一种动力盖振动盘供料机构及其使用方法
文献发布时间:2024-01-17 01:13:28
技术领域
本发明属于机械制造自动化技术领域,具体涉及一种动力盖振动盘供料机构及其使用方法。
背景技术
随着科技的高速发展,传统的手工作业模式逐步被机械自动化生产取代,显著提升了生产效率。注射笔又称自动注射器,其目前应用已较为广泛,可进行胰岛素等药液注射。注射笔的结构精细且较为复杂,包括动力盖、副弹簧、滑块、主弹簧等十几个零部件,动力盖与注射笔其他零部件的组装通常需要人工完成,在组装前,动力盖凌乱放置,很难做到摆放一致,而且在组装时需要人工摆正再组装,工作效率低下,很难满足当今社会大批量生产需求。
发明内容
为解决现有技术中存在的技术问题,本发明的目的在于提供一种动力盖振动盘供料机构及其使用方法。
为实现上述目的,达到上述技术效果,本发明采用的技术方案为:
一种动力盖振动盘供料机构,包括振动盘本体、送料导轨、横移气缸、第一切料气缸、第二切料气缸、检测光纤、分料限位座、横移限位座和挡位板,所述振动盘本体与送料导轨入口端相连接,送料导轨出口端设置有分料限位座,分料限位座上设置有若干个用于存放动力盖的取料位置,第一切料气缸上设置有横移气缸、第二切料气缸和分料限位座,横移气缸、第二切料气缸、第一切料气缸由上至下顺序设置,横移气缸上设置有横移限位座,横移气缸沿平行于送料导轨方向往复运动,第一切料气缸沿垂直于送料导轨方向往复运动,第二切料气缸沿垂直于送料导轨方向往复运动,分料限位座能够在第一切料气缸和/或第二切料气缸的协同作用下运动并使其上的取料位置逐个与送料轨道出口端对齐,具体的,本发明通过横移气缸驱动横移限位座朝向或背向送料导轨运动,第一切料气缸沿垂直于送料导轨方向往复运动并能够带动其上的横移气缸、横移限位座、第二切料气缸和分料限位座沿垂直于送料导轨方向同步运动,进而能够使送料导轨出口端与取料位置Ⅰ对齐,便于来自送料导轨的动力盖进入取料位置Ⅰ内,第二切料气缸沿垂直于送料导轨方向往复运动并能够带动其上的横移气缸、横移限位座和分料限位座沿垂直于送料导轨方向同步运动,进而能够使送料导轨出口端与取料位置Ⅱ对齐,便于来自送料导轨的动力盖进入取料位置Ⅱ内。
进一步的,所述振动盘本体设置于工作台上且位于保护框内,所述振动盘本体内设置有螺旋形的上料导轨,所述送料导轨设置于工作台上且其入口端设置于保护框内,所示送料导轨出口端露出保护框。
进一步的,所述送料导轨呈一字型结构,所述送料导轨出口端设置于挡位板顶部开口处,所述送料导轨通过导轨安装座固定于工作平台上,所述工作平台安装于工作台上。
进一步的,所述挡位板呈T型结构,所述挡位板顶部两侧的T型边能够分别完全覆盖分料限位座上的取料位置Ⅰ和取料位置Ⅱ。
进一步的,所述第一切料气缸底部通过固定座固定于工作平台上再固定于工作台上,所述第一切料气缸顶部设置有安装座,所述安装座上设置有第二切料气缸,所述第二切料气缸顶部设置有导向座,所述导向座上设置有横移气缸,所述导向座上且靠近送料导轨出口端设置有分料限位座。
进一步的,所述横移限位座下方设置有若干个卡槽,一个卡槽分别与一个取料位置相适配。
