一种铝型材电解着色单锡盐专用恒温封孔设备
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及型材电解加工技术技术领域,具体提出了一种铝型材电解着色单锡盐专用恒温封孔设备。
背景技术
铝型材在加工成型后会进行后续的表面加工处理,一般首先会通过电解的方式形成阳极氧化膜,阳极氧化膜能提高铝型材表面的耐磨性,但是阳极氧化膜本身呈现微孔状,微孔状的阳极氧化膜韧性不佳,在受热或折弯成型加工时容易出现裂纹,因此必须对形成阳极氧化膜后的铝型材进行封孔处理;现有技术下,一般通过电泳涂漆的方式一方面可对铝型材进行着色处理,从而提高铝型材的表面外观,另一方面正是通过电解着色的方式对阳极氧化膜的微孔完成封孔处理。
行业内的铝型材电解着色广泛采用镍锡混盐着色或单锡盐着色;生产中添加的药品为硫酸亚锡(SnSO4),但在溶液中,Sn2+在空气和光线的影响下容易被氧化成失去着色能力的Sn4+,Sn4+发生水解会生成氢氧化锡[Sn(OH)4]沉淀,从而槽液浓度的降低,另外,四价锡沉淀在电解池空间内生成的随机性会造成槽液浓度不均匀,着色时在整个铝型材上容易产生明显的色差,因此需要主动延长电解着色的时间用于消除色差而保证着色的均匀性,从而大大制约了电解着色的效率和产能。
另一方面,在电解着色过程中,铝型材需要放置在电解槽中,但铝型材大多随意摆放,因此同样会造成铝型材接触着色离子的不均,且铝型材的随意放置会造成型材部分表面的覆盖,因此需要在电解过程中主动翻动铝型材,从而保证铝型材外表着色的全覆盖,比较麻烦。
发明内容
为了解决上述问题,本发明提供了一种铝型材电解着色单锡盐专用恒温封孔设备,用于解决上述背景技术中提到的问题。
为了实现上述目的,本发明采用以下技术方案来实现:一种铝型材电解着色单锡盐专用恒温封孔设备,包括定位导架、多个呈竖直堆叠放置在所述定位导架上用于水平承托放置铝型材的层叠托料架以及定位配合放置在所述定位导架上的阴极排组装置。
所述层叠托料架包括用于水平堆叠定位放置且呈方框状的堆叠框架,所述堆叠框架框内在位于其中两个相对位置的框边处均装配有切换驱动机构,两个所述切换驱动机构对称设置,所述切换驱动机构上沿框边长度方向上均匀分布装配有多个双托料装置,两个所述切换驱动机构上的所述双托料装置呈一一对应水平镜像设置,所述双托料装置包括通过切换驱动机构拨动旋转的拨转架,所述拨转架上上下分布装配有插杆机构和托板机构,所述插杆机构和所述托板机构均与所述堆叠框架保持水平导向配合;所述阴极排组装置包括起吊框架以及多个竖直固定在所述起吊框架底端的阴极板,多个所述阴极板沿水平直线方向均匀分布;所述阴极板包括内嵌支撑板以及镶嵌分布在所述内嵌支撑板两侧板面的锡板。
当所述阴极排组装置未定位配合放置在所述定位导架上时,铝型材可水平放置在处于相对位置的两个所述双托料装置中的两个托板机构之间;当所述阴极排组装置定位配合放置在所述定位导架上时,多个堆叠放置的所述层叠托料架均与所述阴极排组装置保持阴极电性连接,由对应镜像设置构成的多组所述双托料装置与多个所述阴极板均匀相间分布,每组所述双托料装置位于相邻分布的两个所述阴极板之间;且铝型材可从处于相对位置的两个所述双托料装置的两个所述托板机构之间切换放置在两个所述插杆机构之间。
