复合极片及其制备方法、锂离子电池
文献发布时间:2024-04-18 19:48:15
技术领域
本申请涉及电池技术领域,特别是涉及一种复合极片的制备方法、采用该方法制备得到的复合极片,以及包含该复合极片的锂离子电池。
背景技术
传统的电池极片制造工艺中包括湿法涂布和烘干工序,涂布干燥过程中的粘接剂产生偏析存在安全隐患,且湿法工艺中使用大量溶剂会对环境造成污染。随着电池生产工艺的发展,出现了干法电极技术。干法电极技术不仅解决了湿法涂覆工艺存在一系列缺陷,此外因为干法工艺中不需要溶剂回收等装置,还可以降低生产成本。因此干法电极在电池领域的占比逐年增加。
近些年,随着电池技术领域的发展,对于电池的安全性能等要求越来越高,有研究表明在电极极片表明涂覆一层固态电解质材料有助于提升电池的安全性。但现有的固态电解质涂覆工艺采用的是湿法工艺,即将固态电解质膜的原料溶解于有机溶剂后,再涂敷到正极表面,该方法依然存在湿法涂覆工艺的一系列缺陷。干法工艺制备电极虽然已得到广泛关注,但是干法制备复合极片目前尚未见到相关报道。
与现有干法电极相比,通过干法工艺制备含有固态电解质膜的复合极片的难点在于,多层结构的干法辊压复合与单层结构的辊压具有不同的技术特点;另一方面,两层干法膜之间的结合力强度仍有待提高;因此,研究具有普适性的干法复合电极的制备方法是十分重要的。
发明内容
基于此,有必要提供一种复合极片的制备方法,克服了因电极极片中间厚、两端薄的现象对辊压复合工序造成的不良影响,提高复合极片横向厚度的一致性。
一种复合极片的制备方法,该制备方法包括:
通过电极极片放卷机构输送电极极片,使得电极极片经过第一加热辊组件;
通过位于电极极片放卷机构一侧的第一固态电解质膜放卷机构输送第一固态电解质膜,使得第一固态电解质膜经过第一加热辊组件;
通过第一加热辊组件加热电极极片和第一固态电解质膜;
通过第一定型辊组件复合经加热后的电极极片和第一固态电解质膜,以获得复合膜片;
通过位于电极极片放卷机构另一侧的第二固态电解质膜放卷机构输送第二固态电解质膜,使得第二固态电解质膜经过第二加热辊组件;
通过第二加热辊组件加热复合膜片和第二固态电解质膜;以及
通过第二定型辊组件复合经加热后的复合膜片和第二固态电解质膜,以获得复合极片。
在一些实施方式中,第一定型辊组件和第二定型辊组件中的至少一个设置为弹性辊压组件。
在一些实施方式中,弹性辊压组件包括刚性辊和硬度低于该刚性辊的弹性辊,该刚性辊和该弹性辊在电极极片的两侧对称分布。
在一些实施方式中,弹性辊包括刚性辊和弹性件,弹性件包覆于刚性辊的外侧。
在一些实施方式中,弹性件的材质为塑料、橡胶、或硅胶。
在一些实施方式中,第一定型辊组件包括第一刚性辊和与第一刚性辊相对设置的第一弹性辊,第一弹性辊位于第一固态电解质膜远离电极极片的一侧;第二定型辊组件包括第二刚性辊和与第二刚性辊相对设置的第二弹性辊,第二弹性辊位于第二固态电解质膜远离电极极片的一侧。
在一些实施方式中,第一加热辊组件的加热时间为2秒以上。
在一些实施方式中,第一加热辊组件和第二加热辊组件中加热辊的加热温度相同或不同,和/或加热时间相同或不同。
在一些实施方式中,第一加热辊组件和第二加热辊组件均包含至少一个加热辊。
在一些实施方式中,第一加热辊组件包括延电极极片行径方向依次分别的第一加热辊和第二加热辊;第一加热辊和第二加热辊均用于加热电极极片和第一固态电解质膜,第二加热辊的温度高于第一加热辊。
在一些实施方式中,第二加热辊组件包括延复合膜片行径方向依次分别的第三加热辊和第四加热辊;第三加热辊和第四加热辊均用于加热复合膜片和第二固态电解质膜,第四加热辊的温度高于第三加热辊。
在一些实施方式中,在第一定型辊组件和第二定型辊组件之间,通过第一基材收卷机构接收位于第一固态电解质膜远离电极极片一侧的第一基材;在第二定型辊组件下游,通过第二基材收卷机构接收位于第二固态电解质膜远离电极极片一侧的第二基材。
在一些实施方式中,第一基材与复合膜片分离后,第二固态电解质膜与复合膜片贴合并经过第二定型辊组件中间的间隙。
本申请第二方面提供一种复合极片,该复合极片是采用前述的复合极片的制备方法制备得到。
本申请第三方面提供一种锂离子电池,该锂离子电池包含通过前述第一方面的复合极片的制备方法制备得到的复合极片。
上述复合极片的制备方法,辊压复合前的加热工序使得固态电解质膜和电极极片之间的复合效果更好,极片与固态电解质膜的预热效果更好,且由于使用了加热辊组件,使得极片和固态电解质膜的停留时间能够进行控制,可进一步提高固态电解质膜和极片的复合效果,并可适用于不同复合极片的生产;在第一定型辊组件和第二定型辊组件的辊压过程中,通过弹性辊压组件中弹性件提供的缓冲,使得固态电解质膜能更好包覆住正极极片;同时在辊压过程中,电极极片因中间厚导致中间区域受力大于边缘区域,经辊压后电极极片的横向厚度趋于一致,避免了因电极极片中间厚、两端薄的现象对辊压复合工序造成的不良影响;由于加热工序和弹性辊中弹性件的共同作用,可以保护电极极片避免被压碎的同时,还能够使得电极极片中的活性物质层与固态电解质膜之间更好的结合。此外利用本申请制备方法制备得到的复合极片应用到电池中,有助于提升电池整体的安全性能;同时,本申请通过两步工艺,先后将极片两侧的固态电解质膜复合到极片上,该工艺可以更好的匹配当集流体两侧活性物质层组成不同或者固态电解质膜组成、结构不同的情况,对不同的配方体系具有更好的匹配性和适应性。
