一种石粉自动化输送及分类存储系统
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及石粉生产技术领域,尤其涉及一种石粉自动化输送及分类存储系统。
背景技术
石粉厂用石粉加工设备加工出成品石粉后,不同细度的石粉经各个出料口直接把石粉散落在厂房的空地上,然后再用铲车铲到石粉运输车上,或者是经各个出料口直接装到石粉运输车上,再由运输车运至石粉罐仓附近,手动操作一系列阀门输送至相应的石粉罐仓里。整个过程浪费人力物力,效率较低;转运输送过程中没有封闭操作,极易产生扬尘,运输车驶入驶出车间也会卷起扬尘;不同细度的石粉存在共用一辆运输车的情况,混装情况时有发生,影响石粉纯度与品质。
发明内容
本发明提出了一种石粉自动化输送及分类存储系统。
为了实现上述目的,本发明采用了如下技术方案:
一种石粉自动化输送及分类存储系统,
一种石粉自动化输送及分类存储系统,包括空压机和系统控制室,所述系统控制室用于控制整个系统,所述空压机由电动机驱动,所述空压机与主管路相连接,所述主管路上装有主管道安全阀和主管道止回阀,所述主管路上设置有中转储罐系统一、中转储罐系统二和中转储罐系统三,所述中转储罐系统一、中转储罐系统二、中转储罐系统三通过连接管路一与石粉储罐一相连接,所述中转储罐系统一包括石粉中转储罐一,所述石粉中转储罐一上部设置有石粉放料口一,所述石粉放料口一下方设置有电动蝶阀一,所述石粉中转储罐一下方设置有传压管道一,所述传压管道一的两端分别与石粉中转储罐一的两端相连通,所述传压管道一中间部位通过进气管道一与主管路相连通,所述传压管道一上的进气管路一的一侧设置有右远传压力表一和右电动球阀一,所述传压管道一上的进气管路一的另一侧设置有左远传压力表一和左电动球阀一,所述石粉中转储罐一的端部通过放料管道一与连接管路一相连接,所述进气管道一通过助吹管路一与放料管道一相连接,所述助吹管路一上设置有电磁阀一和助吹止回阀一,所述放料管道一上且中转储罐系统一与助吹管路一之间设置有电动蝶阀二。
进一步的,所述石粉中转储罐一上设置有紧急排气阀一、料位计一和安全阀一。
进一步的,所述中转储罐系统二包括石粉中转储罐二,所述石粉中转储罐二上部设置有石粉放料口二,所述石粉放料口二下方设置有电动蝶阀三,所述石粉中转储罐二下方设置有传压管道二,所述传压管道二的两端分别与石粉中转储罐二的两端相连通,所述传压管道二中间部位通过进气管道二与主管路相连通,所述传压管道二上的进气管路二的一侧设置有右远传压力表二和右电动球阀二,所述传压管道二上的进气管路二的另一侧设置有左远传压力表二和左电动球阀二,所述石粉中转储罐二的端部通过放料管道二与连接管路二相连接,所述进气管道二通过助吹管路二与放料管道二相连接,所述助吹管路二上设置有电磁阀一和助吹止回阀二,所述放料管道二上且中转储罐系统二与助吹管路二之间设置有电动蝶阀四。
进一步的,所述石粉中转储罐二上设置有紧急排气阀二、料位计二和安全阀二。
进一步的,所述中转储罐系统三包括石粉中转储罐三,所述石粉中转储罐三上部设置有石粉放料口三,所述石粉放料口三下方设置有电动蝶阀五,所述石粉中转储罐三下方设置有传压管道三,所述传压管道三的两端分别与石粉中转储罐三的两端相连通,所述传压管道三中间部位通过进气管道三与主管路相连通,所述传压管道三上的进气管路三的一侧设置有右远传压力表三和右电动球阀三,所述传压管道三上的进气管路三的另一侧设置有左远传压力表三和左电动球阀三,所述石粉中转储罐三的端部通过放料管道三与连接管路三相连接,所述进气管道三通过助吹管路三与放料管道三相连接,所述助吹管路三上设置有电磁阀一和助吹止回阀三,所述放料管道三上且中转储罐系统三与助吹管路三之间设置有电动蝶阀六。
进一步的,所述石粉中转储罐三上设置有紧急排气阀三、料位计三和安全阀三。
进一步的,所述主管路上设置有中转储罐系统四、中转储罐系统五,所述转储罐系统四、中转储罐系统五通过连接管路二与石粉储罐二相连接,所述中转储罐系统四包括石粉中转储罐四,所述石粉中转储罐四通过进气管道四与主管路相连接,所述石粉中转储罐四通过放料管道四与连接管路二相连接,所述连接管路二通过助吹管道四与主管路相连接,所述进气管道四上安装有进气管道截止阀四和进气电动球阀四,所述助吹管道四上装有助吹止回阀四和电磁阀四,所述放料管道四上装有电动蝶阀八,所述石粉中转储罐四上部装有石粉放料口四,所述石粉放料口四下部装有电动蝶阀七,所述石粉中转储罐四上装有远传压力表四。