优选的,所述切换驱动机构包括水平转动安装在所述堆叠框架上的拨转轴,多个所述双托料装置沿所述拨转轴均匀分布设置,所述拨转架呈H形且固定在所述拨转轴上,所述拨转架包括两个沿所述拨转轴轴向分布的拨转臂,所述拨转臂相对所述拨转轴轴向垂直设置,且所述拨转臂在位于所述拨转轴中心轴两侧等距设置有拨转孔,所述拨转孔为沿所述拨转臂长度方向延伸的延伸孔,所述插孔机构装配在两个所述拨转臂中其中两个位于所述拨转轴中心轴同侧的两个所述拨转孔之间,所述托板机构装配在两个所述拨转臂中另外两个所述拨转孔之间。
优选的,所述托板机构包括位于两个所述拨转臂之间的托料板,所述托料板上水平设置有穿插在两个所述拨转孔之间的一号搭杆;所述托料板上固定有多个与所述堆叠框架水平滑动配合的托料导杆,所述托料导杆与所述一号搭杆相对垂直设置。
优选的,所述插杆机构包括位于两个所述拨转臂之间的基座梁,所述基座梁上水平设置有穿插在两个所述拨转孔之间的二号搭杆,所述基座梁上一侧固定有多个与所述堆叠框架水平滑动配合的插杆导杆,所述基座梁上另一侧水平固定有与所述插杆导杆平行设置且用于内撑夹紧的托料插杆;所述插杆导杆与所述二号搭杆相对垂直设置,所述插杆导杆上套设有两端分别固定在所述基座梁以及所述堆叠框架上的拉簧。
优选的,所述内嵌支撑板上靠近顶端以及底端的位置均设置有夹紧机构,所述内嵌支撑板的底端固定有用于承托锡板的底托挡板,所述锡板通过两个所述夹紧机构与所述内嵌支撑板夹紧固定接触。
优选的,所述切换驱动机构还包括驱动架、花键导杆和复位弹簧,所述拨转轴上固定有两个齿轮,多个所述双托料装置分布在两个所述齿轮之间,两个所述齿轮处均对应设置有所述驱动架,所述驱动架呈L板型且倒置设置,所述驱动架的竖直板上设置有与所述齿轮啮合的竖直齿条,所述驱动架的水平板上竖直滑动配合安装有所述花键导杆,所述花键导杆固定在所述堆叠框架上,所述复位弹簧套设在所述花键导杆上,且所述复位弹簧两端分别固定在所述堆叠框架以及所述驱动架的水平板上。
优选的,当多个所述层叠托料架呈堆叠放置时,位于上方位置的所述驱动架竖直板的底端与位于下方对应位置的驱动架水平板顶端接触;所述起吊框架上相对每组堆叠时呈竖直分布的驱动架均固定设置有用于向下触压位于最上方的驱动架的触压块。
优选的,所述托料插杆包括一端固定在基座梁上的圆柱基杆,所述圆柱基杆的另一端呈中空状,且所述中空端圆周均匀设置有多个用于径向引导的导向槽,每个所述导向槽中均滑动配合安装有内撑滑块,所述圆柱基杆的中空腔内相对每个所述内撑滑块均对应设置有弹簧片,所述弹簧片固定在所述圆柱基杆内端面与所述内撑滑块之间。
上述技术方案具有如下优点或者有益效果:1、本发明提供了一种铝型材电解着色单锡盐专用恒温封孔设备,通过锡板作为单锡盐的电解来源,代替了传统的直接添加硫酸亚锡药品的方式,大大减少硫酸亚锡水解沉淀,使槽液浓度分布更加稳定,降低了药品消耗,在保证电解着色效果的前提下大大提高了电解着色的效率。
2、本发明提供了一种铝型材电解着色单锡盐专用恒温封孔设备,通过多个层叠托料板的层叠堆放设置能够使得铝型材在电解槽中均匀分散放置,提高了着色接触的均匀性,另外,在位于层叠托料架中设置有相互配合的多组双托料装置,能够在电解槽中将铝型材定位放置在两个托料插杆之间,避免了铝型材表面的局部覆盖,使得铝型材表面完全暴露,便于全覆盖着色加工。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明及其特征、外形和优点将会变得更加明显。在全部附图中相同的标记指示相同的部分,并未刻意按照比例绘制附图,重点在于示出本发明的主旨。
