一种汽车喷涂机器人用油漆换色系统及换色方法
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及喷射技术领域,特别是涉及一种汽车喷涂机器人用油漆换色系统。
背景技术
随着消费者对汽车个性化的需求的不断提高,涂装车间对油漆颜色的需求也急速增加;目前的汽车喷涂线大多是通过铺设的输漆循环管路将油漆从调漆站输送至油漆枪站供喷涂机器人进行喷涂作业,油漆输送的灵活性较差;
另外,喷涂线的输漆循环管路在初期建设时预留的输漆循环管道已远远无法满足车身颜色的个性化需求增长,重新铺设输漆循环管路的成本也高,因此,现有采用将已有输漆循环管道内的油漆排出,经过对输漆循环管路进行清洗后切换为另外一种颜色,造成输漆循环管路内的油漆大量浪费,也导致整个切换过程耗时长,同时需要消耗大量的清洗溶剂,造成生产效率下降以及环境污染问题。
发明内容
本发明的目的在于克服以上所述的缺点,提供一种汽车喷涂机器人用油漆换色系统。
为实现上述目的,本发明的具体方案如下:
一种汽车喷涂机器人用油漆换色系统,包括有设于调漆侧用于调漆的调漆站、用于分配调漆站油漆的第一配漆装置;
还包括有设于喷漆侧用于接收油漆的第二配漆装置、用于存储油漆的油漆枪站以及用于对白车身进行喷涂的喷涂机器人;所述调漆站与第一配漆装置之间连接有第一连接管,所述油漆枪站与第二配漆装置之间连接有第二连接管,所述油漆枪站与喷涂机器人之间连接有第三连接管;
所述第一配漆装置与第二配漆装置之间连接有两个导向管,所述两个导向管、第一配漆装置、第二配漆装置之间形成有连接调漆侧与喷气侧之间的循环通道;所述第一配漆装置与第二配漆装置均包括有多个间隔设置的注漆单元,所述循环通道内滑动连接有多个分别用于运载不同颜色油漆的油漆运载单元;所述油漆运载单元能够沿着循环通道移动,并能够在移动至与第一配漆装置或第二配漆装置的位置对应时,与对应的注漆单元连通。
本发明进一步地,每个所述油漆运载单元均包括有由柔性材质制成的波纹储存囊,所述波纹储存囊的两端均密封固定有端盖座,所述波纹储存囊与两个端盖座之间组成油漆储存腔,每个所述端盖座上均间隔凸设有多个单向阀,每个所述单向阀均设有向端盖座外侧凸出的阀体。
本发明进一步地,每个所述端盖座的外周壁均沿周向间隔凸设有多个第一凸台,每个所述第一凸台上均球接有球轮;所述循环通道内沿周向间隔设有多个沿循环通道延伸的滑槽;所述球轮一一对应活动卡接于滑槽内。
本发明进一步地,每个所述端盖座的中心均转动连接有位于油漆储存腔内的转子叶片,所述转子叶片固定套接有位于端盖座外侧的棘轮,每个所述端盖座的外侧均还设有两个摆臂,每个所述摆臂的一端均活动铰接在端盖座的中心,每个所述摆臂上均铰接有棘爪,所述棘爪与摆臂之间连接有扭簧,所述棘爪与棘轮单向啮合,每个所述摆臂的另一端连接有两个间隔设置的滚轮,所述端盖座对应两个摆臂的位置分别设有圆弧槽,两个所述摆臂上均凸设有卡销,所述卡销活动嵌入圆弧槽内;所述循环通道内沿周向间隔设有两个沿循环通道延伸的波浪形轨道,每个所述摆臂上的两个滚轮卡持于波浪形轨道的两侧。
本发明进一步地,每个所述端盖座上均安装有锁止弹片,所述锁止弹片与对应的棘轮单向啮合。
本发明进一步地,所述端盖座的内壁对应转子叶片的位置设有多个用于使油漆储存腔内的油漆形成滚流的混流槽。
本发明进一步地,所述第一配漆装置和第二配漆装置均还包括有配漆本体,所述循环通道贯穿配漆本体,所述多个注漆单元设于配漆本体的顶部;