附图说明
图1为本申请实施例提供的复合极片的制备方法流程图。
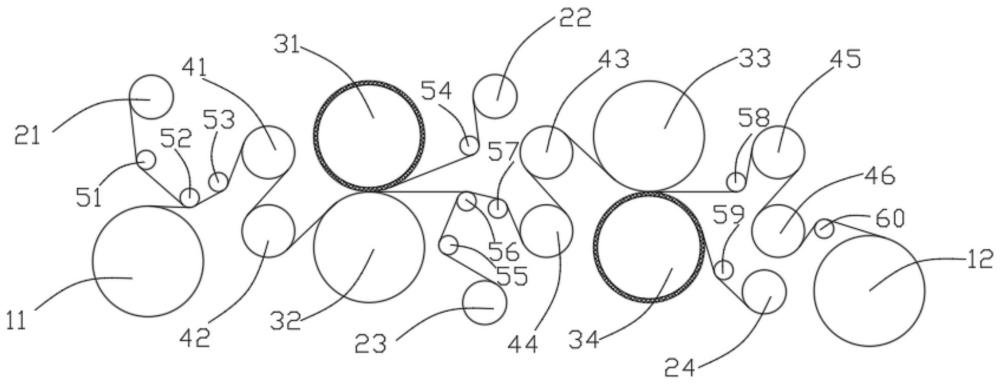
图2为本申请实施例1提供的复合极片的制备装置的结构示意图。
图3为本申请实施例2提供的复合极片的制备装置的结构示意图。
附图标记说明
11、电极极片放卷机构;12、复合极片收卷机构;
21、第一固态电解质膜放卷机构;22、第一基材收卷机构;23、第二固态电解质膜放卷机构;24、第二基材收卷机构;
31、第一弹性辊;32、第一刚性辊;33、第二刚性辊;34、第二弹性辊;
41、第一加热辊;42、第二加热辊;43、第三加热辊、44、第四加热辊;
51、第一导向辊;52、第二导向辊;53、第三导向辊;54、第四导向辊;55、第五导向辊;56、第六导向辊;57、第七导向辊;58、第八导向辊;59、第九导向辊;60、第十导向辊;61、第十一导向辊、62、第十二导向辊。
具体实施方式
为使本申请的上述目的、特征和优点能够更加明显易懂,下面结合附图对本申请的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本申请。但是本申请能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本申请内涵的情况下做类似改进,因此本申请不受下面公开的具体实施例的限制。
在本申请的描述中,需要理解的是,若有出现这些术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等,这些术语指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
此外,若有出现这些术语“第一”、“第二”,这些术语仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本申请的描述中,若有出现术语“多个”,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本申请中,除非另有明确的规定和限定,若有出现术语“安装”、“相连”、“连接”、“固定”等,这些术语应做广义理解。例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
在本申请中,除非另有明确的规定和限定,若有出现第一特征在第二特征“上”或“下”等类似的描述,其含义可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
需要说明的是,若元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。若一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。如若存在,本申请所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
定义平行于电极极片运行的方向为纵向,垂直于电极极片运行方向的为横向。
参阅图2-3所示,用于制备本申请的复合极片的复合极片制备装置,包括电极极片放卷机构、第一固态电解质膜放卷机构、第二固态电解质膜放卷机构、第一加热辊组件、第二加热辊组件、第一定型辊组件、第二定型辊组件和复合极片收卷机构。其中第一定型辊组件位于第二定型辊组件的上游,第一定型辊组件和第二定型辊组件中的至少一个设置为弹性辊压组件;弹性辊压组件包括刚性辊和硬度低于刚性辊的弹性辊,刚性辊和弹性辊轴线之间的连接线垂直于电极极片的传送方向。
在一些实施方式中,第一定型辊组件和第二定型辊组件均包含在电极极片两侧对称设置的两个辊,这两个辊的轴线之间的连接线垂直于电极极片的传送方向。
可选择的,第一定型辊组件包括一个刚性辊和一个弹性辊;第二定型辊组件包括两个刚性辊。
或者第一定型辊组件和第二定型辊组件均包括一个刚性辊和一个弹性辊。
又或者第一定型辊组件包括两个刚性辊;第二定型辊组件包括一个刚性辊和一个弹性辊。
优选的,第一定型辊组件和第二定型辊组件均包括一个刚性辊和一个弹性辊。示例性的,如图2所示,第一定型辊组件包括第一刚性辊32和与第一刚性辊32相对设置的第一弹性辊31,第一弹性辊31位于第一固态电解质膜远离电极极片的一侧;第二定型辊组件包括第二刚性辊33和与第二刚性辊33相对设置的第二弹性辊34,第二弹性辊34位于第二固态电解质膜远离电极极片的一侧。
第一固态电解质膜和电极极片在进入第一定型辊组件前经过预热;经预热后的第一固态电解质膜和电极极片相较于预热前的会发生软化,使得第一固态电解质膜与电极极片的延展性得到提高;从而在第一定型辊组件对第一固态电解质膜和电极极片进行辊压时,第一固态电解质膜和电极极片咬合的更为紧密,提高两者之间的粘结强度,进一步提高其复合效果。同理,第二固态电解质膜和复合膜片在进入第二定型辊组件前经过加热,同样能提高第二固态电解质膜和复合膜片之间的复合效果,从而获得复合效果更好的复合极片。
