查的步骤包括:
对待沉铜的板体进行图像采集,获得所述板体的实际图像数据;
对所述板体的实际图像数据进行拟合处理,得到所述板体的实际三维图像;
将所述板体的实际三维图像与目标三维图像进行比对,并计算出所述板体的实际偏差值;
判断所述板体的实际偏差值是否小于或等于理想偏差值;
若是,则所述板体存在残胶。
在其中一个实施例中,对电镀后的所述板体进行铜粒异物的检查的步骤具体为:
通过异物检测设备对电镀后的所述板体进行铜粒异物的检查。
在其中一个实施例中,对所述板体的残胶进行去除的步骤具体为:
对所述板体以预设磨板速度进行磨刷处理。
在其中一个实施例中,所述预设磨板速度小于或等于3m/min。
在其中一个实施例中,所述对所述板体以预设磨板速度进行磨刷处理的电流小于或等于0.3A。
一种TFT光电板,采用上述任一实施例所述的TFT光电板的制造方法制备得到。
与现有技术相比,本发明至少具有以下优点:
1、上述的TFT光电板的制造方法,由于在板体电镀之前,先对板体进行残胶检查,若板体存在残胶,则对板体的残胶进行去除,使电镀工序的铜层更好地成型于板体的板面,同时在将板体进行电镀时使板体的铜厚极差小于或等于预设极差值,使后续蚀刻后线宽的毛边小于预定值,提高了TFT光电板的阻抗稳定性;
2、由于在电镀后还对板体进行铜粒异物的检查,若板体的板面存在铜粒异物,则对板体的板面的铜粒异物进行去除,提高了板体与干膜结合的附着力,进而提高了板体与干膜的结合力,又由于以预定压膜速度将干膜压合于板体的板面,相比于传统的TFT光电板的制造方法,进一步地提高了板体与干膜的结合力,进而提高了TFT光电板的良率。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
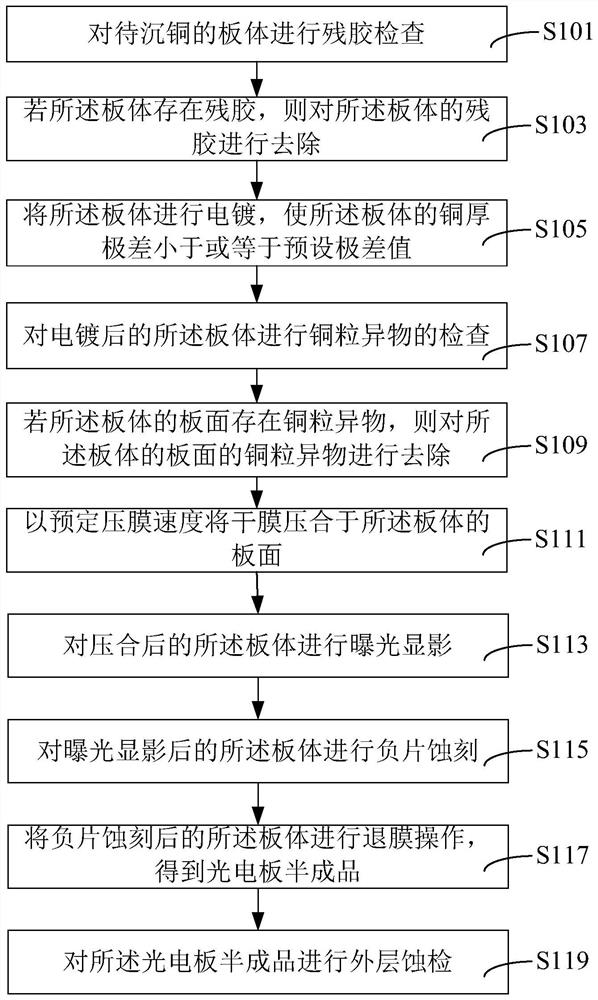
图1为一实施例的TFT光电板的制造方法的流程示意图;
图2为一实施例的TFT光电板的制造方法的显影槽线的结构示意图;
图3为图2所示显影槽线的安装架的活动压板的示意图;
图4为图2所示显影槽线的另一视角的局部示意图;
图5为图2所示显影槽线的输送滚轮组件的局部示意图。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
本申请还提供一种TFT光电板的制造方法,包括:对待沉铜的板体进行残胶检查;若所述板体存在残胶,则对所述板体的残胶进行去除;将所述板体进行电镀,使所述板体的铜厚极差小于或等于预设极差值;对电镀后的所述板体进行铜粒异物的检查;若所述板体的板面存在铜粒异物,则对所述板体的板面的铜粒异物进行去除;以预定压膜速度将干膜压合于所述板体的板面;对压合后的所述板体进行曝光显影;对曝光显影后的所述板体进行负片蚀刻;将负片蚀刻后的所述板体进行退膜操作,得到光电板半成品;对所述光电板半成品进行外层蚀检。
上述的TFT光电板的制造方法,由于在板体电镀之前,先对板体进行残胶检查,若板体存在残胶,则对板体的残胶进行去除,使电镀工序的铜层更好地成型于板体的板面,同时在将板体进行电镀时使板体的铜厚极差小于或等于预设极差值,使后续蚀刻后线宽的毛边小于预定值,提高了TFT光电板的阻抗稳定性;由于在电镀后还对板体进行铜粒异物的检查,若板体的板面存在铜粒异物,则对板体的板面的铜粒异物进行去除,提高了板体与干膜结合的附着力,进而提高了板体与干膜的结合力,又由于以预定压膜速度将干膜压合于板体的板面,相比于传统的TFT光电板的制造方法,进一步地提高了板体与干膜的结合力,进而提高了TFT光电板的良率。
为了更好地理解本申请的技术方案,以下对本申请的技术方案作进一步的解释说明:
如图1所示,一实施例的TFT光电板的制造方法用于制造TFT光电板。进一步地,TFT光电板的制造方法包括以下步骤的部分或全部:
S101,对待沉铜的板体进行残胶检查。
在本实施例中,对待沉铜的板体进行残胶检查,在板体电镀之前,先对板体进行残胶检查,避免板体存在残胶影响后续的沉铜质量。
S103,若所述板体存在残胶,则对所述板体的残胶进行去除。
在本实施例中,若板体存在残胶,则对板体的残胶进行去除,使电镀工序的铜层更好地成型于板体的板面。
S105,将所述板体进行电镀,使所述板体的铜厚极差小于或等于预设极差值。
在本实施例中,将所述板体进行电镀,使所述板体的铜厚极差小于或等于预设极差值,即在对板体进行电镀时将板体的铜厚极差控制在小于或等于预设极差值的范围内,使后续蚀刻后线宽的毛边小于预定值,提高了TFT光电板的阻抗稳定性,加上在电镀前,先进行板体的残胶检查及去除操作,有利于板体的铜厚极差的可靠控制,如此对板体的铜厚极差控制在小于或等于预设极差值的范围内。
S107,对电镀后的所述板体进行铜粒异物的检查。
在本实施例中,对电镀后的所述板体进行铜粒异物的检查,避免板体的铜粒异物影响后续与干膜压合的结合力。
S109,若所述板体的板面存在铜粒异物,则对所述板体的板面的铜粒异物进行去除。
在本实施例中,若所述板体的板面存在铜粒异物,则对所述板体的板面的铜粒异物进行去除,使板体的板面较平整,同时使干膜更好地贴合于板面。
S111,以预定压膜速度将干膜压合于所述板体的板面。
在本实施例中,以预定压膜速度将干膜压合于所述板体的板面,使干膜更好地贴合于板体的板面。
S113,对压合后的所述板体进行曝光显影。
在本实施例中,对压合后的所述板体进行曝光显影,使需要保留的干膜因干膜阻剂受光照而起化学作用硬化,以便显影制程中能够将未硬化的干膜冲掉。
S115,对曝光显影后的所述板体进行负片蚀刻。
在本实施例中,对曝光显影后的所述板体进行负片蚀刻,即对曝光显影后的板体的干膜冲掉的部分的铜箔部分进行咬蚀,进而保留干膜未被冲掉的部分铜箔得到保留如此作为板体所需的线路。
S117,将负片蚀刻后的所述板体进行退膜操作,得到光电板半成品。
在本实施例中,将负片蚀刻后的所述板体进行退膜操作,即去除板体干膜,使板面的沉铜裸露,得到光电板半成品。
S119,对所述光电板半成品进行外层蚀检。
在本实施例中,对所述光电板半成品进行外层蚀检,以便作出进一步地修理。
上述的TFT光电板的制造方法,由于在板体电镀之前,先对板体进行残胶检查,若板体存在残胶,则对板体的残胶进行去除,使电镀工序的铜层更好地成型于板体的板面,同时在将板体进行电镀时使板体的铜厚极差小于或等于预设极差值,使后续蚀刻后线宽的毛边小于预定值,提高了TFT光电板的阻抗稳定性;进一步地,由于在电镀后还对板体进行铜粒异物的检查,若板体的板面存在铜粒异物,则对板体的板面的铜粒异物进行去除,提高了板体与干膜结合的附着力,进而提高了板体与干膜的结合力,又由于以预定压膜速度将干膜压合于板体的板面,相比于传统的TFT光电板的制造方法,进一步地提高了板体与干膜的结合力,进而提高了TFT光电板的良率。
在其中一个实施例中,所述预设极差值小于或等于6μm,使板体的铜厚极差满足TFT光电板较好的阻抗性能要求。在其中一个实施例中,所述预设极差值等于5μm,使制造得到的TFT光电板具有更稳定的阻抗性能,且能够保证蚀刻后线宽毛边较小。
在其中一个实施例中,所述预定压膜速度小于或等于3m/min,使压膜操作过程中的速度较低,进而使板体与干膜经压膜操作之后更好地结合。
进一步地,在以预定压膜速度将干膜压合于所述板体的板面的步骤之后,以及在对压合后的所述板体进行曝光显影的步骤之前,TFT光电板的制造方法还包括:对压合后的所述板体的表面的平整度进行检测;若板体的表面的平整度小于预定平整度,则对预定压膜速度进行调节,使预定压膜速度降低至0.8倍的预定压膜速度,使压合后的板体的板面具有较好的平整性,同时使干膜经压合之后更好地压合于板体的板面。
