用于注塑包封和/或后注塑弯曲的玻璃体的模具以及用于注塑包封和/或后注塑弯曲的玻璃体的方法
文献发布时间:2023-06-19 13:46:35
本发明涉及一种用于注塑包封和/或后注塑弯曲的玻璃体的模具以及用于注塑包封和/或后注塑弯曲的玻璃体的方法。
3D自由成型的玻璃体在将来的交通模具内饰中具有越来越大的作用。它们首先提供了非常高的耐刮擦性和化学抗性,能够被非常好地涂层或者功能化并且可以集成在元件、如显示屏、开关和灯元件中。
为了能够在大批量工艺中制造具有玻璃表面的构件,需要在较小的循环时间中将玻璃与相应的连接元件连接的方法。在此,通过塑料对玻璃的后注塑或者注塑包封是用于粘接的成本低廉的和有效的备选方案。
然而,3D成型的玻璃的连接准确性在大规模技术上的准确性并不能确保完全地贴合在注塑模具轮廓上。在现有技术中,在玻璃体与玻璃体所置入的模具之间形成空腔。一旦塑料熔融物在正常情况下以非常高的压力到达玻璃,则在点状地出现压力峰值时导致断裂。这种情况尤其出现在面状的成型偏差和设置与模具中不同的弯曲半径时。单轴地以确定的弯曲半径弯曲的工件将在半径过小时具有空心位置。相反地,如果弯曲半径过大,则在凹侧贴靠在模具上时,弯曲件的边脚不再贴靠在模具上。弯曲轴与模具边缘的距离越大,这种效应就越大。
本发明所要解决的技术问题在于,提供一种用于注塑包封和/或后注塑弯曲的玻璃体的模具以及方法,借助它们简化了弯曲的玻璃体的注塑包封或者后注塑,其中,能够避免玻璃体断裂并且因此能够节省成本。
该技术问题按本发明通过用于注塑包封和/或后注塑弯曲的玻璃体的模具解决,所述模具具有用于置放弯曲的玻璃体的第一表面。模具尤其设计用于制造混合构件,所述混合构件包括弯曲的玻璃体并且优选包括连接元件。所述混合构件尤其是用于交通工具、尤其是机动车的混合构件。所述模具包括多个销。所述销在第一端部上分别具有第一端面,其中,所述模具的第一表面的至少一个区段通过所述销的第一端面形成。在此,所述销沿其纵向能移动地支承,以便所述第一表面的至少一个区段能够与所述弯曲的玻璃体的轮廓适配。通过可适配性补偿了玻璃体的公差并且因此避免了玻璃断裂。
玻璃体尤其是三维的玻璃体、尤其是3D自由成型的玻璃体。玻璃体设计为不能弯曲的。玻璃体尤其具有0.1mm至7mm、尤其是0.3mm至4mm的、最优选在0.7mm至2mm之间的优选恒定的厚度。玻璃体尤其由石灰-碳酸氢钠玻璃、硅酸铝玻璃、鹏硅酸盐玻璃或者锂-硅酸铝玻璃、优选未硬化地或者化学硬化地、和/或复合玻璃形成。
弯曲的玻璃体具有尤其是至少一个弯曲部。模具的第一表面的区段尤其对应于玻璃体的具有弯曲部的区段。换而言之,弯曲的玻璃体这样置放在第一表面上,使得至少一个弯曲部布置在第一表面的第一区段中。术语弯曲的玻璃体的″轮廓″尤其指的是弯曲的玻璃体的朝向第一区段的表面的形状。因此,换而言之,模具的表面形状可以在所述区段中与弯曲的玻璃体的表面形状适配并且尤其准确匹配地仿照弯曲的玻璃体的表面形状形成。