优选地,当固态电解质膜上设置有基材时,基材覆盖在固态电解质膜远离电极极片的一侧。
在一些实施方式中,在电极极片与第一固态电解质膜经第一定型辊组件辊压得到复合膜片后分离第一基材。
优选地,通过在第一定型辊组件和第二定型辊组件之间的下游设置第一基材收卷机构来实现第一基材与复合膜片分离,以提高后续第二加热辊组件对第二固态电解质膜的加热效果,另外还能提高复合膜片与第二固态电解质膜之间的复合效果;第一基材收卷机构与第一固态电解质膜放卷机构位于电极极片放卷机构的同一侧,用于接收覆盖在第一固态电解质远离电极极片一侧的基材。
在第一固态电解质膜与电极极片复合后,先通过基材分离装置将基材与复合膜片分离,其后复合膜片再经过第二加热辊组件,避免了复合膜片在进入第二加热辊组件时基材对其的影响。
在复合膜片与第二固态电解质膜经第二定型辊组件辊压得到复合极片后需要分离第二基材时,通过在第二定型辊组件的下游设置第二基材收卷机构来实现第二基材与复合极片分离;第二基材收卷机构与第一基材收卷机构位于电极极片放卷机构的两侧,用于接收覆盖在第二固态电解质远离电极极片一侧的基材。分离过程中,第一基材收卷机构和第二基材收卷机构会分别对第一基材和第二基材提供拉力,使得第一和第二基材从复合膜片或复合极片上分离出来,必要时完成收卷基材的动作。
可选择的,第一基材收卷机构位于第一定型辊组件和第二定型辊组件之间。
或者,第一基材收卷机构与第二基材收卷机构均位于第二定型辊组件的下游,且对称的设置在复合极片收卷机构的两侧。
在一些实施方式中,弹性辊包括刚性辊和弹性件,弹性件包覆于刚性辊的外侧。弹性辊旋转时,弹性件随弹性辊一起旋转;并且在定型辊组件对第一固态电解质膜、电极极片、第二固态电解质膜进行辊压时,弹性件提供缓冲作用,使得第一固态电解质膜和第二固态电解质膜能更好包覆住电极极片的两侧,同时使得经辊压后的电极极片横向厚度的一致性得到提高。
本申请对弹性件的厚度没有特别限定,在不违背本申请发明构思地基础上,对弹性件厚度进行的必要调整都可理解为在本申请的保护范围之内。
在一些实施方式中,弹性辊也可以配置包括刚性辊和弹性件,弹性件环绕覆盖于部分刚性辊的外侧,使得定型辊组件辊压复合时,弹性件位于第一或第二固态电解质膜和定型辊组件之间。
在一些实施方式中,第一定型辊组件和第二定型辊组件中的刚性辊内部可以设置有加热装置,以提高复合效果。弹性辊可选择性的内部设置加热装置。
电极极片放卷机构位于第一定型辊组件和第一加热辊组件的上游,用于对电极极片放卷,然后输送电极极片使得电极极片到达第一加热辊组件进行加热,并将经加热后的电极极片继续输送至第一定型辊组件中间的间隙。
第一固态电解质膜放卷机构位于第一定型辊组件和第一加热辊组件的上游,更具体的位于电极极片放卷机构与第一加热辊组件之间。第一固态电解质膜放卷机构用于对第一固态电解质膜进行放卷,然后输送第一固态电解质膜使得第一固态电解质膜到达第一加热辊组件进行加热,并将经加热后的第一固态电解质膜继续输送至第一定型辊组件中间的间隙。
第二固态电解质膜放卷机构位于第一定型辊组件的下游,更具体的位于第一定型辊组件和第二加热辊组件之间。第二固态电解质膜放卷机构用于对第二固态电解质膜进行放卷,然后输送第二固态电解质膜使得第二固态电解质膜到达第二加热辊组件进行加热,并将经加热后的第二固态电解质膜继续输送至第二定型辊组件中间的间隙。
在一些实施方式中,第一加热辊组件和/或第二加热辊组件可以包含多组加热辊,用于加热电极极片、第一固态电解质膜、第二固态电解质膜和复合膜片的至少其中之一。适应性的,一组加热辊可以位于电极极片放卷机构和第一定型辊组件之间,用于加热电极极片。一组加热辊可以位于第一固态电解质膜放卷机构和第一定型辊组件之间,用于加热电极极片和/或第一固体电解质膜。一组加热辊也可以位于第一定型辊组件和第二定型辊组件之间,用于加热复合膜片。一组加热辊还可以位于第二固态电解质膜放卷机构和第二定型辊组件之间,用于加热复合膜片和/或第二固态电解质膜。
可以理解的是,每组加热辊的数量可以是一个或更多;可以由单组加热辊实施加热行为,也可以是两组或更多组加热辊组合一起实施加热行为。每组加热辊中加热辊的数量、之间的相对位置以及多组加热辊之间的相对位置,均可以视需求进行适应性的调整。例如,当需要调整电极极片的加热时间时,可以在电极极片放卷机构和第一定型辊组件之间设置一定数量的加热辊,根据所需加热时间的长短而增加或减少加热辊数量;另一方面,也可以通过调整加热辊的位置,改变电极极片与加热辊之间的包角,从而调整电极极片的加热时间;或者结合上述两种方法共同用于调整电极极片的加热时间。
在一些实施方式中,每组加热辊中加热辊的加热时间相同或不同,各加热辊的加热时间依生产实际需求而定,不做具体限制。
本申请中电极极片两侧复合固态电解质膜的工序分为两个步骤进行,两步骤中对应的固态电解质膜及工艺特性不同,加热辊的加热时间也做相应的匹配性调整,提高了极片与固态电解质膜之间的结合强度和复合效果。
在一些实施方式中,加热辊可以采用电加热式加热辊或流体加热式加热辊。