进一步的,所述横移限位座下方两侧对称设置有卡槽,所述分料限位座相对的两侧对称设置有取料位置Ⅰ和取料位置Ⅱ,所述取料位置Ⅰ和取料位置Ⅱ分别与一个卡槽相适配,所述分料限位座上且靠近取料位置Ⅰ和取料位置Ⅱ11处分别设置有检测光纤,所述取料位置Ⅰ和取料位置Ⅱ的开口能够被挡位板完全覆盖。来自送料导轨的动力盖先在第一切料气缸与横移气缸的协同作用下进入取料位置Ⅰ,第一切料气缸复位后,来自送料导轨的动力盖会在第二切料气缸与横移气缸的协同作用下进入取料位置Ⅱ,机械手会抓取取料位置Ⅰ和取料位置Ⅱ上的动力盖至合适位置,便于后期组装。
进一步的,所述卡槽呈类U型,所述卡槽相对的两侧边朝内折边。
进一步的,所述横移气缸、第二切料气缸和第一切料气缸分别与上位机输出端相连并受上位机的控制,所述分料限位座上的检测光纤与上位机输入端相连并将检测信号传送至上位机进行处理,通过上位机驱动横移气缸、第二切料气缸、第一切料气缸各自的启闭运动。
一种动力盖振动盘供料机构的使用方法,包括以下步骤:
1)、将需生产的若干动力盖倒入振动盘本体中进行振动,经过上料导轨排成一排并按序进入送料导轨内;
2)、横移气缸、第一切料气缸移至动点位,来自送料导轨的动力盖进入分料限位座上的取料位置Ⅰ,检测光纤感应到产品后,第一切料气缸回原点;
3)、第二切料气缸移至动点位,来自送料导轨的动力盖进入分料限位座上的取料位置Ⅱ,检测光纤感应到产品后,横移气缸、第二切料气缸回原点;
整个过程持续时间<6s。
与现有技术相比,本发明的有益效果为:
本发明公开了一种动力盖振动盘供料机构及其使用方法,利用振动盘本体将动力盖摆正并成排送入送料导轨,无需人工摆正,提高了工作效率,同时,利用横移气缸、第一切料气缸、第二切料气缸的协同作用将送料导轨的动力盖逐个送入分料限位座的取料位置,再利用机械手抓取取料位置处的动力盖至合适位置,便于后续与注射笔其他零部件进行组装,变人工劳动为工业化生产,进一步提高了工作效率,更适合工业化流水线推广使用。
附图说明
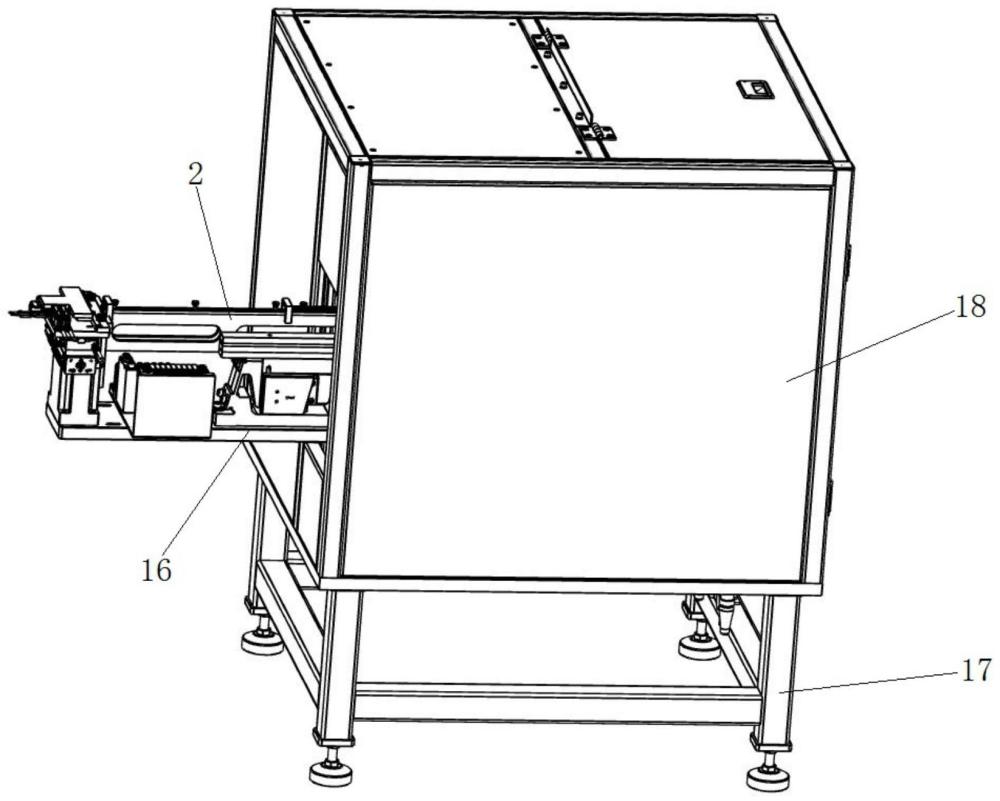
图1为本发明的整体结构立体示意图;
图2为本发明未安装保护框时的立体结构示意图;
图3为本发明的送料导轨、横移气缸、第一切料气缸、第二切料气缸、检测光纤、分料限位座、工作平台的立体结构示意图;
图4为本发明的送料导轨的立体结构示意图;
图5为本发明的横移气缸、第一切料气缸、第二切料气缸、检测光纤、分料限位座、工作平台的立体结构示意图;
图6为本发明的横移气缸、第一切料气缸、第二切料气缸、检测光纤、分料限位座的立体结构示意图;
图7为本发明的挡位板的立体结构示意图;
图8为本发明的卡槽的立体结构示意图。
具体实施方式
下面对本发明进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
以下给出一个或多个方面的简要概述以提供对这些方面的基本理解。此概述不是所有构想到的方面的详尽综览,并且既非旨在指认出所有方面的关键性或决定性要素亦非试图界定任何或所有方面的范围。其唯一的目的是要以简化形式给出一个或多个方面的一些概念以为稍后给出的更加详细的描述之序。