每个所述注漆单元均包括有推杆和配漆座,所述推杆安装在配漆本体上,所述配漆本体一一对应每个配漆座分别开设有与循环通道连通的滑孔,所述配漆座密封滑动插接在滑孔内,每个所述配漆座均开设有通孔,所述配漆座沿通孔的周向间隔设有多个安装孔,所述配漆座内还设有用于连通各个安装孔的第一通道,每个所述安装孔内均沿轴向凸设有推轴,所述推轴的外壁滑动套设有密封阀,所述密封阀的一端与安装孔的底壁之间连接有弹簧,所述密封阀的另一端凹设有液槽,所述密封阀的周壁上间隔设有两个与液槽连通的连接孔,所述配漆座内还设有第二通道,所述第二通道的一端与第一通道连通;所述第一配漆装置的第二通道的另一端与第一连接管,所述第二配漆装置的第二通道的另一端与第二连接管连通;
在所述密封阀挤压弹簧压缩后,所述连接孔能够与第一通道连通;多个所述单向阀在配漆座滑动伸入循环通道内时,与各个密封阀一一对应。
本发明进一步地,所述阀体设有第一锥面,所述安装孔设有用于与第一锥面配合的第二锥面。
本发明的有益效果为:本发明通过采用多个油漆运载单元针对不同颜色油漆在循环通道内进行输送,从而提高了油漆输送的灵活性,同时避免了采用输漆管道而导致油漆浪费的问题,以及在换色时,只需要将对应的油漆运载单元和注漆单元进行清洗,节省油漆换色过程的等待时间,达到快速换色的效果,也减少了溶剂的消耗,更加经济环保。
同时,本发明在喷涂线增加颜色油漆时,只需要对应地增加油漆运载单元和注漆单元的数量,即可快速实现油漆颜色的增加,无需额外铺设输漆管路,利于节省成本,结构更为灵活。
附图说明
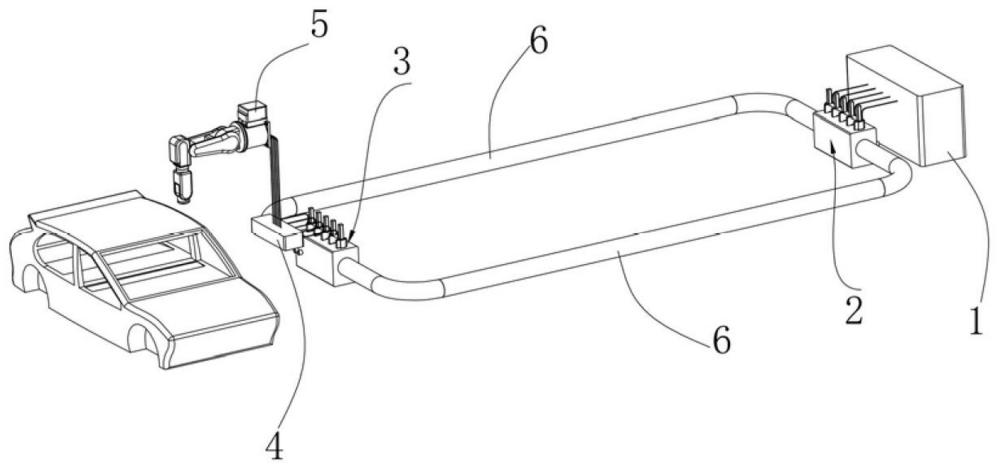
图1是本发明的结构示意图;
图2是本发明的油漆运载单元与注漆单元抵靠配合时的剖面示意图;
图3是本发明的油漆运载单元的结构示意图;
图4是本发明的油漆运载单元分解示意图;
图5是本发明的油漆运载单元部分结构的结构示意图;
图6是本发明的油漆运载单元部分结构另一视角的结构示意图;
图7是本发明的导向管的结构示意图;
图8是本发明的第一配漆装置或第二配漆装置的结构示意图;
图9是本发明的注漆单元的结构示意图;
图10是本发明的注漆单元部分结构的分解示意图;
附图标记说明:1、调漆站;2、第一配漆装置;3、第二配漆装置;4、油漆枪站;5、喷涂机器人;6、导向管;7、循环通道;71、滑槽;72、波浪形轨道;8、油漆运载单元;81、波纹储存囊;82、端盖座;821、圆弧槽;822、混流槽;83、单向阀;831、阀体;84、球轮;851、转子叶片;852、棘轮;853、摆臂;8531、卡销;854、棘爪;855、扭簧;856、滚轮;857、锁止弹片;
10、配漆本体;20、注漆单元;201、推杆;202、配漆座;2021、安装孔;2022、第一通道;2023、第二通道;2024、推轴;203、密封阀;2031、液槽;2032、连接孔;204、弹簧。
具体实施方式
下面结合附图和具体实施例对本发明作进一步详细的说明,并不是把本发明的实施范围局限于此。
如图1至图10所示,本实施例所述的一种汽车喷涂机器人用油漆换色系统,包括有设于调漆侧用于调漆的调漆站1、用于分配调漆站1油漆的第一配漆装置2;
