一种小外径沟槽铜管及其生产方法
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及热管的技术领域,尤其是一种小外径沟槽铜管及其生产方法。
背景技术
随着社会的不断进步,热管在各行各业中得到了广泛的运用。热管是一种导热性能良好的传热元件,其工作原理是相变传热,基本过程为:工质液体在热管蒸发段受热蒸发为蒸汽,蒸汽通过真空通道流向冷凝段,在冷凝段,蒸汽释放潜热凝结成液体,冷凝液体通过毛细芯回流到蒸发段,如此循环。随着沟槽热管的成本压力增大及微电子领域芯片热流密度急剧增加及有效散热空间日益狭小等新特点和新现象的出现,传统的利用增大有效散热面积进行散热的方法已经不能满足散热需求。
发明内容
本发明要解决的技术问题是:为了解决上述背景技术中存在的问题,提供一种小外径沟槽铜管及其生产方法,采用高速充液旋压法和多齿芯头使铜管基管内壁金属产生连续塑性成形,形成微沟槽。内壁面的金属在多齿芯头与旋压球的压力作用下,经过复杂的塑性流动后发生塑性变形,从而形成最终的内壁面微沟槽。通过优化拉拔芯头齿形设计,缩小沟槽管内齿底宽度,增加沟槽内齿数,从而实现小外径多沟槽热管用铜管。
本发明解决其技术问题所采用的技术方案是:一种小外径沟槽铜管,具有铜管,所述的铜管内壁上沿圆周方向上开设若干沟槽,所述的若干沟槽沿铜管长度方向螺旋设置。
进一步地说明,上述技术方案中,所述的铜管的外径为6mm,内齿数为110条。
进一步地说明,上述技术方案中,所述的若干沟槽的内齿高为0.10mm~0.18mm。
进一步地说明,上述技术方案中,所述的若干沟槽的内齿高为0.12mm~0.15mm。
进一步地说明,上述技术方案中,所述的若干沟槽的齿顶角≤15°;所述的若干沟槽的螺旋角为0~2°。
一种小外径沟槽铜管的生产方法,包括如下生产步骤:S1、首先,将母管坯内壁注入高清洁拉伸油;S2、塞入组合芯头;S3、压头;S4、穿入设备中;S5、联机启动;S6、产品减径拉伸;S7、高速旋压转动;S8、产品定径拉伸;S9、成品下料。
进一步地说明,上述技术方案中,所述的S5中联机启动包括拉伸大盘转动和高速电机转动。
进一步地说明,上述技术方案中,所述的高速电机转速25000-35000转/分钟。
进一步地说明,上述技术方案中,所述的S2中组合芯头与母管坯间隙为0.08mm~0.20mm。
进一步地说明,上述技术方案中,所述的S8中产品定径拉伸速度为20~50米/分钟。