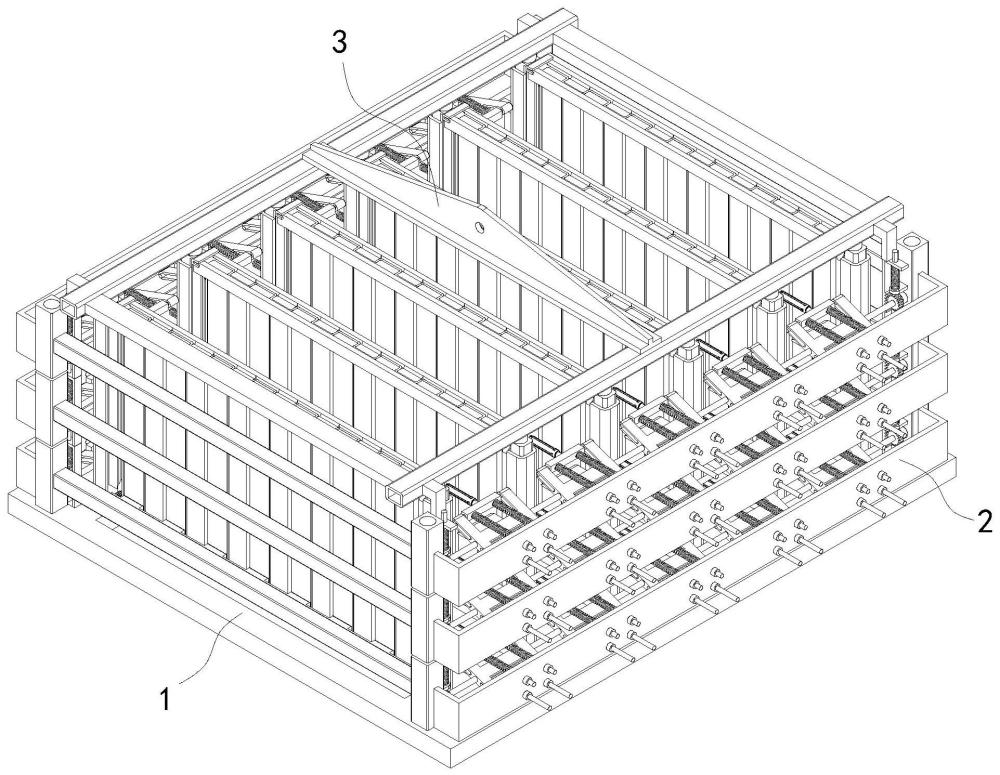
图1是本发明提供的一种铝型材电解着色单锡盐专用恒温封孔设备的立体结构示意图。
图2是本发明提供的一种铝型材电解着色单锡盐专用恒温封孔设备的俯视图。
图3是图2中A-A的剖视图。
图4是图3中B处的局部放大示意图。
图5是图3中C处的局部放大示意图。
图6是层叠托料架与定位导架之间的定位放置状态示意图。
图7是图6中D处的局部放大示意图。
图8是阴极排组装置与定位导架之间的定位配合放置状态示意图。
图9是双托料装置与导向板装配的主视图。
图10是图9中E-E的剖视图。
图11是托料插杆的立体图。
图12是托料插杆的侧视图。
图13是阴极板在一个视角下的立体结构示意图。
图14是阴极板在另一个视角下的立体结构示意图。
图15是铝型材的结构示意图。
图中:1、定位导架;11、定位导轨;12、定位导孔;2、层叠托料架;21、堆叠框架;211、插接柱;2111、插接孔;2112、插接杆;212、框架梁;213、导向板;22、切换驱动机构;221、拨转轴;2211、齿轮;222、驱动架;2221、竖直齿条;223、花键导杆;224、复位弹簧;23、双托料装置;24、拨转架;241、拨转臂;2411、拨转孔;25、托板机构;251、托料板;252、一号搭杆;253、托板导杆;26、插杆机构;261、基座梁;262、二号搭杆;263、插杆导杆;264、拉簧;27、托料插杆;271、圆柱基杆;2711、导向槽;272、内撑滑块;273、弹簧片;3、阴极排组装置;31、起吊框架;311、触压块;32、阴极板;33、内嵌支撑板;331、方波槽;34、底托挡板;35、锡板;36、夹紧机构;361、导向块;362、滑动夹板;363、夹紧弹簧;364、夹紧凸块;37、滑动柱。
具体实施方式
下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施,但不作为对本发明的限定。
如图1和图2所示,一种铝型材电解着色单锡盐专用恒温封孔设备,包括定位导架1、三个呈竖直堆叠放置在定位导架1上用于水平承托放置铝型材的层叠托料架2以及定位配合放置在定位导架1上的阴极排组装置3。
如图3、图6、图7和图8所示,层叠托料架2包括用于水平堆叠定位放置且呈方框状的堆叠框架21,堆叠框架21包括四个处于方框顶角位置的插接柱211、两个相对设置的框架梁212以及两个相对设置的导向板213,框架梁212以及导向板213均焊接在两个插接柱211之间,且相邻位置的框架梁212与导向板213通过一个插接柱211串连焊接,从而共同焊接围成方框结构,其中导向板213呈匚形板结构,且导向板213的匚形凹口朝向堆叠框架21框内一侧,三个层叠托料架2通过堆叠框架21实现层叠堆放,主要通过四个插接柱211实现对应插接堆放,插接柱211的底端焊接有圆柱状的插接杆2112,且插接柱211的顶端设置有与插接杆2112同轴设置且可供插接杆2112配合插入的呈