还包括有设于喷漆侧用于接收油漆的第二配漆装置3、用于存储油漆的油漆枪站4以及用于对白车身进行喷涂的喷涂机器人5;所述调漆站1与第一配漆装置2之间连接有第一连接管,所述油漆枪站4与第二配漆装置3之间连接有第二连接管,所述油漆枪站4与喷涂机器人5之间连接有第三连接管;
所述第一配漆装置2与第二配漆装置3之间连接有两个导向管6,所述两个导向管6、第一配漆装置2、第二配漆装置3之间形成有连接调漆侧与喷气侧之间的循环通道7;所述第一配漆装置2与第二配漆装置3均包括有多个间隔设置的注漆单元20,所述循环通道7内滑动连接有多个分别用于运载不同颜色油漆的油漆运载单元8;所述油漆运载单元8能够沿着循环通道7移动,并能够在移动至与第一配漆装置2或第二配漆装置3的位置对应时,与对应的注漆单元20连通。
本实施例的工作方式是:工作时,调漆站1将调配好的油漆(如紫色、红色、黑色、粉色或蓝色等)通过第一连接管输送至第一配漆装置2上对应的注漆单元20,同时将对应的油漆运载单元8(如用于运载粉色油漆的粉色油漆运载单元或用于运载蓝色油漆的蓝色油漆运载单元)沿着循环通道7滑动至调漆侧并与第一配漆装置2上对应的注漆单元20对应连通,接着调漆站1通过第一连接管将调配好的油漆通过第一配漆装置2上对应的注漆单元20加注至该油漆运载单元8上,然后加注油漆后的油漆运载单元8沿着循环通道7移动至喷涂侧并与第二配漆装置3上的注漆单元20对应,第二配漆装置3上对应的注漆单元20将该油漆运载单元8内的油漆通过第二连接管加注至油漆枪站4内存储,以供喷涂机器人5使用,从而完成一种颜色油漆的输送;然后油漆枪站4将存储的油漆通过第三连接管向喷涂机器人5输送,喷涂机器人5将油漆喷涂在白车身上;
当需要换色时,将对应的油漆运载单元8从循环通道7中拆出,以及将第一配漆装置2对应的注漆单元20、第二配漆装置3对应的注漆单元20拆出,然后对拆出的油漆运载单元8和注漆单元20进行清洗,清洗完成后,将清洗后的油漆运载单元8安装回循环通道7内,将清洗后的注漆单元20对应安装回第一配漆装置2和第二配漆装置3上,然后重复上述油漆输送过程,实现油漆的快速换色。
本实施例通过采用多个油漆运载单元8针对不同颜色油漆在循环通道7内进行输送,从而提高了油漆输送的灵活性,同时避免了采用输漆管道而导致油漆浪费的问题,以及在换色时,只需要将对应的油漆运载单元8和注漆单元20进行清洗,节省油漆换色过程的等待时间,达到快速换色的效果,也减少了溶剂的消耗,更加经济环保。
同时,本实施例在喷涂线增加颜色油漆时,只需要对应地增加油漆运载单元8和注漆单元20的数量,即可快速实现油漆颜色的增加,无需额外铺设输漆管路,利于节省成本,结构更为灵活。
如图2至图6所示,基于上述实施例的基础上,进一步地,每个所述油漆运载单元8均包括有由柔性材质制成的波纹储存囊81,所述波纹储存囊81的两端均密封固定有端盖座82,所述波纹储存囊81与两个端盖座82之间组成油漆储存腔,每个所述端盖座82上均间隔凸设有多个单向阀83,每个所述单向阀83均设有向端盖座82外侧凸出的阀体831。
具体地,在油漆运载单元8运动至与第一配漆装置2的注漆单元20对应时,各个单向阀83与第一配漆装置2的注漆单元20抵靠配合,此时各个单向阀83打开,然后第一配漆装置2的注漆单元20将相应颜色油漆加注至油漆储存腔内,直至油漆加注完成;然后存储有油漆的油漆运载单元8沿着循环通道7移动至与第二配漆装置3的注漆单元20对应,此时各个单向阀83与第二配漆装置3的注漆单元20抵靠配合,此时各个单向阀83打开,第二配漆装置3的注漆单元20将油漆储存腔内的油漆导出至油漆枪站4内存储。