进一步的,所述石粉中转储罐四上设置有紧急排气阀四、料位计四和安全阀四。
进一步的,所述中转储罐系统五包括石粉中转储罐五,所述石粉中转储罐五通过进气管道五与主管路相连接,所述石粉中转储罐五通过放料管道五与连接管路二相连接,所述连接管路二通过助吹管道五与主管路相连接,所述进气管道五上安装有进气管道截止阀五和进气电动球阀五,所述助吹管道五上装有助吹止回阀五和电磁阀五,所述放料管道五上装有电动蝶阀十,所述石粉中转储罐五上部装有石粉放料口五,所述石粉放料口五下部装有电动蝶阀九,所述石粉中转储罐五上装有远传压力表五。
进一步的,所述石粉中转储罐五上设置有紧急排气阀五、料位计五和安全阀五。
进一步的,所述石粉储罐一为500目石粉储罐,所述石粉储罐二为60目石粉储罐,所述石粉储罐三为325目石粉储罐。
进一步的,所述主管路上设置有中转储罐系统六、中转储罐系统七,所述转储罐系统六、中转储罐系统七通过连接管路二与石粉储罐二相连接,所述中转储罐系统六包括石粉中转储罐六,所述石粉中转储罐六通过进气管道六与主管路相连接,所述石粉中转储罐六通过放料管道六与连接管路二相连接,所述连接管路二通过助吹管道六与主管路相连接,所述进气管道六上安装有进气管道截止阀六和进气电动球阀六,所述助吹管道六上装有助吹止回阀六和电磁阀六,所述放料管道六上装有电动蝶阀十二,所述石粉中转储罐六上部装有石粉放料口六,所述石粉放料口六下部装有电动蝶阀十一,所述石粉中转储罐六上装有远传压力表六。
进一步的,所述石粉中转储罐六上设置有紧急排气阀六、料位计六和安全阀六。
进一步的,所述中转储罐系统七包括石粉中转储罐七,所述石粉中转储罐七通过进气管道七与主管路相连接,所述石粉中转储罐七通过放料管道七与连接管路二相连接,所述连接管路二通过助吹管道七与主管路相连接,所述进气管道七上安装有进气管道截止阀七和进气电动球阀七,所述助吹管道七上装有助吹止回阀七和电磁阀七,所述放料管道七上装有电动蝶阀十四,所述石粉中转储罐七上部装有石粉放料口七,所述石粉放料口七下部装有电动蝶阀十三,所述石粉中转储罐七上装有远传压力表七。
进一步的,所述石粉中转储罐七上设置有紧急排气阀七、料位计七和安全阀七。
本发明具有以下有益之处:本发明不仅可以实现石粉加工后自动化输送存储至相应品类的石粉罐仓,而且整个输送管路是密闭的,还能解决扬尘引起的环境污染问题;整个过程不需要石粉运输车再充当中继运输的角色,系统中所有机器设备启动停止及阀门的开闭都由PLC编程控制,全自动化的系统也省去了人工,大大提高了效率,节省了大量的人力物力。
附图说明
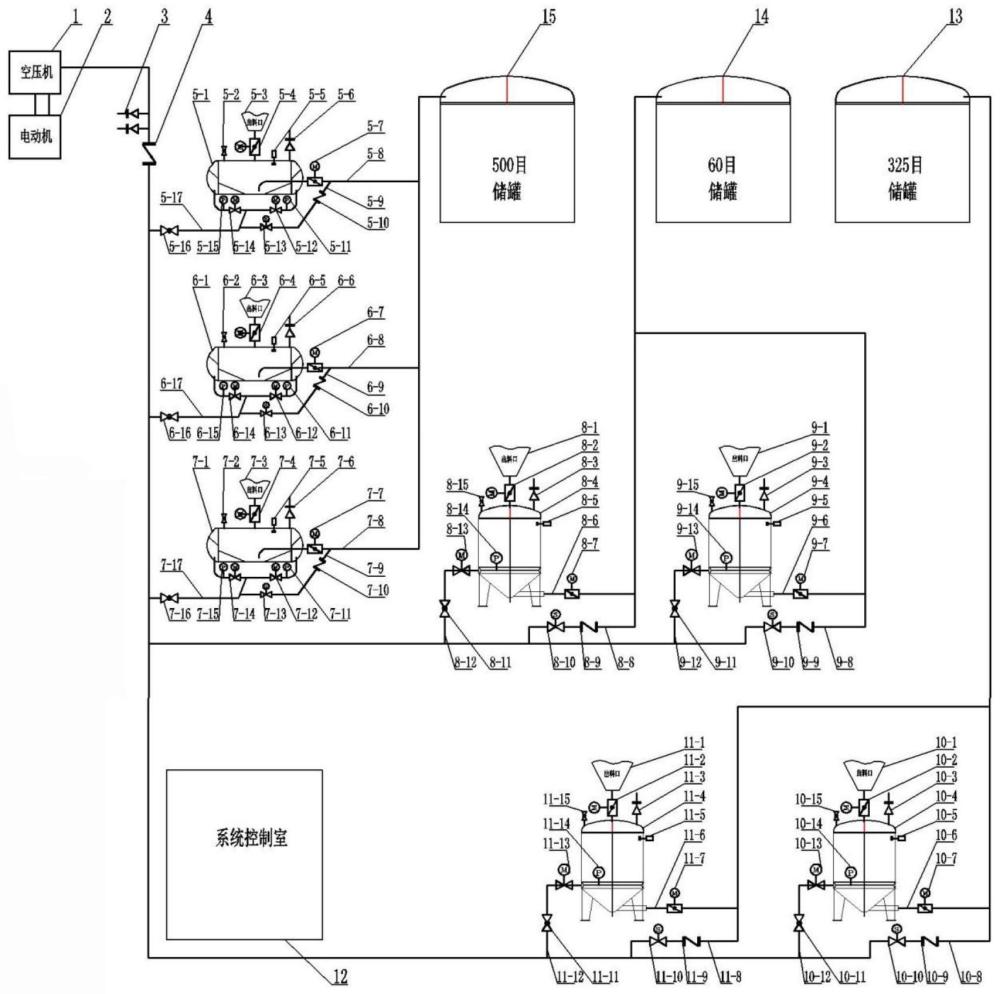
图1为本发明的结构示意图。
图中:1、空压机,2、电动机,3、主管道安全阀,4、主管道止回阀,5-1、石粉中转储罐一,5-2、紧急排气阀一,5-3、石粉放料口一,5-4、电动蝶阀一,5-5、料位计一,5-6、安全阀一,5-7、电动蝶阀二,5-8、放料管道一,5-9、助吹管路一,5-10、助吹止回阀一,5-11、右远传压力表一,5-12右电动球阀一,5-13、电磁阀一,5-14、左电动球阀一,5-15、左远传压力表一,5-16、进气管道截止阀一,5-17、进气管道一,6-1、石粉中转储罐二,6-2、紧急排气阀二,6-3、石粉放料口二,6-4、电动蝶阀三,6-5、料位计二,6-6、安全阀二,6-7、电动蝶阀四,6-8、放料管道二,6-9、助吹管路二,6-10、助吹止回阀二,6-11、右远传压力表二,6-12右电动球阀二,6-13、电磁阀二,6-14、左电动球阀二,6-15、左远传压力表二,6-16、进气管道截止阀二,6-17、进气管道二,7-1、石粉中转储罐三,7-2、紧急排气阀三,7-3、石粉放料口三,7-4、电动蝶阀五,7-5、料位计三,7-6、安全阀三,7-7、电动蝶阀六,7-8、放料管道三,7-9、助吹管路三,7-10、助吹止回阀三,7-11、右远传压力表三,7-12右电动球阀三,7-13、电磁阀三,7-14、左电动球阀三,7-15、左远传压力表三,7-16、进气管道截止阀三,7-17、进气管道三,8-1、石粉放料口四,8-2、电动蝶阀七,8-3、安全阀四,8-4、石粉中转储罐四,8-5、料位计四,8-6、放料管道四,8-7、电动蝶阀八,8