在其中一个实施例中,对待沉铜的板体进行残胶检查的步骤包括:首先对待沉铜的板体进行图像采集,获得所述板体的实际图像数据;然后对所述板体的实际图像数据进行拟合处理,得到所述板体的实际三维图像;然后将所述板体的实际三维图像与目标三维图像进行比对,并计算出所述板体的实际偏差值;判断所述板体的实际偏差值是否小于或等于理想偏差值;若是,则所述板体存在残胶,实现残胶的自动视觉检查,相比于传统的人工检查,提高了残胶的检查效率及准确度。在本实施例中,在对待沉铜的板体进行图像采集,获得所述板体的实际图像数据的步骤之前,对待沉铜的板体进行残胶检查的步骤还包括:建立多个型号的板体与多个理想偏差值一一对应的数据库;调取目标型号的板体及相应的理想偏差值,提高了对待沉铜的板体进行残胶检查的步骤的适用性。
在其中一个实施例中,对电镀后的所述板体进行铜粒异物的检查的步骤具体为:通过异物检测设备对电镀后的所述板体进行铜粒异物的检查,提高了铜粒异物的检查效率及全面度。在本实施例中,异物检测设备可以为视觉辅助设备。例如,视觉辅助设备可以为放大镜或其他辅助设备。具体地,视觉辅助设备可以为40倍的放大镜。进一步地,通过异物检测设备对电镀后的所述板体进行铜粒异物的检查包括:首先通过感触件对板体的表面进行粗糙度检测操作;然后若感触件检测到板体的表面粗糙度大于预设粗糙度,则将板体的表面定义为观察区;最后通过视觉辅助设备对板体的表面进行铜粒异物的检查操作,提高了板体的铜粒异物的检查效率。
在其中一个实施例中,对所述板体的残胶进行去除的步骤具体为:对所述板体以预设磨板速度进行磨刷处理,以去除板体表面的残胶。在其中一个实施例中,所述预设磨板速度小于或等于3m/min,使板体表面的残胶更好地得到去除。
进一步地,在对待沉铜的板体进行残胶检查的步骤之前,制造方法还包括:通过微蚀段对板体进行咬蚀。更进一步地,在通过微蚀段对板体进行咬蚀的步骤之前,制造方法还包括:提升微蚀段的药水浓度及温度,增加板体表面的咬蚀速率,以使板体达到更好的粗糙度,进而使在贴干膜操作中使干膜与板体具有较好的附着力。
然而,若对板体进行磨刷处理的电流过大,则会造成涨缩超差的问题;若对板体进行磨刷处理的电流过小,则造成板面异物较严重,在其中一个实施例中,所述对所述板体以预设磨板速度进行磨刷处理的电流小于或等于0.3A,而传统的对板体进行磨刷处理的电流为0.12A~0.13A,本申请对板体进行磨刷处理的电流较大,提高了板体的残胶的去除效果,进而提高了板体的清洁效果,同时避免了造成涨缩影响较大的问题。在本实施例中,预设磨板速度小于或等于3m/min,且对所述板体以预设磨板速度进行磨刷处理的电流小于或等于0.3A,提高了板体的残胶的去除效果,进而提高了板体的清洁效果,同时避免了造成涨缩影响较大的问题。在本实施例中,对所述板体以预设磨板速度进行磨刷处理的电流小于或等于0.3A,且对所述板体以预设磨板速度进行磨刷处理的电流大于或等于0.18A。经过多次试验认证,板面异物可得到大幅度减少,比率从6.8%降低至1.3%,短路不良率改善5.2%。
进一步地,以预定压膜速度将干膜压合于所述板体的板面的步骤具体为:通过压膜机以预定压膜速度将干膜压合于所述板体的板面。
进一步地,对压合后的所述板体进行曝光显影的步骤具体为:通过曝光机对压合后的所述板体进行曝光显影。
进一步地,对曝光显影后的所述板体进行负片蚀刻的步骤具体为:通过蚀刻线对曝光显影后的所述板体进行负片蚀刻。