所述销尤其沿纵向从第一端部向第二端部延伸。在第一端部处布置有第一端面。第一端面共同有利地形成表面,所述表面形成第一表面的区段。所述销有利地能够沿其纵向这样移动,使得所述销的位置这样与玻璃体的轮廓适配,更确切地说,使得每个销的第一端面贴靠在玻璃体的表面上。
由于所述销能移动地支承并且因此第一表面的区段能够与所置入的、弯曲的玻璃体的轮廓适配,所以所述模具设计用于与弯曲的玻璃体的复杂的玻璃几何形状、尤其也与未知的轮廓适配。因此,模具尤其具有形状灵活的模具表面,所述模具表面能够准确匹配地与弯曲的玻璃体的轮廓适配。由此可以避免空腔并且因此也避免在注塑包封和/或后注塑弯曲的玻璃体时的压力峰值。因此总体上避免了玻璃体的断裂,其中,节省了较大成本。
所述销的尺寸的选择取决于玻璃体的公差以及玻璃轮廓的复杂性。所述销优选是4棱销。所述销可以具有最大10mm、尤其最大8mm、更优选最大6mm的宽度。所述宽度理解为沿垂直于销的纵向的方向的维度。此外,沿两个垂直于纵向的方向的两个维度可以具有上述的宽度。所述销尤其可以具有正方形的横截面,因此所述销在两个垂直于纵向的维度上具有上述宽度。
通过销的特别小的设计,确保了弯曲的玻璃体在第一表面的区段中更好的可适配性和仿形性。换而言之,所述销能够通过其可移动性配合准确地贴靠在玻璃体的轮廓上,因此在注塑方法期间避免了空腔。所述销尤其能够沿其纵向这样移动,使得通过其第一端面形成的表面形成齐平的弯曲的表面,所述表面尤其在所述区段中仿照弯曲的玻璃体的轮廓形成。为此,所述销尤其排成行和列地布置。所述销尤其相互平行地布置,其中,销的纵向尤其相应于模具的深度方向。
所述销有利地借助弹簧和/或气垫被支承。所述销尤其分别借助弹簧和/或气垫在其第二端部处被支承。通过这种支承,所述销相应地能够沿纵向移动地设计。弹簧尤其可以是预紧的。弹簧尤其预紧至少0.5mm、更优选至少1mm、最优选约2mm。
所述销有利地是能被锁定的,因此所述销在与玻璃体的轮廓适配的状态中在用于注塑包封和/或后注塑的注塑方法中能够用作玻璃体的、尤其是刚性的支座。换而言之,所述销是可固定的,因此不再能够沿纵向移动。所述销在锁定之后不再沿纵向退让。因此,尤其在注塑方法期间,玻璃体可以被最终和固定地支撑,从而避免玻璃体断裂。
所述销有利地能够借助侧向的夹紧被锁定。为此,模具尤其在至少一个垂直于销的纵向的方向上、尤其是在两个垂直于所述纵向的方向上具有夹紧装置。所述夹紧装置具有至少一个夹紧螺栓,所述夹紧螺栓能够将活塞沿侧向压在所述销上。
模具有利地尤其由钢被铣削。
在另一方面,本发明涉及一种用于注塑包封和/或后注塑弯曲的玻璃体的方法,其中,所述方法包括将弯曲的玻璃体定位在模具的第一表面上,其中,第一表面的至少一个区段通过模具的销的端面形成。所述定位尤其借助容纳装置实现。为了暂时地将玻璃体固定在模具表面上可以在模具中加载负压。