-8、助吹管道四,8-9、助吹止回阀四,8-10、电磁阀四,8-11、进气管道截止阀四,8-12进气管道四,8-13、进气电动球阀四,8-14、远传压力表四,8-15、紧急排气阀四,9-1、目石粉放料口五,9-2、电动蝶阀九,9-3、安全阀五,9-4、石粉中转储罐五,9-5、料位计五,9-6、放料管道五,9-7、电动蝶阀十,9-8、助吹管道五,9-9、助吹止回阀五,9-10、电磁阀五,9-11、进气管道截止阀五,9-12进气管道五,9-13、进气电动球阀五,9-14、远传压力表五,9-15、紧急排气阀五,10-1、石粉放料口六,10-2、电动蝶阀十一,10-3、安全阀六,10-4、石粉中转储罐六,10-5、料位计六,10-6、放料管道六,10-7、电动蝶阀十二,10-8、助吹管道六,10-9、助吹止回阀六,10-10、电磁阀六,10-11、进气管道截止阀六,10-12进气管道六,10-13、进气电动球阀六,10-14、远传压力表六,10-15、紧急排气阀六,11-1、石粉放料口七,11-2、电动蝶阀十三,11-3、安全阀七,11-4、石粉中转储罐七,11-5、料位计七,11-6、放料管道七,11-7、电动蝶阀十四,11-8、助吹管道七,11-9、助吹止回阀七,11-10、电磁阀七,11-11、进气管道截止阀七,11-12进气管道七,11-13、进气电动球阀七,11-14、远传压力表七,11-15、紧急排气阀七,12、系统控制室,13、石粉储罐一,14、石粉储罐二,15、石粉储罐三。
具体实施方式
下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参照图1,一种石粉自动化输送及分类存储系统,包括空压机1和系统控制室12,所述系统控制室12用于控制整个系统,所述空压机1由电动机2驱动,所述空压机1与主管路相连接,所述主管路上装有主管道安全阀3和主管道止回阀4,所述主管路上设置有中转储罐系统一、中转储罐系统二和中转储罐系统三,所述中转储罐系统一、中转储罐系统二、中转储罐系统三通过连接管路一与石粉储罐一13相连接,所述中转储罐系统一包括石粉中转储罐一5-1,所述石粉中转储罐一5-1上部设置有石粉放料口一5-3,所述石粉放料口一5-3下方设置有电动蝶阀一5-4,所述石粉中转储罐一5-1下方设置有传压管道一,所述传压管道一的两端分别与石粉中转储罐一5-1的两端相连通,所述传压管道一中间部位通过进气管道一5-17与主管路相连通,所述传压管道一上的进气管路一的一侧设置有右远传压力表一5-11和右电动球阀一5-12,所述传压管道一上的进气管路一的另一侧设置有左远传压力表一5-15和左电动球阀一5-14,所述石粉中转储罐一5-1的端部通过放料管道一5-8与连接管路一相连接,所述进气管道一5-17通过助吹管路一5-9与放料管道一5-8相连接,所述助吹管路一5-9上设置有电磁阀一5-13和助吹止回阀一5-10,所述放料管道一5-8上且中转储罐系统一与助吹管路一5-9之间设置有电动蝶阀二5-7。所述石粉中转储罐一5-1上设置有紧急排气阀一5-2、料位计一5-5和安全阀一5-6。
所述中转储罐系统二包括石粉中转储罐二6-1,所述石粉中转储罐二6-1上部设置有石粉放料口二6-3,所述石粉放料口二6-3下方设置有电动蝶阀三6-4,所述石粉中转储罐二6-1下方设置有传压管道二,所述传压管道二的两端分别与石粉中转储罐二6-1的两端相连通,所述传压管道二中间部位通过进气管道二6-17与主管路相连通,所述传压管道二上的进气管路二的一侧设置有右远传压力表二6-11和右电动球阀二6-12,所述传压管道二上的进气管路二的另一侧设置有左远传压力表二6-15和左电动球阀二6-14,所述石粉中转储罐二6-1的端部通过放料管道二6-8与连接管路二相连接,所述进气管道二6-17通过助吹管路二6-9与放料管道二6-8相连接,所述助吹管路二6-9上设置有电磁阀一5-13和助吹止回阀二6-10,所述放料管道二6-8上且中转储罐系统二与助吹管路二6-9之间设置有电动蝶阀四6-7。
所述石粉中转储罐二6-1上设置有紧急排气阀二6-2、料位计二6-5和安全阀二6-6。