圆孔状的插接孔2111;另外,定位导架1上相对堆叠框架21上的四个插接柱211一一对应设置有四个定位导孔12,当将三个层叠托料架2依次堆叠放置在定位导架1上时,具体的,其中位于最底层的层叠托料架2对准定位放置在定位导架1上,使得四个插接柱211的插接杆2112一一对应插入四个定位导孔12中,使得最底层的层叠托料架2与定位导架1实现定位放置,随后将另外两个层叠托料架2在最底层的层叠托料架2上依次堆叠放置,即将位于上层的层叠托料架2中的四个插接柱211中的插接杆2112一一对应插入位于下层的层叠托料架2中四个插接柱211中的插接孔2111中即可。
如图6和图7所示,堆叠框架21框内在位于两个导向板213处均装配有切换驱动机构22,两个切换驱动机构22对称设置,切换驱动机构22包括拨转轴221,驱动架222、花键导杆223和复位弹簧224,拨转轴221通过轴承水平转动安装在与导向板213焊接的两个插接柱211之间;拨转轴221上在靠近两个插接柱211的位置一一对应焊接有两个齿轮2211,两个齿轮2211处均对应设置有驱动架222,驱动架222呈L板型且倒置设置,驱动架222的竖直板上设置有与齿轮2211啮合的竖直齿条2221,驱动架222的水平板上竖直滑动配合安装有花键导杆223,花键导杆223通过固定板焊接在相邻位置的插接柱211上,复位弹簧224套设在花键导杆223上,且复位弹簧224两端分别焊接在花键导杆223的固定板上以及驱动架222的水平板上。当三个层叠托料架2呈堆叠放置时,位于上方位置的驱动架222竖直板的底端与位于下方对应位置的驱动架222水平板顶端刚好接触,即在堆叠状态时,位于上层位置的驱动架222并不向下触压下层位置的驱动架222,复位弹簧224不产生被动压缩。
如图3、图4、图6和图7所示,拨转轴221上在位于两个齿轮2211之间的轴段上装配有五个双托料装置23,五个双托料装置23在拨转轴221轴向上均匀分布设置;两个切换驱动机构22上的双托料装置23呈一一对应水平镜像设置,一对镜像设置的双托料装置23作为一组,相互配合用于水平承托放置铝型材;双托料装置23包括焊接固定在拨转轴221上的拨转架24,拨转架24呈H形,拨转架24上上下分布装配有插杆机构26和托板机构25;拨转架24包括两个沿拨转轴221轴向分布的拨转臂241,拨转臂241相对拨转轴221轴向垂直设置,且拨转臂241在位于拨转轴221中心轴两侧等距设置有拨转孔2411,拨转孔2411为沿拨转臂241长度方向延伸的延伸孔,插孔机构装配在两个拨转臂241中其中两个位于拨转轴221中心轴同侧的两个拨转孔2411之间,托板机构25装配在两个拨转臂241中另外两个拨转孔2411之间。
如图4、图6、图7和图9所示,托板机构25包括位于两个拨转臂241之间的托料板251,托料板251上水平焊接有穿插在两个拨转孔2411之间的一号搭杆252;托料板251上焊接有两个与导向板213水平滑动配合的托料导杆,托料导杆与一号搭杆252相对垂直设置,托料板251相对两个拨转臂241居中设置。