实施例1
如图1-8所示,一种动力盖振动盘供料机构,包括振动盘本体1、送料导轨2、横移气缸3、第一切料气缸4、第二切料气缸5、检测光纤6、分料限位座7、上料导轨8、安装座12、导向座13、横移限位座14、固定座15、工作平台16、工作台17、保护框18、导轨安装座19和挡位板20,保护框18内设置有振动盘本体1,振动盘本体1内设置有螺旋形的上料导轨8,振动盘本体1出口端与送料导轨2入口端相连接,送料导轨2呈一字型结构,送料导轨2入口端设置于保护框18内,送料导轨2出口端(远离振动盘本体1的一端)露出保护框18,送料导轨2出口端设置有分料限位座7和挡位板20,送料导轨2出口端设置于挡位板20顶部开口处,第一切料气缸4上设置有横移气缸3、第二切料气缸5和分料限位座7,横移气缸3、第二切料气缸5、第一切料气缸4由上至下顺序设置,横移气缸3沿平行于送料导轨2方向往复运动,第一切料气缸4沿垂直于送料导轨2方向往复运动,第二切料气缸5沿垂直于送料导轨2方向往复运动,分料限位座7相对的两侧分别设置有取料位置Ⅰ10和取料位置Ⅱ11,若干动力盖9倒入振动盘本体1中进行振动,经过上料导轨8排成一排并按序进入送料导轨2内,分料限位座7能够在第一切料气缸4和/或第二切料气缸5的驱动作用下运动并使其上的取料位置Ⅰ10或取料位置Ⅱ11与送料导轨2的出口端对齐,动力盖9经过送料导轨2送入分料限位座7上的取料位置Ⅰ10或取料位置Ⅱ11,挡位板20呈T型结构,挡位板20顶部两侧的T型边分别能够完全覆盖取料位置Ⅰ10和取料位置Ⅱ11处的开口,通过挡位板20顶部两侧的T型边挡住取料位置Ⅰ10和取料位置Ⅱ11处的动力盖9,避免动力盖9掉落等,便于后期机械手抓取。
分料限位座7上且靠近取料位置Ⅰ10和取料位置Ⅱ11处分别设置有检测光纤6,取料位置Ⅰ10和取料位置Ⅱ11处的检测光纤6分别检测取料位置Ⅰ10和取料位置Ⅱ11上是否有动力盖9并分别传输信号至上位机,上位机接收到有动力盖9则驱动机械手抓取对应位置处的动力盖9。
作为具体的一种实施方式,第一切料气缸4顶部设置有安装座12,安装座12上设置有第二切料气缸5,第二切料气缸5顶部设置有导向座13,导向座13上设置有横移气缸3和分料限位座7,导向座13上且靠近送料导轨2出口端设置有分料限位座7,横移气缸3上设置有呈T型对称的横移限位座14,分料限位座7和横移限位座14均与送料导轨2出口端同轴设置,横移限位座14下方两侧对称设置有卡槽21,卡槽21呈类U型,卡槽21相对的两侧边朝内折边,取料位置Ⅰ10和取料位置Ⅱ11分别与一个卡槽21同轴设置,且位置一一对应并适配,卡槽21、取料位置Ⅰ10和取料位置Ⅱ11均与动力盖9的尺寸、形状等相适配,通过横移气缸3驱动横移限位座14朝向或背向送料导轨2运动,通过卡槽21确保来自送料导轨2的动力盖9进入取料位置Ⅰ10或取料位置Ⅱ11后不会掉落或产生错位等,第一切料气缸4底部设置有固定座15,第一切料气缸4通过固定座15固定于工作平台16上,送料导轨2通过导轨安装座19固定于工作平台16上,工作平台16安