所述中转储罐系统三包括石粉中转储罐三7-1,所述石粉中转储罐三7-1上部设置有石粉放料口三7-3,所述石粉放料口三7-3下方设置有电动蝶阀五7-4,所述石粉中转储罐三7-1下方设置有传压管道三,所述传压管道三的两端分别与石粉中转储罐三7-1的两端相连通,所述传压管道三中间部位通过进气管道三7-17与主管路相连通,所述传压管道三上的进气管路三的一侧设置有右远传压力表三7-11和右电动球阀三7-12,所述传压管道三上的进气管路三的另一侧设置有左远传压力表三7-15和左电动球阀三7-14,所述石粉中转储罐三7-1的端部通过放料管道三7-8与连接管路三相连接,所述进气管道三7-17通过助吹管路三7-9与放料管道三7-8相连接,所述助吹管路三7-9上设置有电磁阀一5-13和助吹止回阀三7-10,所述放料管道三7-8上且中转储罐系统三与助吹管路三7-9之间设置有电动蝶阀六7-7。所述石粉中转储罐三7-1上设置有紧急排气阀三7-2、料位计三7-5和安全阀三7-6。
所述主管路上设置有中转储罐系统四、中转储罐系统五,所述转储罐系统四、中转储罐系统五通过连接管路二与石粉储罐二14相连接,所述中转储罐系统四包括石粉中转储罐四8-4,所述石粉中转储罐四8-4通过进气管道四8-12与主管路相连接,所述石粉中转储罐四8-4通过放料管道四8-6与连接管路二相连接,所述连接管路二通过助吹管道四8-8与主管路相连接,所述进气管道四8-12上安装有进气管道截止阀四8-11和进气电动球阀四8-13,所述助吹管道四8-8上装有助吹止回阀四8-9和电磁阀四8-10,所述放料管道四8-6上装有电动蝶阀八8-7,所述石粉中转储罐四8-4上部装有石粉放料口四8-1,所述石粉放料口四8-1下部装有电动蝶阀七8-2,所述石粉中转储罐四8-4上装有远传压力表四8-14。所述石粉中转储罐四8-4上设置有紧急排气阀四8-15、料位计四8-5和安全阀四8-3。
所述中转储罐系统五包括石粉中转储罐五9-4,所述石粉中转储罐五9-4通过进气管道五9-12与主管路相连接,所述石粉中转储罐五9-4通过放料管道五9-6与连接管路二相连接,所述连接管路二通过助吹管道五9-8与主管路相连接,所述进气管道五9-12上安装有进气管道截止阀五9-11和进气电动球阀五,所述助吹管道五9-8上装有助吹止回阀五9-9和电磁阀五9-10,所述放料管道五9-6上装有电动蝶阀十9-7,所述石粉中转储罐五9-4上部装有石粉放料口五,所述石粉放料口五下部装有电动蝶阀九9-2,所述石粉中转储罐五9-4上装有远传压力表五9-14。所述石粉中转储罐五9-4上设置有紧急排气阀五9-15、料位计五9-5和安全阀五9-3。所述石粉储罐一13为500目石粉储罐,所述石粉储罐二14为60目石粉储罐,所述石粉储罐三15维325目石粉储罐。
所述主管路上设置有中转储罐系统六、中转储罐系统七,所述转储罐系统六、中转储罐系统七通过连接管路二与石粉储罐二14相连接,所述中转储罐系统六包括石粉中转储罐六10-4,所述石粉中转储罐六10-4通过进气管道六10-12与主管路相连接,所述石粉中转储罐六10-4通过放料管道六10-6与连接管路二相连接,所述连接管路二通过助吹管道六10-8与主管路相连接,所述进气管道六10-12上安装有进气管道截止阀六10-11和进气电动球阀六10-13,所述助吹管道六10-8上装有助吹止回阀六10-9和电磁阀六10-10,所述放料管道六10-6上装有电动蝶阀十二10-7,所述石粉中转储罐六10-4上部装有石粉放料口六10-1,所述石粉放料口六10-1下部装有电动蝶阀十一10-2,所述石粉中转储罐六10-4上装有远传压力表六10-14。所述石粉中转储罐六10-4上设置有紧急排气阀六10-15、料位计六10-5和安全阀六10-3。
所述中转储罐系统七包括石粉中转储罐七11-4,所述石粉中转储罐七11-4通过进气管道七11-12与主管路相连接,所述石粉中转储罐七11-4通过放料管道七11-6与连接管路二相连接,所述连接管路二通过助吹管道七11-8与主管路相连接,所述进气管道七11-12上安装有进气管道截止阀七11-11和进气电动球阀七11-13,所述助吹管道七11-8上装有助吹止回阀七11-9和电磁阀七11-10,所述放料管道七11-6上装有电动蝶阀十四11-7,所述石粉中转储罐七11-4上部装有石粉放料口七11-1,所述石粉放料口七11-1下部装有电动蝶阀十三11-2,所述石粉中转储罐七11-4上装有远传压力表七11-14。所述石粉中转储罐七11-4上设置有紧急排气阀七11-15、料位计七11-5和安全阀七11-3。