如图4、图6、图7、图9、图10、图11、图12和图15所示,插杆机构26包括位于两个拨转臂241之间的基座梁261,基座梁261上水平焊接有穿插在两个拨转孔2411之间的二号搭杆262,基座梁261上一侧焊接有两个与堆叠框架21水平滑动配合的插杆导杆263,基座梁261上另一侧水平焊接有与插杆导杆263平行设置且用于内撑夹紧的托料插杆27;托料插杆27相对两个拨转臂241居中设置,且两个插杆导杆263关于托料插杆27对称设置,插杆导杆263与二号搭杆262相对垂直设置,插杆导杆263上套设有两端分别焊接在基座梁261以及导向板213上的拉簧264。托料插杆27包括一端焊接在基座梁261上的圆柱基杆271,圆柱基杆271的另一端呈中空状,且中空端圆周均匀设置有四个用于径向引导的导向槽2711,每个导向槽2711中均滑动配合安装有内撑滑块272,圆柱基杆271的中空腔内相对每个内撑滑块272均对应设置有弹簧片273,弹簧片273焊接在圆柱基杆271内端面与内撑滑块272之间。托料插杆27用于对应插入如图15所示结构的铝型材的中心结构圆孔,当托料插杆27插入铝型材的中心结构圆孔中后,在弹簧片273的弹力作用下,四个内撑滑块272均将与中心结构圆孔的内壁保持夹紧接触,从而通过托料插杆27与铝型材之间保持阴极电性接触,为了便于内撑滑块272的插入,内撑滑块272的前端做倒角加工处理。
层叠托料架2用于水平承托放置铝型材,由于在本实施例中,共计装配有五组镜像相对设置的双托料装置23,因此单个层叠托料架2可以一次用于定位放置五个铝型材。在本实施例中,当拉簧264以及复位弹簧224均处于自然状态时,在每组两个双托料装置23中,两个托料插杆27上远离相邻的导向板213的端部之间的间距要大于两个托料板251上远离相邻的导向板213的板边之间的距离,托料板251相对托料插杆27伸出,在该状态下,铝型材可水平放置在两个托料板251上,待电解着色的铝型材起初可直接在两个相对位置的托料板251上;当两个切换驱动机构22中四个驱动架222的水平板顶端同步受到向下的推动力时,驱动架222将在推力下顺着花键导杆223向下滑动,复位弹簧224将逐渐压缩,竖直齿条2221将通过带动齿轮2211使得拨转轴221转动相应角度,五个拨转架24将随着拨转轴221同步转动,在托板导杆253与导向板213的配合引导下,拨转架24的转动将使得两个相对位置的托料板251的间距逐渐拉开,在插杆导杆263与导向板213的配合引导下,拨转架24的转动将使得两个相对位置的托料插杆27的间距逐渐缩小,随着拨转架24的转动,两个托料插杆27将顺势对准插入铝型材两侧的中心结构圆孔中,随着转角的增大,托料插杆27的插入深度逐渐加深,而两个距离逐渐拉开的托料板251将最终与铝型材产生分离,继而在两个切换驱动机构22的配合下,起初被放置在两个托料板251上的铝型材将自动切换放置在两个托料插杆27上,显然,当四个驱动架222上的推动力撤出后,层叠托料架2将恢复到初始自然状态。
需要说明的是,因为托料插杆27中心轴与托料板251上板面之间的距离是固定的,因此适应于一类如图15所示结构的铝型材进行电解着色加工处理,该类型的铝型材具有的特征是:在位于型材的中心轴处具有结构圆孔,且该结构圆孔的直径大小与托料插杆27的直径相匹配,即托料插杆27可插入该结构圆孔中,且在弹簧片273的弹力作用下使得内撑滑块272与该结构圆孔内壁保持内撑夹紧接触;另外,该类铝型材的截面主要呈正方形或长方形,当为正方形截面时,铝型材中心轴与其每个侧面的距离基本和托料插杆27中心轴与托料板251上板面之间的距离相等,当为长方形截面时,只需铝型材与其其中两个相对面的距离基本和托料插杆27中心轴与托料板251上板面之间的距离相等;为了使得放置在两个托料板251上的铝型材其中心结构圆孔能够与托料插杆27对准,在位于托料板251上板面上可安装定位块用于铝型材放置定位。