装于工作台17上,工作台17上设置有保护框18,第一切料气缸4沿垂直于送料导轨2方向往复运动并能够带动其上的横移气缸3、横移限位座14、第二切料气缸5和分料限位座7沿垂直于送料导轨2方向同步运动,进而能够使送料导轨2出口端与取料位置Ⅰ10对齐,便于来自送料导轨2的动力盖9进入取料位置Ⅰ10内,第二切料气缸5沿垂直于送料导轨2方向往复运动并能够带动其上的横移气缸3、横移限位座14和分料限位座7沿垂直于送料导轨2方向同步运动,进而能够使送料导轨2出口端与取料位置Ⅱ11对齐,便于来自送料导轨2的动力盖9进入取料位置Ⅱ11内。
作为具体的一种实施方式,分料限位座7相对的两侧对称设置有取料位置Ⅰ10和取料位置Ⅱ11,取料位置Ⅰ10和取料位置Ⅱ11两侧分别设置有检测光纤6,来自送料导轨2的动力盖9先在第一切料气缸4与横移气缸3的驱动作用下进入取料位置Ⅰ10,第一切料气缸4复位后,来自送料导轨2的动力盖9会在第二切料气缸5与横移气缸3的驱动作用下进入取料位置Ⅱ11,机械手会抓取取料位置Ⅰ10和取料位置Ⅱ11上的动力盖9至合适位置,便于后期组装。
为实现流水线生产需求,横移气缸3、第二切料气缸5、第一切料气缸4分别与上位机输出端相连并受上位机的控制,检测光纤6与上位机输入端相连并将检测信号传送至上位机进行处理,通过上位机驱动横移气缸3、第二切料气缸5、第一切料气缸4各自的启闭运动。
一种动力盖振动盘供料机构的使用方法,包括以下步骤:
1)、将需生产的若干动力盖9倒入振动盘本体1中进行振动,经过上料导轨8排成一排并按序进入送料导轨2内;
2)、在上位机的驱动作用下,横移气缸3、第一切料气缸4各自移至动点位,通过横移气缸3驱动横移限位座14背向送料导轨2运动至合适位置,分料限位座7能够在第一切料气缸4的驱动作用下运动并使其上的取料位置Ⅰ10与送料导轨2的出口端对齐,来自送料导轨2的动力盖9进入分料限位座7上的取料位置Ⅰ10,检测光纤6感应到产品后,在上位机的驱动作用下,第一切料气缸4回原点;
3)、在上位机的驱动作用下,第二切料气缸5移至动点位,分料限位座7能够在第二切料气缸5的驱动作用下运动并使其上的取料位置Ⅱ11与送料导轨2的出口端对齐,来自送料导轨2的动力盖9进入分料限位座7上的取料位置Ⅱ11,检测光纤6感应到产品后,在上位机的驱动作用下,横移气缸3、第二切料气缸5回原点,即通过横移气缸3驱动横移限位座14朝向送料导轨2运动至使横移限位座14下方的两个卡槽21对取料位置Ⅰ10和取料位置Ⅱ11处的动力盖9进行限位,上位机驱动机械手抓取动力盖9;
整个过程持续时间<6s。
本发明未具体描述的部分或结构采用现有技术或现有产品即可,在此不做赘述。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种振动盘式螺丝供料机
- 一种振动盘供料装置
- 一种高压气封式粉粒体旋转供料器及其使用方法
- 一种盖面加工模具及其使用方法
- 一种电机端盖的自动加工检测装置及其使用方法
- 一种注射笔主体振动盘供料机构及其使用方法
- 一种用于振动盘的上盖翻转机构和上盖振动盘