500目的石粉生产时,首选的的,与石粉放料口一5-3连接的电动蝶阀一5-4为打开状态,随着500目的石粉加工设备运转,500目的石粉落入石粉中转储罐一5-1。当石粉中转储罐一5-1装满时,被顶端的料位计一5-5感知,随后系统控制室12传出信号,电动机2开启,带动空压机1转动,缓慢转至额定转速。同时进气管道截止阀一5-16打开,电动蝶阀一5-4关闭,右电动球阀一5-12与左电动球阀一5-14同时打开,随后空压机1带来的空气经进气管道一5-17进入石粉中转储罐一5-1。当石粉中转储罐一5-1罐内压力到达0.2MPa时,右远传压力表一5-11与左远传压力表一5-15会将信号传至系统控制室12,然后系统控制室12传出信号将助吹管路一5-9上的电磁阀一5-13打开,清扫放料管道一5-8中的残留石粉。10秒钟后,电动蝶阀二5-7自动打开,此时,经由石粉中转储罐一5-1内部的流化装置处于悬浮状态的石粉,便因内外压力差经由电动蝶阀二5-7被挤压到放料管道一5-8,石粉经放料管道一5-8即输送到连接的石粉储罐一13。当石粉中转储罐一5-1罐内的石粉输送完毕后,石粉中转储罐一5-1的罐内压力会降至0.05MPa,右远传压力表一5-11与左远传压力表一5-15此时会将信号传至系统控制室12,然后系统控制室12传出信号将电动机2关闭,随之空压机1停止转动,然后关闭助吹管路一5-9上的电磁阀一5-13。当罐内压力会降至0后,进气管道截止阀一5-16、右电动球阀一5-12与左电动球阀一5-14同时关闭,打开电动蝶阀一5-4,30秒后关闭电动蝶阀二5-7。此时,石粉输送分类存储周期完成,等待石粉重新将石粉中转储罐一5-1装满后,进行下一个周期。
当石粉中转储罐二6-1装满时,被顶端的料位计二6-5感知,随后系统控制室12传出信号,电动机2开启,带动空压机1转动,缓慢转至额定转速。同时进气管道截止阀二6-16打开,电动蝶阀二5-7关闭,右电动球阀二6-12与左电动球阀二6-14同时打开,随后空压机1带来的空气经进气管道二6-17进入石粉中转储罐二6-1。当石粉中转储罐二6-1罐内压力到达0.2MPa时,右远传压力表二6-11与左远传压力表二6-15会将信号传至系统控制室12,然后系统控制室12传出信号将助吹管路二6-9上的电磁阀二6-13打开,清扫放料管道二6-8中的残留石粉。10秒钟后,电动蝶阀二5-7自动打开,此时,经由石粉中转储罐二6-1内部的流化装置处于悬浮状态的石粉,便因内外压力差经由电动蝶阀二5-7被挤压到放料管道二6-8,石粉经放料管道二6-8即输送到连接的石粉储罐二14。当石粉中转储罐二6-1罐内的石粉输送完毕后,石粉中转储罐二6-1的罐内压力会降至0.05MPa,右远传压力表二6-11与左远传压力表二6-15此时会将信号传至系统控制室12,然后系统控制室12传出信号将电动机2关闭,随之空压机1停止转动,然后关闭助吹管路二6-9上的电磁阀二6-13。当罐内压力会降至0后,进气管道截止阀二6-16、右电动球阀二6-12与左电动球阀二6-14同时关闭,打开电动蝶阀二5-7,30秒后关闭电动蝶阀二5-7。此时,石粉输送分类存储周期完成,等待石粉重新将石粉中转储罐二6-1装满后,进行下一个周期。
当石粉中转储罐三7-1装满时,被顶端的料位计三7-5感知,随后系统控制室12传出信号,电动机2开启,带动空压机1转动,缓慢转至额定转速。同时进气管道截止阀三7-16打开,电动蝶阀三6-4关闭,右电动球阀三7-12与左电动球阀三7-14同时打开,随后空压机1带来的空气经进气管道三7-17进入石粉中转储罐三7-1。当石粉中转储罐三7-1罐内压力到达0.2MPa时,右远传压力表三7-11与左远传压力表三7-15会将信号传至系统控制室12,然后系统控制室12传出信号将助吹管路三7-9上的电磁阀三7-13打开,清扫放料管道三7-8中的残留石粉。10秒钟后,电动蝶阀二5-7自动打开,此时,经由石粉中转储罐三7-1内部的流化装置处于悬浮状态的石粉,便因内外压力差经由电动蝶阀二5-7被挤压到放料管道三7-8,石粉经放料管道三7-8即输送到连接的石粉储罐三15。当石粉中转储罐三7-1罐内的石粉输送完毕后,石粉中转储罐三7-1的罐内压力会降至0.05MPa,右远传压力表三7-11与左远传压力表三7-15此时会将信号传至系统控制室12,然后系统控制室12传出信号将电动机2关闭,随之空压机1停止转动,然后关闭助吹管路三7-9上的电磁阀三7-13。当罐内压力会降至0后,进气管道截止阀三7-16、右电动球阀三7-12与左电动球阀三7-14同时关闭,打开电动蝶阀三6-4,30秒后关闭电动蝶阀二5-7。此时,石粉输送分类存储周期完成,等待石粉重新将石粉中转储罐三7-1装满后,进行下一个周期。