如图1、图2、图3、图8、图13和图14所示,阴极排组装置3包括起吊框架31以及六个竖直固定在起吊框架31底端的阴极板32,六个阴极板32沿水平直线方向均匀分布;阴极板32包括内嵌支撑板33以及镶嵌分布在内嵌支撑板33两侧板面的锡板35;内嵌支撑板33的水平截面呈方波状,分为连续分布的多个方波槽331,其中相邻位置的两个方波槽331呈相反设置,锡板35则竖直镶嵌插入在每个方波槽331中,因此位于内嵌支撑板33的两侧板面皆均匀分布有相应数量的锡板35。内嵌支撑板33的底端焊接有用于承托锡板35的底托挡板34,内嵌支撑板33上靠近顶端以及底端的位置均设置有夹紧机构36,锡板35通过两个夹紧机构36与内嵌支撑板33夹紧固定接触。夹紧机构36包括两个焊接在内嵌支撑板33左右两侧且相对设置的导向块361,两个导向块361之间相对滑动安装有两个滑动夹板362,内嵌支撑板33位于两个滑动夹板362之间,两个滑动夹板362上在相对两个导向块361的位置处均焊接有夹紧弹簧363,且夹紧弹簧363另一端焊接在内嵌支撑板33上,滑动夹板362在面向内嵌支撑板33的侧面上相对每个方波槽331均对应设置有夹紧凸块364,当锡板35内嵌竖直插入方波槽331中后,在位于上下两个夹紧机构36的夹紧弹簧363弹力作用下,上下两个夹紧机构36中处于竖直相对位置的两个夹紧凸块364相互配合使得锡板35稳定夹紧接触在方波槽331中,为了方便锡板35的插入,位于上方夹紧机构36中的夹紧凸块364的顶端做倒斜角加工处理。锡板35在电解着色过程中作为耗材,采用方波槽331对锡板35进行内嵌定位放置,便于标准尺寸的锡板35的生产加工以及后续同尺寸标准的锡板35耗材的替换,采用夹紧机构36对锡板35进行夹紧固定而代替传统的螺栓固定,通过夹紧力的作用不影响锡板35与内嵌支撑板33的电性接触,同时方便了锡板35的快速内嵌固定以及后续换新。
如图6、图7、图13和图14所示,另外,在位于阴极板32中,处于同侧上下位置的两个导向块361之间均竖直焊接有滑动柱37,且两个滑动柱37呈对称设置,两个滑动柱37的顶端焊接在起吊框架31的底部;定位导架1上相对六个阴极板32对应设置有六组定位导轨11,每组中包括两个竖直焊接在定位导架1上且对称设置的定位导轨11,阴极板32中的两个滑动柱37可一一对应竖直插入在相应位置的两个定位导轨11中。起吊框架31上相对每组堆叠时呈竖直分布的驱动架222均焊接有用于向下触压位于最上方的驱动架222的触压块311。
需要说明的是,本发明中的定位导架1、层叠放置在定位导架1上的三个层叠托料架2、定位配合放置在定位导架1中的阴极排阻装置以及承托放置在层叠托料架2中的铝型材将共同作为阴极部分放置在设置有阳极部分的卧式电解槽中,其中,定位导架1直接固定放置在电解池中,另外,在本实施例中,可采用现有成熟的恒温控制技术对电解液进行恒温控制处理。在实际电解着色加工过程中,可按照如下过程进行操作。