每组加热辊的多个加热辊可以设置为上下对辊,使得电极极片在两个加热辊中间以S型路径前行,如图2所示,电极极片首先到达第一加热辊41的左侧,围绕第一加热辊41旋转一定角度后从第一加热辊41的右侧与第一加热辊41分离,前行至第二加热辊42的左侧后继续围绕第二加热辊42旋转一定角度后从第二加热辊42的右侧与第二加热辊42分离,从而增加电极极片与加热辊的接触面积,在不扩大装置占据空间的基础上还能提高加热效果。
在一些实施方式中,第一加热辊组件中加热辊的加热温度相同或不同,每个加热辊的温度具体可依据其所接触的电极极片或固态电解质膜的材料性质及工艺需求而定,示例性地,如图2所示,由于电极极片两侧复合固态电解质膜的工序分为两个步骤进行,对于复合膜片,其经过第四加热辊44时的接触面为第一固态电解质膜,该第一固态电解质膜已与电极极片完成压合;而当复合膜片经过第三加热辊43时的接触面为第二固态电解质膜,该第二固态电解质膜尚未与复合膜片压合,第三加热辊43和第四加热辊44所对应的材料特性和工艺节点均不相同,它们所对应的加热温度也因此需要做适应性设定,以获得电极极片与不同固态电解质膜之间较佳的复合效果。
在一些实施方式中,第二加热辊组件中加热辊的加热温度相同或不同,可以理解的是,与第一加热辊组件相同,第二加热辊组件中每个加热辊的温度具体可依据其所接触的电极极片或固态电解质膜的材料性质及工艺需求而定。
于一较佳实施例中,各加热辊的温度均高于电极极片和固态电解质膜的软化温度。
可以理解的是,上述电极极片和固态电解质膜的软化温度是指在高于该温度下,电极极片或固态电解质膜的表面硬度发生变化,电极极片和固态电解质膜在辊压压力的作用下,形成完整的复合结构。
可见,本申请的复合极片制备方法,根据不同工序的工艺特性以及各工艺节点的材料特性等因素,对相关加热辊的加热温度、加热时间做特性化控制,即可获得电极极片与第一固态电解质膜和第二固态电解质膜之间的较佳结合强度和复合工艺,适用于不同复合极片的生产需求。
在一些实施方式中,加热辊还包括用于检测辊体表面温度的传感器,以获得复合膜片或复合极片的温度。
复合极片收卷机构位于第二定型辊组件的下游,用于对电极极片提供延电极极片运动方向的拉力,并接收经第二定型辊组件辊压之后得到的复合极片完成收卷动作。
在一些实施方式中,复合极片的制备装置还包括基材收卷机构。
在一些实施方式中,复合极片的制备装置还包括冷却辊,位于第二定型辊组件的下游,用于对复合极片进行冷却。本申请通过设置冷却辊用于降低复合极片的温度,提高了生产效率;同时,冷却辊还为复合极片提供了定型的效果。
冷却辊的数量可以为1个或多个,优选为2个。
优选的,本申请的冷却辊采用接触式冷却辊,冷却效果更好。
冷却辊之间的相对位置可以根据需求而定,并不做限制。
在一些实施方式中,冷却辊还包括用于检测辊体表面温度的传感器,以获得复合极片的温度。
在一些实施方式中,复合极片的制备装置还包括导向辊。
可选择的,导向辊位于第一固态电解质膜放卷机构和第一定型辊组件之间,用于为第一固态电解质膜和/或电极极片提供导向作用。如图2所示,第一固态电解质膜从第一固态电解质膜放卷机构21出发,经过第一导向辊51后在第二导向辊52处,与从电极极片放卷机构11出发的电极极片相遇并贴合。电极极片与第一固态电解质膜经过第二导向辊52和第三导向辊53后到达第一加热辊41。电极极片与第一固态电解质膜在绕第一加热辊41旋转一定角度后到达第二加热辊42,并围绕第二加热辊42旋转一定角度后前行至第一定型辊组件进行第一次复合。
通过调整导向辊与加热辊之间的相对位置,可以辅助调整电极极片和/或第一固态电解质膜的加热时间。示例性的,可以通过调整图2中的第三导向辊53纵向位置不变的同时向上移动,使得电极极片和第一固态电解质膜的加热时间变短,或者通过调整第三导向辊53纵向位置不变的同时向下移动,使得电极极片和第一固态电解质膜的加热时间变长。优选电极极片和第一固态电解质膜围绕加热辊旋转角度大的形式,使得在相同的空间内,加热效率更高。
在一些实施方式中,第一加热辊组件和/或第二加热辊组件的加热时间≥2s。
可选择的,导向辊位于第一定型辊组件和第一基材收卷机构22之间,用于对从复合极片上分离出的第一固态电解质膜的第一基材提供导向作用。如图2所示,电极极片和第一固态电解质膜在第一定型辊组件处复合形成复合膜片后,复合膜片继续向第二定型辊组件移动。第一基材在第一基材收卷机构22的作用下随第一定型辊组件中的第一弹性辊31旋转一定角度后前行至第四导向辊54,并由第一基材收卷机构22完成收卷动作。
可选择的,导向辊位于第二固态电解质膜放卷机构23和第二定型辊组件之间,用于为第二固态电解质膜和/或复合膜片提供导向作用。如图2所示,第二固态电解质膜从第二固态电解质膜放卷机构23出发,经过第五导向辊55后在第六导向辊56处与复合膜片相遇并贴合。复合膜片与第二固态电解质膜经过第六导向辊56和第七导向辊57后到达第三加热辊43。复合膜片与第二固态电解质膜在绕第三加热辊43旋转一定角度后到达第四加热辊44,并围绕第四加热辊44旋转一定角度后前行至第二定型辊组件进行第二次复合。
可选择的,导向辊位于第二定型辊组件和第二基材收卷机构24之间,用于对从复合极片上分离出的第二固态电解质膜的第二基材提供导向作用。如图2所示,复合膜片和第二固态电解质膜在第二定型辊组件处复合形成复合极片后,复合极片继续向复合极片收卷机构12移动。第二基材在第二基材收卷机构24的作用下随第二定型辊组件中的第二弹性辊34旋转一定角度后前行至第九导向辊59,并由第二基材收卷机构24完成收卷动作。