中转储罐系统二、中转储罐系统三的运行方法与中转储罐系统一的运行方法一致,当中转储罐系统一的石粉中转储罐一5-1装满后,关闭电动蝶阀一5-4打开中转储罐系统二中的电动蝶阀二5-7,在对石粉中转储罐二6-1进行存储,通过三个中转储罐系统,增大了系统的储存量和储存速度。
60目的石粉生产时,首选的,与石粉放料口四8-1连接的电动蝶阀四6-7为打开状态,随着60目的石粉加工设备运转,500目的石粉落入石粉中转储罐四8-4。当石粉中转储罐四8-4装满时,被顶端的料位计四8-5感知,随后系统控制室12传出信号,电动机2开启,带动空压机1转动,缓慢转至额定转速。同时进气管道截止阀四8-11打开,电动蝶阀四6-7关闭,右电动球阀四与左电动球阀四同时打开,随后空压机1带来的空气经进气管道四8-12进入石粉中转储罐四8-4。当石粉中转储罐四8-4罐内压力到达0.2MPa时,右远传压力表四8-14与左远传压力表四8-14会将信号传至系统控制室12,然后系统控制室12传出信号将助吹管路四上的电磁阀四8-10打开,清扫放料管道四8-6中的残留石粉。10秒钟后,电动蝶阀二5-7自动打开,此时,经由石粉中转储罐四8-4内部的流化装置处于悬浮状态的石粉,便因内外压力差经由电动蝶阀二5-7被挤压到放料管道四8-6,石粉经放料管道四8-6即输送到连接的石粉储罐四。当石粉中转储罐四8-4罐内的石粉输送完毕后,石粉中转储罐四8-4的罐内压力会降至0.05MPa,右远传压力表四8-14与左远传压力表四8-14此时会将信号传至系统控制室12,然后系统控制室12传出信号将电动机2关闭,随之空压机1停止转动,然后关闭助吹管路四上的电磁阀四8-10。当罐内压力会降至0后,进气管道截止阀四8-11、右电动球阀四与左电动球阀四同时关闭,打开电动蝶阀四6-7,30秒后关闭电动蝶阀二5-7。此时,石粉输送分类存储周期完成,等待石粉重新将石粉中转储罐四8-4装满后,进行下一个周期。
当石粉中转储罐五9-4装满时,被顶端的料位计五9-5感知,随后系统控制室12传出信号,电动机2开启,带动空压机1转动,缓慢转至额定转速。同时进气管道截止阀五9-11打开,电动蝶阀五7-4关闭,右电动球阀五与左电动球阀五同时打开,随后空压机1带来的空气经进气管道五9-12进入石粉中转储罐五9-4。当石粉中转储罐五9-4罐内压力到达0.2MPa时,右远传压力表五9-14与左远传压力表五9-14会将信号传至系统控制室12,然后系统控制室12传出信号将助吹管路五上的电磁阀五9-10打开,清扫放料管道五9-6中的残留石粉。10秒钟后,电动蝶阀二5-7自动打开,此时,经由石粉中转储罐五9-4内部的流化装置处于悬浮状态的石粉,便因内外压力差经由电动蝶阀二5-7被挤压到放料管道五9-6,石粉经放料管道五9-6即输送到连接的石粉储罐五。当石粉中转储罐五9-4罐内的石粉输送完毕后,石粉中转储罐五9-4的罐内压力会降至0.05MPa,右远传压力表五9-14与左远传压力表五9-14此时会将信号传至系统控制室12,然后系统控制室12传出信号将电动机2关闭,随之空压机1停止转动,然后关闭助吹管路五上的电磁阀五9-10。当罐内压力会降至0后,进气管道截止阀五9-11、右电动球阀五与左电动球阀五同时关闭,打开电动蝶阀五7-4,30秒后关闭电动蝶阀二5-7。此时,石粉输送分类存储周期完成,等待石粉重新将石粉中转储罐五9-4装满后,进行下一个周期。
当中转储罐系统四的石粉中转储罐四8-4装满后,关闭电动蝶阀七8-2打开中转储罐系统五中的电动蝶阀九9-2,在对石粉中转储罐五9-4进行存储,通过两个中转储罐系统,增大了系统的储存量和储存速度。