将待电解着色的铝型材一一对应水平摆正放置在每个层叠托料架2的每组中相对位置的两个托料板251上,随后将其中一个层叠托料架2通过现有的吊运设备吊运至电解池中,使得该层叠托料架2定位放置在定位导架1上,然后,依次吊运另外两个层叠托料架2,使得三个层叠托料架2呈层叠堆放;需要说明的是,位于堆叠框架21上设置有起吊点,且起吊点可根据方便吊运的需要合理设置。采用多个层叠托料架2对铝型材的水平承托放置,使得若干铝型材在整个空间上呈均匀分布定位放置,从而提供了若干铝型材与槽液中有效着色离子等概率接触的先决基础。
接着,通过现有的吊运设备将预先装配好的阴极排组装置3吊运至电解池中,使得六组滑动柱37一一对应竖直插入在相应位置的六组定位导轨11中,定位导轨11与滑动柱37起到定位配合的作用,当定位插入后,六个阴极板32与五组双托料装置23在水平直线方向上呈均匀相间分布,且每组双托料装置23均位于两个相邻的阴极板32之间,即水平承托放置在两个双托料装置23之间的铝型材也将位于相邻的两个阴极板32之间,使得在电解着色加工的过程中,每个铝型材均分布在两个阴极板32之间,分布的环境基本一致,另外,实际的电解着色反应过程中,锡板35通过电极反应(Sn-2e→Sn2+),不断地将Sn2+溶入到电解槽的着色槽液内,且获得的Sn2+着色离子近距离地快速附着在铝型材上形成着色层,代替了传统的直接添加硫酸亚锡药品的方式,大大减少硫酸亚锡水解沉淀,使槽液浓度分布更加稳定,降低了药品消耗,在保证电解着色效果的前提下大大提高了电解着色的效率。另外,在将阴极排组装置3竖直插入的过程中,四个触压块311也正好一一对应分布在位于最顶层的层叠托料架2中的四个驱动架222的上方,随着竖直插入,四个触压块311将同步一一对应触压四个驱动架222,使得竖直分布位置的三个驱动架222同步向下滑动,从而在切换驱动机构22的带动下,使得起初放置在两个托料板251上的铝型材切换放置在两个托料插杆27上,从而一方面切换后继续保持了铝型材的均匀分散定位放置,另一方面铝型材与托料板251分离,铝型材的整个着色面得以完全暴露,避免了人为翻动型材的麻烦,能够方便铝型材完成表面全覆盖着色。
最后,在完成铝型材的电解着色后,只需要先将阴极排组装置3吊起,随后依次吊出三个层叠托料架2,并将着色后的铝型材取出即可;在吊出阴极排组装置3后,等于撤出了触压块311,因此,位于两个托料插杆27之间的铝型材将重新回到两个托料板251上。
本领域技术人员应该理解,本领域技术人员结合现有技术以及上述实施例可以实现所述变化例,在此不予赘述。这样的变化例并不影响本发明的实质内容,在此不予赘述。
以上对本发明的较佳实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本发明技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例,这并不影响本发明的实质内容。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
- 镍锡盐着色封孔回收着色剂和中水利用方法与在线配置
- 一种用于竖吊式电解槽的单锡盐电解着色方法
- 一种用于竖吊式电解槽的单锡盐电解着色方法