如图2至图6所示,基于上述实施例的基础上,进一步地,每个所述端盖座82的外周壁均沿周向间隔凸设有多个第一凸台,每个所述第一凸台上均球接有球轮84;所述循环通道7内沿周向间隔设有多个沿循环通道7延伸的滑槽71;所述球轮84一一对应活动卡接于滑槽71内。本实施例通过在端盖座82的外周壁球接有球轮84,以及在循环通道7内设置滑槽71,从而利用球轮84和滑槽71配合,使得油漆运载单元8在循环通道7内移动更为顺畅,还能对油漆运载单元8进行限位,防止油漆运载单元8在移动过程中发生旋转。
如图2至图6所示,基于上述实施例的基础上,进一步地,每个所述端盖座82的中心均转动连接有位于油漆储存腔内的转子叶片851,所述转子叶片851固定套接有位于端盖座82外侧的棘轮852,每个所述端盖座82的外侧均还设有两个摆臂853,每个所述摆臂853的一端均活动铰接在端盖座82的中心,每个所述摆臂853上均铰接有棘爪854,所述棘爪854与摆臂853之间连接有扭簧855,所述棘爪854与棘轮852单向啮合,每个所述摆臂853的另一端连接有两个间隔设置的滚轮856,所述端盖座82对应两个摆臂853的位置分别设有圆弧槽821,两个所述摆臂853上均凸设有卡销8531,所述卡销8531活动嵌入圆弧槽821内;所述循环通道7内沿周向间隔设有两个沿循环通道7延伸的波浪形轨道72,每个所述摆臂853上的两个滚轮856卡持于波浪形轨道72的两侧。
具体地,在油漆运载单元8沿着循环通道7移动时,滚轮856沿着波浪形轨道72的轨迹移动,带动摆臂853往复摆动,摆臂853通过棘爪854驱动棘轮852单向旋转运动,扭簧855为棘爪854提供扭力,圆弧槽821与卡销8531配合,以限制摆臂853的摆幅,从而两个摆臂853同步使得棘轮852带动转子叶片851间歇转动,对油漆储存腔内的油漆进行搅拌,避免因静置而发生颜料下沉现象,提高油漆喷涂的效果。
如图3至图5所示,基于上述实施例的基础上,进一步地,每个所述端盖座82上均安装有锁止弹片857,所述锁止弹片857与对应的棘轮852单向啮合。本实施例通过设置锁止弹片857对棘轮852进行单向锁止,以避免摆臂853回摆时棘轮852发生转动,或转子叶片851在油漆的驱动下带动棘轮852发生转动,结构更为可靠。
如图4和图6所示,基于上述实施例的基础上,进一步地,所述端盖座82的内壁对应转子叶片851的位置设有多个用于使油漆储存腔内的油漆形成滚流的混流槽822。本实施例通过在端盖座82的内壁上设置混流槽822,从而使油漆储存腔内的油漆形成滚流,进一步避免因静置而发生颜料下沉现象,提高油漆喷涂的效果。
如图1、图8至图10所示,基于上述实施例的基础上,进一步地,所述第一配漆装置2和第二配漆装置3均还包括有配漆本体10,所述循环通道7贯穿配漆本体10,所述多个注漆单元20设于配漆本体10的顶部;