进一步地,在以预定压膜速度将干膜压合于所述板体的板面的步骤之前,制造方法还包括:分别对压膜机、曝光机及蚀刻线进行清洁,使压膜机、曝光机及蚀刻线与板体接触的位置进行清洁,如此能够更好地去除板面异物,如铜颗粒。
更进一步地,在对压合后的所述板体进行曝光显影的步骤之前,制造方法还包括:将显影槽线内喷嘴对应的输送滚轮进行取出操作,在保证板件在显影槽线内输送顺畅的情况下,使显影槽线内喷嘴对应位置无输送滚轮,进而使显影液更均匀地分布于感光干膜表面,进而使显影液可以更好的在感光干膜上发生反应,达到更好的显影效果,降低了因显影不净导致的残铜问题,有效地提高了TFT光电板的生产良率。
如图2至图4所示,进一步地,显影槽线10包括围栏100、防护门200、安装架300、显影液喷射组件400及输送滚轮组件500,围栏100形成有相连通的收容腔103及调试窗口105,防护门200活动连接于调试窗口105。安装架300位于收容腔103内并与围栏100连接。同时参见图5,输送滚轮组件500包括输送辊轴510及多个输送滚轮520,输送辊轴510的两端转动连接于安装架300,多个输送滚轮520沿输送辊轴510的轴向间隔设置。当需调试或维护输送滚轮组件500时,将防护门200打开,方便快捷。显影液喷射组件400安装于围栏100上,且显影液喷射组件400的喷淋口位于收容腔103内,显影液喷射组件400的喷淋口位于输送滚轮组件500的上方,显影液喷射组件400的喷淋口与每一输送滚轮520错位设置,即显影液喷射组件400在安装架300的投影与每一输送滚轮520在安装架300的竖直方向的投影不重合,亦即是,显影液喷射组件400的喷淋口与每一输送滚轮520非正对设置,使显影液更均匀地分布于感光干膜表面,进而使显影液可以更好的在感光干膜上发生反应,达到更好的显影效果,降低了因显影不净导致的残铜问题,有效地提高了TFT光电板的生产良率。在本实施例中,输送滚轮组件500还包括驱动组件530、主动齿轮组540及从动齿轮550,驱动组件530设于安装架300上,从动齿轮550套设于输送辊轴510上,驱动组件530的动力输出端与主动齿轮组540连接,主动齿轮组540与从动齿轮550啮合传动,使驱动组件530通过主动齿轮组540驱动从动齿轮550,以驱动输送辊轴510相对于安装架300转动。进一步地,主动齿轮组540包括两个相互啮合传动的锥齿轮,其中一个锥齿轮与从动齿轮啮合传动,从动齿轮550为圆柱齿轮。
如图1所示,更进一步地,显影液喷射组件400滑动安装于围栏100的顶部,使显影液喷射组件400与围栏100的安装位置可调,且显影液喷射组件400可拆卸连接于围栏100。在本实施例中,显影液喷射组件400的数目为多个,多个显影液喷射组件400间隔设置于围栏100的顶部。具体地,多个显影液喷射组件400呈矩形阵列排布,使多个显影液喷射组件400具有较好的喷淋效果。在实际使用中,可以根据需要灵活调整显影液喷射组件400与围栏100的安装位置,同时灵活增减显影液喷射组件400的设置数目。更进一步地,围栏100的顶部开设有线性滑轨槽,显影液喷射组件400位于线性滑轨槽内并与围栏100滑动连接,使显影液喷射组件400滑动设置于围栏100的顶部。在本实施例中,显影液喷射组件400包括喷射头410及锁紧调节环420,喷射头穿设于线性滑轨槽内并与围栏100滑动连接,喷射头410凸设有限位凸缘412,限位凸缘抵接于围栏100的一侧,喷射头的外周壁设有外螺纹,锁紧调节环内形成有内螺纹,锁紧调节环套接于喷射头的外周壁,且锁紧调节环与喷射头螺接,当需调节喷射头相对于围栏100的安装位置时,松开锁紧调节环,使喷射头相对于线性滑轨槽滑动,进而使喷射头更好地适配不同型号的TFT光电板的显影需要,提高了显影槽线10的适用性。