325目的石粉生产时,首选的,与石粉放料口六10-1连接的电动蝶阀六7-7为打开状态,随着325目的石粉加工设备运转,500目的石粉落入石粉中转储罐六10-4。当石粉中转储罐六10-4装满时,被顶端的料位计六10-5感知,随后系统控制室12传出信号,电动机2开启,带动空压机1转动,缓慢转至额定转速。同时进气管道截止阀六10-11打开,电动蝶阀十二10-7关闭,右电动球阀六与左电动球阀六同时打开,随后空压机1带来的空气经进气管道六10-12进入石粉中转储罐六10-4。当石粉中转储罐六10-4罐内压力到达0.2MPa时,右远传压力表六10-14与左远传压力表六10-14会将信号传至系统控制室12,然后系统控制室12传出信号将助吹管路六上的电磁阀六10-10打开,清扫放料管道六10-6中的残留石粉。10秒钟后,电动蝶阀十一10-7自动打开,此时,经由石粉中转储罐六10-4内部的流化装置处于悬浮状态的石粉,便因内外压力差经由电动蝶阀二5-7被挤压到放料管道六10-6,石粉经放料管道六10-6即输送到连接的石粉储罐六。当石粉中转储罐六10-4罐内的石粉输送完毕后,石粉中转储罐六10-4的罐内压力会降至0.05MPa,右远传压力表六10-14与左远传压力表六10-14此时会将信号传至系统控制室12,然后系统控制室12传出信号将电动机2关闭,随之空压机1停止转动,然后关闭助吹管路六上的电磁阀六10-10。当罐内压力会降至0后,进气管道截止阀六10-11、右电动球阀六与左电动球阀六同时关闭,打开电动蝶阀十二10-7,30秒后关闭电动蝶阀十二10-7。此时,石粉输送分类存储周期完成,等待石粉重新将石粉中转储罐六10-4装满后,进行下一个周期。
当石粉中转储罐七11-4装满时,被顶端的料位计七11-5感知,随后系统控制室12传出信号,电动机2开启,带动空压机1转动,缓慢转至额定转速。同时进气管道截止阀七11-11打开,电动蝶阀十三11-2关闭,右电动球阀七与左电动球阀七同时打开,随后空压机1带来的空气经进气管道七11-12进入石粉中转储罐七11-4。当石粉中转储罐七11-4罐内压力到达0.2MPa时,右远传压力表七11-14与左远传压力表七11-14会将信号传至系统控制室12,然后系统控制室12传出信号将助吹管路七上的电磁阀七11-10打开,清扫放料管道七11-6中的残留石粉。10秒钟后,电动蝶阀十四11-7自动打开,此时,经由石粉中转储罐七11-4内部的流化装置处于悬浮状态的石粉,便因内外压力差经由电动蝶阀十四11-7被挤压到放料管道七11-6,石粉经放料管道七11-6即输送到连接的石粉储罐七。当石粉中转储罐七11-4罐内的石粉输送完毕后,石粉中转储罐七11-4的罐内压力会降至0.05MPa,右远传压力表七11-14与左远传压力表七11-14此时会将信号传至系统控制室12,然后系统控制室12传出信号将电动机2关闭,随之空压机1停止转动,然后关闭助吹管路七上的电磁阀七11-10。当罐内压力会降至0后,进气管道截止阀七11-11、右电动球阀七与左电动球阀七同时关闭,打开电动蝶阀十三11-2,30秒后关闭电动蝶阀十四11-7。此时,石粉输送分类存储周期完成,等待石粉重新将石粉中转储罐七11-4装满后,进行下一个周期。
当中转储罐系统六的石粉中转储罐六10-4装满后,关闭电动蝶阀十一10-2打开中转储罐系统七中的电动蝶阀十三11-2,在对石粉中转储罐七11-4进行存储,通过两个中转储罐系统,增大了系统的储存量和储存速度。
本发明的另一种实施例为:一种石粉自动化输送及分类存储系统,包括空压机1和系统控制室12,所述系统控制室12用于控制整个系统,所述空压机1由电动机2驱动,所述空压机1与主管路相连接,所述主管路上装有主管道安全阀3和主管道止回阀4,所述主管路上设置有中转储罐系统四、中转储罐系统五,所述转储罐系统四、中转储罐系统五通过连接管路二与石粉储罐二14相连接,所述中转储罐系统四包括石粉中转储罐四8-4,所述石粉中转储罐四8-4通过进气管道四8-12与主管路相连接,所述石粉中转储罐四8-4通过放料管道四8-6与连接管路二相连接,所述连接管路二通过助吹管道四8-8与主管路相连接,所述进气管道四8-12上安装有进气管道截止阀四8-11和进气电动球阀四8-13,所述助吹管道四8-8上装有助吹止回阀四8-9和电磁阀四8-10,所述放料管道四8-6上装有电动蝶阀八8-7,所述石粉中转储罐四8-4上部装有石粉放料口四8-1,所述石粉放料口四8-1下部装有电动蝶阀七8-2,所述石粉中转储罐四8-4上装有远传压力表四8-14。