第一表面的所述区段尤其与玻璃体的轮廓适配。即通过移动所述销,适配或者说调整所述销沿其纵向的位置,以便第一表面至少在所述区段中相应于玻璃体的轮廓。所述适配尤其可以机械地进行,尤其通过所述销主要借助弹簧和/或气垫沿纵向可移动的支承来机械地适配。通过销的可移动的支承并且尤其是弹簧的预紧,自动地实现与轮廓的适配,因此不需要手动地定向每个单独的销。这使得所述方法明显更高效。
此外,所述方法包括用于注塑包封和/或后注塑玻璃体的注塑方法。此外,注塑方法尤其使用塑料熔融物的至少为150℃、更优选地至少为175℃、最优选地至少为200℃的温度。借助注塑方法尤其置入具有上述温度的能流动的材料,所述材料尤其包括塑料材料(换而言之塑料熔融物)或者由塑料材料组成。能流动的材料尤其是热塑性弹性体。所述能流动的材料尤其具有10%至50%的玻璃纤维增强材料。为了避免由于工艺造成的压力峰值,可以尤其借助化学的或者物理的膨胀剂向塑料熔融物加载一定的气体。注塑包封和/或后注塑尤其用于将玻璃体与连接元件连接。
所述销尤其在与所述玻璃体的轮廓适配之后并且在执行注塑方法之前被锁定,因此所述销在用于注塑包封和/或后注塑玻璃体的注塑方法期间用作玻璃体的支座。这尤其借助侧向的夹紧进行,所述侧向的夹紧优选可以机械地和/或液压地进行。
所述方法尤其可以包括对有待注塑包封和/或后注塑的玻璃体进行预分类,其中,预分类按照它们的轮廓进行,因此可以按批次地进行与它们的轮廓的适配。尤其可以这样控制与轮廓的适配,使得在每个周期和/或在更换批次时进行适配。
所述方法尤其设计用于制造尤其用于交通工具的混合构件,所述混合构件包括弯曲的玻璃体。所述方法尤其借助上述模具执行。
所述模具尤其设计用于执行按照本发明的方法。
附图说明
根据以下单纯示意性的附图详细阐述本发明。在附图中:
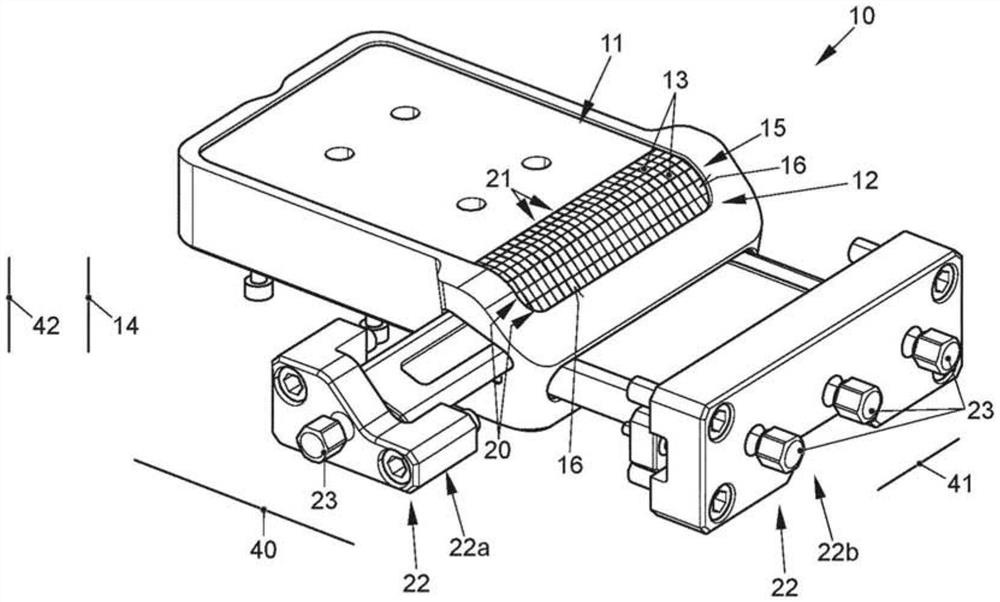
图1示出按照本发明的模具的立体视图;
图2示出图1的模具的销的立体视图;
图3示出图1的按照本发明的模具的俯视图;
图4示出沿图3的线A-A剖切得到的剖视图;并且
图5示出按照本发明的方法的方法示意图。
具体实施方式
图1示出按照本发明的模具10的立体视图。模具10具有用于放置弯曲的、在附图中未显示的玻璃体的第一表面11,所述玻璃体应该被注塑包封和/或后注塑。此外,模具10包括多个销13。每个销13具有第一端部15和第二端部18,其中,在附图中只可见第一端部15和其第一端面16。所述销13排成行20和列地布置。所述销13的第一端面16形成表面17,所述表面形成模具10的第一表面11的区段12。所述销13布置为,使得其纵向14相应于模具10的深度方向42。模具10还具有纵向40和宽度方向41。
所述销13能够沿纵向14移动,因此其第一端面16可以与放置在第一表面11上的玻璃体的轮廓适配。为了将销13锁定在与轮廓适配的状态中,所述销能够借助夹紧装置22夹紧。所述夹紧装置22分别具有至少一个夹紧螺栓23。在细节中,模具10具有第一夹紧装置22a和第二夹紧装置22b,所述第一夹紧装置沿模具10的宽度方向41锁定所述销13,所述第二夹紧装置沿模具10的纵向40锁定所述销13。