可选择的,导向辊位于第二定型辊组件和复合极片收卷机构12之间,用于对从复合极片上提供导向作用。如图2所示,复合膜片和第二固态电解质膜在第二定型辊组件处复合形成复合极片后,复合极片继续向复合极片收卷机构12移动。复合极片首先到达第八导向辊58并围绕其旋转一定角度后到达第一冷却辊45,复合极片绕第一冷却辊45旋转一定角度后到达第二冷却辊46,并围绕第二冷却辊46旋转一定角度后前行至复合极片收卷机构12并完成复合极片的收卷动作。必要时,还可以在第二冷却辊46和复合极片收卷机构12之间设置第十导向辊60来调整复合极片的走向。
在一些实施方式中,复合极片制备装置还包括沿自身放卷路线依次设置的张力控制装置、放卷纠偏组件、极片除静电组件等。张力控制装置包括设置于辊压装置上游的多个张力控制元件,分别用于控制正极极片、固态电解质膜的放卷张力。可选地,张力控制装置包括设置于辊压装置下游的多个张力控制元件,分别用于控制复合正极极片和基材的收卷张力。放卷纠偏组件能够修正电极极片和固态电解质膜等的放卷和运行的路线,使得开始料线保持在同一水平。主材料的收放卷机构采用单工位纠偏,其余材料收放卷采用悬臂式,都带有纠偏。除静电组件对电极极片的两面进行除静电处理,能够减少极片与输送辊之间的摩擦力。可以理解的是,在不违背本申请发明构思的基础上,在从收卷、辊压、放卷的整个工艺中,已知的功能组件或结构均可用于本申请中。
在一些实施方式中,第一定型辊组件和第二定型辊组件的幅宽为500-800mm,包括但不限于500mm、550mm、600mm、650mm、700mm、750mm、800mm。优选550-650mm。
在一些实施方式中,第一定型辊组件和第二定型辊组件的辊径为300-500mm,包括但不限于300mm、350mm、400mm、450mm、500mm。优选350-450mm。
在一些实施方式中,定型辊组件的机械速度为5-60m/min,包括但不限于5m/min、10m/min、20m/min、30m/min、40m/min、45m/min、50m/min、60m/min。
可以理解的是,整个复合极片制备装置的走带速度越高则生产效率越高,但过高的速度容易导致走带极片和固态电解质膜产生断带等问题。本申请对电极极片和固态电解质膜在定型辊组件间隙内的停留时间没有特别要求,在不违背本申请发明构思的基础上,对停留时间所作的不需付出创造性劳动的调整均应理解为落在本申请的保护范围内。
一些实施方式中,第一定型辊组件31和第二定型辊组件32的线速度保持一致,电极极片放卷机构11放卷的线速度和复合极片收卷机构12收卷的线速度也保持一致,提高整个复合极片辊压制备过程动作的一致性,提高复合极片的一致性。
参见图2-3,结合复合极片制备装置的结构,本申请的复合极片的制备方法包括如下步骤:通过电极极片放卷机构11放卷电极极片并向复合极片收卷机构12输送电极极片,同时通过第一固态电解质膜放卷机构21放卷第一固态电解质膜;电极极片与第一固态电解质膜首先到达第一加热辊组件进行加热,之后电极极片与第一固态电解质膜继续前进至第一定型辊组件,在第一定型辊组件的辊压作用下形成复合膜片;复合膜片向第二定型辊组件移动,同时第二固态电解质膜放卷机构放卷第二固态电解质膜,复合膜片与第二固态电解质膜到达第二加热辊组件进行加热后到达第二定型辊组件,在第二定型辊组件的作用下形成复合极片,由复合极片收卷机构12完成收卷。
在一些实施方式中,第一定型辊组件和第二定型辊组件中的至少一个设置为弹性辊压组件;弹性辊压组件包括刚性辊和硬度低于刚性辊的弹性辊,刚性辊和弹性辊轴线之间的连接线垂直于电极极片的传送方向。
在一些实施方式中,固态电解质膜独立成膜,即固态电解质膜无需借助基材即可成膜并保持膜的完整。此时,电极极片、第一固态电解质膜进入第一定型辊组件的间隙后,在第一定型辊组件的压力作用下得到复合膜片;复合膜片与第二固态电解质膜前行进入第二定型辊组件的间隙后,在第二定型辊组件的辊压作用下得到复合极片,最后通过电极极片收卷机构12对复合极片收卷即可。
在一些实施方式中,固态电解质膜上覆盖有一层基材,用于对固态电解质膜提供支撑。第一固态电解质膜放卷机构21输送第一固态电解质膜时使得第一基材位于第一固态电解质膜远离电极极片的一侧,第二固态电解质膜放卷机构23输送第二固态电解质膜时使得第二基材位于第二固态电解质膜远离电极极片的一侧。在第一固态电解质膜与电极极片完成复合后将第一基材从复合膜片中分离出,在第二固态电解质膜与复合膜片完成复合后将第二基材从复合极片中分离出。具体的可以通过与第一固态电解质膜放卷机构21位于电极极片同一侧的第一基材收卷机构22接收第一基材,第一基材收卷机构22在第一定型辊组件和第二定型辊组件之间;通过与第二固态电解质膜放卷机构23位于电极极片同一侧的第二基材收卷机构24接收第二基材,第二基材收卷机构24在第二定型辊组件和复合极片收卷机构之间。
在一些实施方式中,在第二定型辊组件辊压结束后、复合极片收卷机构收卷前,使用测厚机构对复合极片进行检验,检验合格后再由复合极片收卷机构进行收卷。