所述中转储罐系统五包括石粉中转储罐五9-4,所述石粉中转储罐五9-4通过进气管道五9-12与主管路相连接,所述石粉中转储罐五9-4通过放料管道五9-6与连接管路二相连接,所述连接管路二通过助吹管道五9-8与主管路相连接,所述进气管道五9-12上安装有进气管道截止阀五9-11和进气电动球阀五,所述助吹管道五9-8上装有助吹止回阀五9-9和电磁阀五9-10,所述放料管道五9-6上装有电动蝶阀十9-7,所述石粉中转储罐五9-4上部装有石粉放料口五,所述石粉放料口五下部装有电动蝶阀九9-2,所述石粉中转储罐五9-4上装有远传压力表五9-14。所述石粉中转储罐五9-4上设置有紧急排气阀五9-15、料位计五9-5和安全阀五9-3。
60目的石粉生产时,首选的,与石粉放料口四8-1连接的电动蝶阀八8-7为打开状态,随着60目的石粉加工设备运转,500目的石粉落入石粉中转储罐四8-4。当石粉中转储罐四8-4装满时,被顶端的料位计四8-5感知,随后系统控制室12传出信号,电动机2开启,带动空压机1转动,缓慢转至额定转速。同时进气管道截止阀四8-11打开,电动蝶阀八8-7关闭,右电动球阀四与左电动球阀四同时打开,随后空压机1带来的空气经进气管道四8-12进入石粉中转储罐四8-4。当石粉中转储罐四8-4罐内压力到达0.2MPa时,右远传压力表四8-14与左远传压力表四8-14会将信号传至系统控制室12,然后系统控制室12传出信号将助吹管路四上的电磁阀四8-10打开,清扫放料管道四8-6中的残留石粉。10秒钟后,电动蝶阀八8-7自动打开,此时,经由石粉中转储罐四8-4内部的流化装置处于悬浮状态的石粉,便因内外压力差经由电动蝶阀八8-7被挤压到放料管道四8-6,石粉经放料管道四8-6即输送到连接的石粉储罐四。当石粉中转储罐四8-4罐内的石粉输送完毕后,石粉中转储罐四8-4的罐内压力会降至0.05MPa,右远传压力表四8-14与左远传压力表四8-14此时会将信号传至系统控制室12,然后系统控制室12传出信号将电动机2关闭,随之空压机1停止转动,然后关闭助吹管路四上的电磁阀四8-10。当罐内压力会降至0后,进气管道截止阀四8-11、右电动球阀四与左电动球阀四同时关闭,打开电动蝶阀八8-7,30秒后关闭电动蝶阀八8-7。此时,石粉输送分类存储周期完成,等待石粉重新将石粉中转储罐四8-4装满后,进行下一个周期。
当石粉中转储罐五9-4装满时,被顶端的料位计五9-5感知,随后系统控制室12传出信号,电动机2开启,带动空压机1转动,缓慢转至额定转速。同时进气管道截止阀五9-11打开,电动蝶阀九9-4关闭,右电动球阀五与左电动球阀五同时打开,随后空压机1带来的空气经进气管道五9-12进入石粉中转储罐五9-4。当石粉中转储罐五9-4罐内压力到达0.2MPa时,右远传压力表五9-14与左远传压力表五9-14会将信号传至系统控制室12,然后系统控制室12传出信号将助吹管路五上的电磁阀五9-10打开,清扫放料管道五9-6中的残留石粉。10秒钟后,电动蝶阀二5-7自动打开,此时,经由石粉中转储罐五9-4内部的流化装置处于悬浮状态的石粉,便因内外压力差经由电动蝶阀二5-7被挤压到放料管道五9-6,石粉经放料管道五9-6即输送到连接的石粉储罐五。当石粉中转储罐五9-4罐内的石粉输送完毕后,石粉中转储罐五9-4的罐内压力会降至0.05MPa,右远传压力表五9-14与左远传压力表五9-14此时会将信号传至系统控制室12,然后系统控制室12传出信号将电动机2关闭,随之空压机1停止转动,然后关闭助吹管路五上的电磁阀五9-10。当罐内压力会降至0后,进气管道截止阀五9-11、右电动球阀五与左电动球阀五同时关闭,打开电动蝶阀九9-4,30秒后关闭电动蝶阀九9-4。此时,石粉输送分类存储周期完成,等待石粉重新将石粉中转储罐五9-4装满后,进行下一个周期。
当中转储罐系统四的石粉中转储罐四8-4装满后,关闭电动蝶阀七8-2打开中转储罐系统五中的电动蝶阀九9-2,在对石粉中转储罐五9-4进行存储,通过两个中转储罐系统,增大了系统的储存量和储存速度。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种MCS存储系统卷迁移的自动化测试系统及方法
- 一种用于物流运输线的分类式输送机
- 一种产品分类输送装置及方法
- 一种具有垃圾焚烧分类处理输送功能的环保装置
- 一种基于物联网的自动化分拣输送设备
- 一种非标钻杆加工用具有转运结构的自动化分类输送装置
- 一种自动化分类拣选输送设备