图2示出图1的模具10的销13的立体视图。所述销13沿纵向14从第一端部15延伸至第二端部18。每个销13在第一端部15上具有第一端面16。此外,在图2中可以看到销13的宽度13a。
销13能够沿纵向14移动,以便销的位置可以这样与玻璃体的轮廓适配,使得每个销13的第一端面16贴靠在玻璃体的表面上。因此,所述销13设计用于形成齐平的、弯曲的表面17,该弯曲的表面17的轮廓与弯曲的玻璃体的轮廓适配。在总体上所述销13布置为七行20和二十六列21。
图3示出图1的按照本发明的模具10的俯视图。可以清楚看出销13的第一端面16如何形成模具10的第一表面11的区段12。所述区段12尤其对应于(或者说配属于)被放置在或者处于第一表面11上的弯曲的玻璃体的弯曲的区段。
图4示出沿图3的线A-A剖切得到的剖视图。可以清楚看出销13如何沿纵向14从其第二端部18延伸至第一端部15。在第二端部18处分别布置有弹簧19,所述弹簧是预紧的并且因此用于使得销13能够移动,从而使销13的位置能够与放置的玻璃体的轮廓适配。
在图5中示出按照本发明的用于注塑包封和/或后注塑弯曲的玻璃体的方法100的方法示意图。所述方法100包括将弯曲的玻璃体定位101在模具10的第一表面11上。第一表面11的至少一个区段12在此通过模具10的销13的端面16形成。为了将玻璃体暂时地固定在模具表面上可以在模具中加载负压。
此外,所述方法100包括将区段12与玻璃体的轮廓适配102。为此,通过沿销的纵向14移动所述销13来调整销13的位置,因此第一表面11至少在区段12中相应于玻璃体的轮廓。
此外,所述方法100包括用于注塑包封和/或后注塑玻璃体的注塑方法104。在注塑方法104中,可以闭合模具10并且注入能流动的模塑材料,所述模塑材料是塑料材料(换而言之是塑料熔融物),以便模塑材料分布在通过模具的闭合而形成的自由空间中并且完全地填充所述自由空间,以便用该模塑材料至少部分地涂覆玻璃体。为了避免由于工艺造成的压力峰值,可以尤其借助化学的或者物理的膨胀剂向塑料熔融物提供一定的气体负荷。
由此可以制造混合构件,所述混合构件包括弯曲的玻璃体。此外,所述方法可以包括在销的位置与玻璃体的轮廓适配之后锁定103所述销13,因此所述销13在注塑方法104期间可以用作玻璃体的支座并且由此避免玻璃体断裂。
附图标记清单
10 模具
11 第一表面
12 第一表面的区段
13 销
13a 宽度
14 销的纵向
15 第一端部
16 第一端面
17 表面
18 第二端部
19 弹簧
20 行
21 列
22 夹紧装置
22a 第一夹紧装置
22b 第二夹紧装置
23 夹紧螺栓
40 模具的纵向
41 模具的宽度方向
42 模具的深度方向
100 方法
101 将弯曲的玻璃体定位在模具的第一表面上
102 使所述区段与玻璃体的轮廓适配
103 锁定所述销
104 用于注塑包封和/或后注塑的注塑方法