本发明的有益效果是:本发明提出的一种小外径沟槽铜管及其生产方法,采用高速充液旋压法和多齿芯头使铜管基管内壁金属产生连续塑性成形,形成微沟槽。内壁面的金属在多齿芯头与旋压球的压力作用下,经过复杂的塑性流动后发生塑性变形,从而形成最终的内壁面微沟槽。通过优化拉拔芯头齿形设计,缩小沟槽管内齿底宽度,增加沟槽内齿数,从而实现小外径多沟槽热管用铜管。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
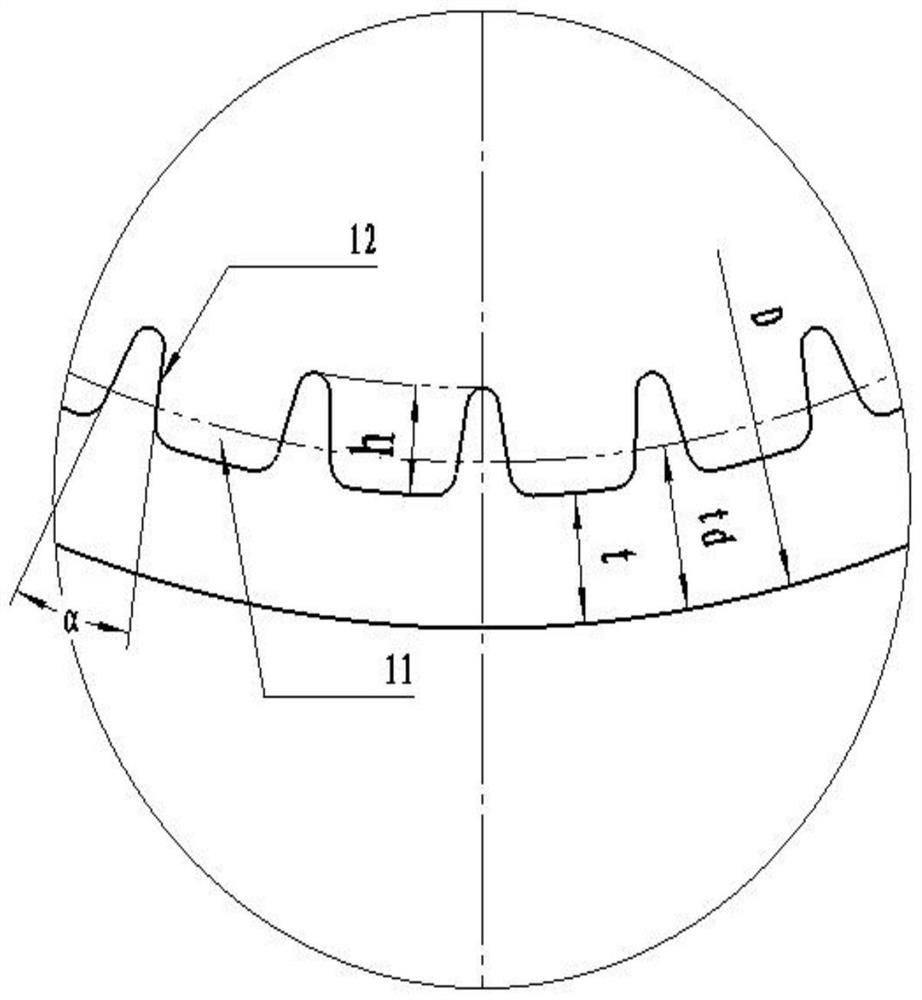
图1是本发明中沟槽的部分结构示意图一;
图2是本发明中沟槽的部分结构示意图二。
附图中的标号为:12、铜管,11、沟槽,h、内齿高,α、齿顶角,β、螺旋角。
具体实施方式
为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本申请中,S2中组合芯头螺纹芯头的外径是8.5mm,齿条数为110条,齿宽为0.10-0.12mm。齿顶圆弧直径是0.03-0.05mm,齿底圆弧直径是0.04-0.07mm。
见图1和图2所示的是一种小外径沟槽铜管,具有铜管12,铜管12内壁上沿圆周方向上开设若干沟槽11,若干沟槽11沿铜管12长度方向螺旋设置。
其中,铜管12的外径为6mm,内齿数为110条。若干沟槽11的内齿高h为0.10mm~0.18mm。若干沟槽11的内齿高h为0.12mm~0.15mm。若干沟槽11的齿顶角α≤15°;若干沟槽11的螺旋角β为0~2°。
一种小外径沟槽铜管的生产方法,包括如下生产步骤:S1、首先,将母管坯内壁注入高清洁拉伸油;S2、塞入组合芯头;S3、压头;S4、穿入设备中;S5、联机启动;S6、产品减径拉伸;S7、高速旋压转动;S8、产品定径拉伸;S9、成品下料。
其中,S5中联机启动包括拉伸大盘转动和高速电机转动。高速电机转速25000-35000转/分钟。S2中组合芯头与母管坯间隙为0.08mm~0.20mm。S8中产品定径拉伸速度为20~50米/分钟。
本申请相对传统沟槽铜管具有如下优点:在不改变铜管12外径的基础上,通过减小沟槽内齿形底部宽度,生产出外径为6mm,沟槽内分布110条齿的热管用沟槽铜管,且内齿及内沟槽的螺旋角β为0~2°,降低传热介质在铜管中的流阻。因沟槽内有110条齿管内流通面积大,流阻小,在减少面积的同时也提升了换热效率。
以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种小外径沟槽铜管及其生产方法
- 一种沟槽式小凸轮小12梭圆织机