参阅图1,图1示出了本发明利用上述复合极片制备装置制备复合极片的方法流程图,包括以下步骤:
S10:通过第一加热辊组件加热电极极片和第一固态电解质膜;
S20:通过第一定型辊组件复合经加热后的电极极片和第一固态电解质膜,以获得复合膜片;
S30:通过第二加热辊组件加热复合膜片和第二固态电解质膜;
S40:通过第二定型辊组件复合经加热后的复合膜片和第二固态电解质膜,以获得复合极片。
其中,第一定型辊组件和第二定型辊组件中的至少一个设置为弹性辊压组件。弹性辊压组件包括刚性辊和硬度低于刚性辊的弹性辊,该弹性辊面对第一固态电解质膜或者第二固态电解质膜以进行复合。在辊压过程中,弹性辊会对电极极片和固态电解质膜的受力情况进行调节,使得辊压之后的复合极片,固态电解质膜能更好包覆住电极极片;并且经辊压后电极极片的横向厚度趋于一致。
可以理解的是,辊压后的复合极片中,固态电解质层复合在电极极片上。固态电解质膜位于电极极片的两侧是指电极极片两侧均通过压辊复合固态电解质膜。
另外S20和S40均是在干法条件下进行的,也就是说本申请的复合工艺都在干法条件下进行,本申请的干法条件是区别于传统的湿法电极制备方法,传统的湿法制备复合电极,是先制备固态电解质浆料,然后将固态电解质浆料涂敷到电极极片上或者相反,制备电极浆料,然后将电极浆料涂布到固态电解质膜上。本申请的制备过程中不使用溶剂,免除了后续步骤繁琐的干燥步骤,可有效降低生产成本。
可以理解的是,干法工艺指的是相关电极极片、电解质膜的制备过程中不加入溶剂;在辊压过程中可能使用的微量的液体润滑剂或其他液体添加剂的技术方案仍应在本申请的保护范围内。
在一些实施方式中,电极极片和固态电解质膜均通过干法工艺制备得到。
在一些实施方式中,电极极片和固态电解质膜中的至少一个通过干法工艺制备得到。
在一些实施方式中,电极极片和固态电解质膜均通过湿法工艺制备得到。
可以理解的是,电极极片和固态电解质膜优先在干法条件下制备,如此,在整个电极制备过程中,不再需要溶剂。
可以理解的是,电极极片和固态电解质膜的制备工序对于复合电极的制备工序是独立的,即如果采用湿法工艺,电极极片经过涂布、烘干、辊压工序。
在一些实施方式中,电极极片为正极极片。正极材料,尤其是能量密度较高的高镍三元材料,容易与电解质尤其是非水电解液发生不期望的副反应,这种副反应造成电池性能的下降并造成可能的安全隐患;在正极表面复合固态电解质层,有利于提高电池的安全性。
正极极片包含活性物质层和集流体层。干法制备正极极片时,首先将活性物质、导电剂和粘结剂进行搅拌得到正极混合物;将该混合物进行纤维化处理后,得到正极的纤维化混合物,将正极的纤维化混合物与集流体层经过辊压复合制得正极极片。在一些实施方式中,纤维化的方法包括但不限于气流磨、高速搅拌、机械融合、双螺杆挤出等。
正极活性物质层由包含一种或多种过渡金属阳离子的正极活性材料形成,该过渡金属例如锰(Mn),镍(Ni),钴(Co),铬(Cr),铁(Fe),钒(V)及其组合。正极活性物质层具有大于或等于约1μm至小于或等于约1,000μm的厚度。
正极活性物质为层状氧化物、尖晶石和聚阴离子中的一种。例如,层状氧化物(例如,岩盐层状氧化物)包含一种或多种选自以下的基于锂的正极活性材料:LiCoO
在一些实施方式中,一种或多种基于锂的正极活性材料可以任选地被涂覆(例如通过LiNbO
在一些实施方式中,粘合剂包括聚四氟乙烯(PTFE),羧甲基纤维素钠(CMC),苯乙烯-丁二烯橡胶(SBR),聚偏二氟乙烯(PVDF),丁腈橡胶(NBR),苯乙烯-乙烯-丁烯-苯乙烯共聚物(SEBS),苯乙烯-丁二烯-苯乙烯共聚物(SBS),聚丙烯酸锂(LiPAA),聚丙烯酸钠(NaPAA),海藻酸钠,海藻酸锂及其组合。
在一些实施方式中,导电材料可包括基于碳的材料,粉末镍或其他金属颗粒,或导电聚合物。基于碳的材料可以包括例如炭黑,石墨,乙炔黑(例如KETCHENTM黑或DENKATM黑),碳纤维和纳米管,石墨烯等的颗粒。导电聚合物的实例包括聚苯胺,聚噻吩,聚乙炔,聚吡咯等。
可以理解的是,上述关于正极活性材料、粘结剂、导电材料的举例仅仅是示意性的,在不违背本申请发明构思的基础上,任何已知的正极活性材料、粘结剂、导电材料均能用于本申请中。且基于实际的使用需求而添加已知的添加剂也应视为本申请的保护范围之内。
在一些实施方式中,集流体层的正反两面均包含活性物质层。
在一些实施方式中,集流体层可采用金属箔片或复合集流体。
示例性的,金属箔片可采用铝箔。
复合集流体可包括高分子材料基层和形成于高分子材料基材至少一个表面上的金属层。
研究表明,传统技术中常常采用湿法涂覆,但由于正极活性浆料为水基浆料,在干燥过程中常常会因为浆料的流动性和表面张力而在活性物质层边缘产生凸起。同时在辊压时,该凸起会直接因辊压受力而造成活性物质层的边缘产生裂纹,进而导致正极活性物质层开裂,最终影响电池的性能。另外湿法涂覆中还潜在因水分含量过高,在电池长时间循环过程中出现膨胀、性能衰减过快等问题。
在一些实施方式中,电极极片为负极极片。