每个所述注漆单元20均包括有推杆201和配漆座202,所述推杆201安装在配漆本体10上,所述配漆本体10一一对应每个配漆座202分别开设有与循环通道7连通的滑孔,所述配漆座202密封滑动插接在滑孔内,每个所述配漆座202均开设有通孔,所述配漆座202沿通孔的周向间隔设有多个安装孔2021,所述配漆座202内还设有用于连通各个安装孔2021的第一通道2022,每个所述安装孔2021内均沿轴向凸设有推轴2024,所述推轴2024的外壁滑动套设有密封阀203,所述密封阀203的一端与安装孔2021的底壁之间连接有弹簧204,所述密封阀203的另一端凹设有液槽2031,所述密封阀203的周壁上间隔设有两个与液槽2031连通的连接孔2032,所述配漆座202内还设有第二通道2023,所述第二通道2023的一端与第一通道2022连通;所述第一配漆装置2的第二通道2023的另一端与第一连接管,所述第二配漆装置3的第二通道2023的另一端与第二连接管连通;
在所述密封阀203挤压弹簧204压缩后,所述连接孔2032能够与第一通道2022连通;多个所述单向阀83在配漆座202滑动伸入循环通道7内时,与各个密封阀203一一对应。
实际使用时,对应的油漆运载单元8沿着循环通道7移动至与第一配漆装置2上对应的注漆单元20对应时,对应的注漆单元20的推杆201推动配漆座202沿着滑孔伸入循环通道7内,使得各个密封阀203与各个单向阀83一一对应,然后使对应的油漆运载单元8继续移动,使得各个阀体831的端面一一对应与密封阀203的端面密封抵靠,直至阀体831挤压对应的密封阀203压缩弹簧204,使得密封阀203滑动,直至连接孔2032与第一通道2022连通,同时安装孔2021内的推轴2024将单向阀83顶开,从而使得第二通道2023依次通过第一通道2022、连接孔2032、液槽2031、单向阀83与油漆储存腔连通,从而向油漆储存腔内定量加注油漆;加注完成后,释放对油漆运载单元8的推力,此时弹簧204推动密封阀203复位,密封阀203推动单向阀83的阀体831退出安装孔2021,此时连接孔2032与第一通道2022断开连通;
然后推杆201带动配漆座202沿着滑孔滑出循环通道7,油漆运载单元8与注漆单元20脱离,然后继续推动加注油漆的油漆运载单元8沿着循环通道7移动至与第二配漆装置3上对应的注漆单元20对应,然后重复上述加注油漆的过程,使得第二通道2023通过第一通道2022、连接孔2032、液槽2031、单向阀83与储存有油漆的油漆储存腔连通,然后将油漆储存腔内的油漆通过第二连接管导出至油漆枪站4内存储,以供喷涂机器人5使用;导出完成后,第二配漆装置3对应的推杆201带动配漆座202滑出循环通道7,使得注漆单元20与油漆运载单元8脱离配合,以进行下一批次的油漆的运载。
基于上述实施例的基础上,进一步地,所述阀体831设有第一锥面,所述安装孔2021设有用于与第一锥面配合的第二锥面。本实施例通过设置第一锥面和第二锥面,以便于阀体831能够顺畅推入对应安装孔2021内,对密封阀203产生挤压,以使连接孔2032与第一通道2022连通;同时也便于注漆单元20与油漆运载单元8脱离配合。
本实施例,采用压缩空气作为动力,推动循环通道7内的油漆运载单元8沿着循环通道7移动;具体地,在配漆本体10的侧壁上设置用于压缩空气循环的进气口和排气口。当然,本实施例还可以采用其他结构方式,如采用传动链的传动方式实现油漆运载单元8在循环通道7内的移动。
以上所述仅是本发明的一个较佳实施例,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,包含在本发明专利申请的保护范围内。
- 一种多色换色送珠机构及多色换色绣机机头
- 一种喷涂机器人双组份油漆快速自动清洗换色方法
- 一种工业机器人机械臂喷涂用清洗换色设备及其方法