如图2及图4所示,更进一步地,安装架300开设有第一转动槽口302及第二转动槽口304,输送辊轴510的两端分别位于第一转动槽口及第二转动槽口内并与安装架300转动连接,使输送辊轴510的两端转动连接于安装架300。在本实施例中,第一转动槽口及第二转动槽口均为矩形转动槽口。在安装时,先将输送辊轴510的一端插设于第一转动槽口,输送辊轴510的另一端插设于第二转动槽口,再将从动齿轮550套接于输送辊轴510,以便对输送辊轴510上的输送滚轮520进行快速拆装。
如图2至图4所示,更进一步地,安装架300包括安装架体310及活动压板320,第一转动槽口及第二转动槽口均形成于安装架体310,安装架体310还开设有与第一转动槽口302连通的止脱口306,活动压板320的一端转动连接于安装架体310,活动压板320的另一端可拆卸连接于安装架体310,使活动压板320盖设于止脱口,当需拆卸输送滚轴时,将活动压板320另一端拆卸于安装架体310,并将活动压板320转动预定角度,即可将输送滚轴的一端从止脱口取出,再将输送滚轴的另一端从第二转动槽口取出。在本实施例中,从动齿轮550套接于输送滚轴邻近第一转动槽口的一侧,方便输送滚轮组件500取出,以便每一输送滚轮520的快速拆卸,如此提高了显影槽线10内喷嘴对应的输送滚轮520的取出效率。更进一步地,活动压板320的另一端扣接于安装架体310,使活动压板320与安装架体310可拆卸连接。在本实施例中,活动压板320凸设有卡扣凸起322,安装架体310开设有卡槽312,卡扣凸起卡入卡槽内,使活动压板320与安装架体310扣接。
本申请还提供一种TFT光电板,采用上述任一实施例所述的TFT光电板的制造方法制备得到。进一步地,TFT光电板的制造方法包括:对待沉铜的板体进行残胶检查;若所述板体存在残胶,则对所述板体的残胶进行去除;将所述板体进行电镀,使所述板体的铜厚极差小于或等于预设极差值;对电镀后的所述板体进行铜粒异物的检查;若所述板体的板面存在铜粒异物,则对所述板体的板面的铜粒异物进行去除;以预定压膜速度将干膜压合于所述板体的板面;对压合后的所述板体进行曝光显影;对曝光显影后的所述板体进行负片蚀刻;将负片蚀刻后的所述板体进行退膜操作,得到光电板半成品;对所述光电板半成品进行外层蚀检。
上述的TFT光电板,由于在板体电镀之前,先对板体进行残胶检查,若板体存在残胶,则对板体的残胶进行去除,使电镀工序的铜层更好地成型于板体的板面,同时在将板体进行电镀时使板体的铜厚极差小于或等于预设极差值,使后续蚀刻后线宽的毛边小于预定值,提高了TFT光电板的阻抗稳定性;由于在电镀后还对板体进行铜粒异物的检查,若板体的板面存在铜粒异物,则对板体的板面的铜粒异物进行去除,提高了板体与干膜结合的附着力,进而提高了板体与干膜的结合力,又由于以预定压膜速度将干膜压合于板体的板面,相比于传统的TFT光电板的制造方法,进一步地提高了板体与干膜的结合力。
与现有技术相比,本发明至少具有以下优点:
1、上述的TFT光电板的制造方法,由于在板体电镀之前,先对板体进行残胶检查,若板体存在残胶,则对板体的残胶进行去除,使电镀工序的铜层更好地成型于板体的板面,同时在将板体进行电镀时使板体的铜厚极差小于或等于预设极差值,使后续蚀刻后线宽的毛边小于预定值,提高了TFT光电板的阻抗稳定性;
2、由于在电镀后还对板体进行铜粒异物的检查,若板体的板面存在铜粒异物,则对板体的板面的铜粒异物进行去除,提高了板体与干膜结合的附着力,进而提高了板体与干膜的结合力,又由于以预定压膜速度将干膜压合于板体的板面,相比于传统的TFT光电板的制造方法,进一步地提高了板体与干膜的结合力,进而提高了TFT光电板的良率。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。