负极极片由能够用作锂离子电池的负极端子的锂主体材料形成(例如,负极活性材料)。在各个方面,负极极片可由多种负极活性材料颗粒限定。这样的负极活性材料颗粒可安置在一个或多个层中,以便限定负极的三维结构。在某些实施方案中,负极还可包括电解质50,例如多种电解质颗粒(未示出)。
在一些实施方式中,负极极片可以是包含锂基的负极活性材料,其包含例如锂金属和/或锂合金。
负极极片可以是基于硅的负极活性材料,其包含例如硅合金、氧化硅或其组合,在某些情况下其还可与石墨混合。
负极极片可以是基于碳质的负极活性材料,其包含石墨、石墨烯、碳纳米管(CNT)以及它们的组合中的一种或多种。
负极极片还可以包括一种或多种接受锂的负极活性材料,如锂钛氧化物(Li
可选择地,负极极片中的负极活性材料可与提供电子传导路径的一种或多种导电材料和/或改善负极的结构完整性的至少一种聚合物粘结剂材料掺杂。例如,负极活性材料可与诸如以下各者的粘结剂掺杂:聚(四氟乙烯)(PTFE)、羧甲基纤维素钠(CMC)、丁苯橡胶(SBR)、聚偏二氟乙烯(PVDF)、丁腈橡胶(NBR)、苯乙烯乙烯丁烯苯乙烯共聚物(SEBS)、苯乙烯丁二烯苯乙烯共聚物(SBS)、聚丙烯酸锂(LiPAA)、聚丙烯酸钠(NaPAA)、海藻酸钠、海藻酸锂以及它们的组合。导电材料可包括碳基材料、粉末镍或其他金属颗粒或导电聚合物。碳基材料可包括例如碳黑、石墨、superP、乙炔黑(诸如,KETCHENTM黑或DENKATM黑)、碳纤维和纳米管、石墨烯等等的颗粒。导电聚合物的示例包括聚苯胺、聚噻吩、聚乙炔、聚吡咯、聚(3,4-乙撑二氧噻吩)聚磺苯乙烯等。
负极极片可包括大于或等于约50重量%至小于或等于约99重量%的负极活性材料、可选地大于或等于约0重量%至小于或等于约60重量%的固态电解质、可选地大于或等于约0重量%至小于或等于约15重量%的导电材料、以及可选地大于或等于约0重量%至小于或等于约10重量%的粘结剂。
干法制备如背景技术中提到的,由于传统的定型辊组件强度高、变形抗力差的问题,而电极极片为了辊压工序的顺利而进行削边,形成中间厚、两端薄的结构。由于电极极片1的横向厚度不一致,导致固态电解质膜2与电极极片1贴合时,电极极片1的边缘区域与固态电解质膜仍然是分离状态。当辊压设备对电极极片1和固态电解质膜2进行辊压复合时,会因为电极极片1中间区域和边缘区域受到钢辊的轧制力不同,使得电极极片1与固态电解质膜2难以紧密复合,即为无效复合,会造成复合极片横向压实密度不一致,同时复合极片的一致性较差。严重的还会出现电极极片破碎的情况,从而对锂离子电池的安全性能和质量产生了极大地影响。
本申请的制备方法,在定型辊组件辊压时利用弹性辊压组件中弹性辊提供的缓冲,使得固态电解质膜能更好包覆住电极极片;同时在定型辊组件的辊压过程中,电极极片因中间厚导致电极极片中间区域受力大于边缘区域,经辊压后电极极片的横向厚度趋于一致。这在一定程度上避免了因电极极片1中间厚、两端薄的现象对辊压复合工序造成的不良影响,保护电极极片2避免被压碎的同时,还能够使得电极极片1中的活性物质层与固态电解质膜2之间更好的结合。另外在定型辊组件辊压过程电极极片1和固态电解质膜2能够受力均匀地被压制,提高了复合极片的压实密度,保证了复合极片厚度的一致性,弱化了电极极片1中间厚、两端薄的现象,提高了连续辊压的质量,可用于大规模生产。
在一些实施方式中,固态电解质膜包括固态电解质和粘结剂。
制备固态电解质膜时,首先将固态电解质,粘结剂搅拌混合,将该混合物纤维化处理后,得到纤维化固态电解质混合物,纤维化固态电解质混合物经过辊压制得到固态电解质膜。
在一些实施方式中,固态电解质为无机固态电解质,包括氧化物固态电解质、硫化物固态电解质、卤化物固态电解质、氢化物固态电解质、硼化物固态电解质、氮化物固态电解质中的一种或几种。
氧化物固态电解质包含一种或多种石榴石陶瓷、LISICON型氧化物、NASICON型氧化物和钙钛矿型陶瓷。例如,一种或多种石榴石陶瓷包括但不限于Li
硫化物固态电解质包括但不限于Li
卤化物固态电解质包括但不限于Li
硼化物固态电解质包括但不限于Li
氮化物固态电解质包括但不限于Li
氢化物固态电解质包括但不限于Li
在一些实施方式中,无机固态电解质可以是一种或多种金属氧化物颗粒或含锂化合物,包括但不限于Al
在一些实施方式中,固态电解质还包括部分聚合物固态电解质,聚合物固态电解质和无机固态电解质组成的复合固态电解质。本申请实施例中,复合固态电解质中的无机固态电解质和聚合物固态电解质的质量配比没有特别要求,用户可以根据实际需要进行设计。其中,聚合物固态电解质可以是聚氯乙烯(PVC)、聚丙烯腈(PAN)、聚甲基丙烯酸甲酯(PMMA)、聚氧化乙烯(PEO)中的至少一种。
在一些实施方式中,聚合物固态电解质中包含锂盐。
在一些实施方式中,锂盐包括但不限于六氟磷酸锂(LiPF
可以理解的是,上述包括氧化物固态电解质、硫化物固态电解质、卤化物固态电解质、氢化物固态电解质、氮化物固态电解质、聚合物固态电解质等材料在内的名词均是本领域已知的,上述材料的细化仅仅是作为示意性的举例,而非对保护范围的限制,在不违背本申请发明构思的基础上,任何已知的固态电解质种类均能用于本申请中。
在一些实施方式中,固态电解质膜的厚度为1-40μm。固态电解质膜能有效提高电池的安全性能,但固态电解质过厚,会影响电池能量密度;可以理解的是,当固态电解质膜包含基材时,固态电解质膜的厚度不包括基材的厚度。
优选地,固态电解质膜的厚度为1-30μm;优选地,为3-20μm;更优选地,为3-15μm。固态电解质膜的最大面密度为4mg/cm2,宽度可为0.6m。
在电极表面尤其是使用高容量的正极表面涂敷固态电解质涂层能有效提高电池的安全性能。但受限于能量密度,固态电解质膜的厚度通常较薄,与干法制备电极极片相比,固态电解质膜的厚度小了一个数量级,这使得固态电解质膜在干法复合导电极极片时容易破裂。
在一些实施方式中,固态电解质膜单独成膜,即固态电解质膜无需借助基材即可成膜并保持膜的完整。
在一些实施方式中,固态电解质膜远离电极极片的一侧覆盖有基材,该基材与固态电解质膜的结合力小于固态电解质膜与电极极片的结合力。经过辊压后,至少部分固态电解质转移到电极上,与基材分离。
本申请对基材的种类没有特别限定,在不违背本申请发明构思的基础上,任何已知的具有一定支撑作用,能够更有利于电解质材料成膜并能在辊压后与固态电解质膜分离的材料均能用于本申请中;仅仅作为示意性的举例,而非对保护范围的任何限定,基材选自硅油离型膜、氟素离型膜、PET膜、PP膜、PE膜、PE/PP膜、PP/PE/PP膜、PE/PP/PE膜、非硅离型膜中的一种或几种。
本申请还提供了一种复合极片,该复合极片根据上述提供的复合极片的制备方法制备得到。
在一些实施方式中,所述第一固态电解质膜和第二固态电解质膜组成不同。
进一步的,各加热辊的温度、加热时间和/或第一定型辊组件和第二定型辊组件的压力不同。
可以理解的是,上述第一固态电解质膜和第二固态电解质膜的组成不同,可以理解为固态电解质膜的材料体系或结构组成不同,这种不同,使得第一固态电解质膜或第二固态电解质膜的复合工序不同。本申请通过前后两次复合工序,可以针对第一固态电解质膜和第二固态电解质膜与正极极片的复合性能的不同而设置不同的复合工序。
进一步优选地,电极极片包括集流体和分别设置于集流体两面的第一活性物质层和第二活性物质层,其中第一活性物质层与第一固态电解质膜贴合,第二活性物质层与第二固态电解质膜贴合;第一活性物质层和第二活性物质层不同。
可以理解的是,上述第一活性物质层和第二活性物质层不同指第一活性物质层和第二活性物质层具有宏观上的性能差异,活性物质层中任何会导致宏观上性能差异的比如组成、结构、面密度等均应理解为本申请的保护范围之内。
在一些实施方式中,弹性辊配置为在刚性辊外侧环绕覆盖弹性件。弹性辊旋转时,弹性件随弹性辊一起旋转;并且在定型辊组件对第一固态电解质膜、电极极片、第二固态电解质膜进行辊压时,弹性件提供缓冲作用,使得第一固态电解质膜和第二固态电解质膜能更好包覆住电极极片的两侧,同时使得经辊压后的电极极片横向厚度的一致性得到提高。
可以理解的是,电极极片生产过程中,为了后续辊压过程的顺利进行,通常会对电极极片的边缘进行削薄处理,而电极极片削薄区域的存在使得固态电解质膜与电极极片的贴合受到影响;如果在削薄区域,电极极片与固态电解质膜无法形成有效的复合,则形成的复合极片容易在边缘区域形成裂纹。
令人意外的,本申请的复合极片制备装置在辊压时利用弹性件提供的缓冲,使得固态电解质膜能更好包覆住电极极片;同时在定型辊组件的辊压过程中,电极极片因中间厚导致电极极极片中间区域受力大于边缘区域,经辊压后电极极片的横向厚度趋于一致。
该弹性件由柔性材料制成,柔性材料在压力作用下发生弹性形变,微小的弹性形变使得电极极片的中间区域与削薄区域的厚度在压力作用下趋于一致,能较好地与固态电解质膜进行贴合。
该弹性件的屈服极限满足:当固态电解质膜与电极极片经过定型辊中间的间隙时,固态电解质膜与电极极片发生塑性形变,而该弹性件发生的形变为弹性形变。
弹性形变是指固体受外力作用而使各点间相对位置的改变,当外力撤消后,固体又恢复原状的称之为弹性形变。
一个物体在弹性限度外受到较大力时,可能会发生断裂、变形,无法回到原来的形状的现象,这种现象称为塑性形变。
在一些实施方式中,弹性件的宽度大于或等于所述固态电解质膜或所述电极极片的宽度的最小值。
在本发明一些实施方式中,柔性材料为聚合物。本申请对聚合物的材质不作特殊限制,示例性的,可以为聚四氟乙烯、聚对苯二甲酸乙二醇酯、聚丙烯、聚丙烯腈等塑料,也可为海帕隆橡胶、硅橡胶、氟橡胶等橡胶,还可以为硅胶等可发生一定程度形变的弹性材料。优选耐热性能高的硬胶。
本申请对弹性件的厚度没有特别限定,在不违背本申请发明构思地基础上,对弹性件厚度进行的必要调整都可理解为在本申请的保护范围之内。
在一些实施方式中,弹性辊也可以配置为在刚性辊外侧部分环绕覆盖弹性件,使得定型辊组件辊压复合时,弹性件位于第一或第二固态电解质膜和定型辊组件之间。示例性的,第一弹性辊31可以由刚性辊配合由柔性材料制成的保护膜替代,具体的保护膜可以通过位于预加热器41和第一弹性辊31之间的保护膜放卷机构放卷经过第一定型辊组件中间的间隙,在第一定型辊组件中从上到下依次分布的为刚性辊、保护膜、第一固态电解质膜、电极极片和刚性辊。辊压时保护膜代替第一弹性辊中的弹性件起到缓冲作用。
令人意外的,在电极极片与固态电解质膜的复合过程中,一个钢性辊和一个弹性辊的组合方式有利于复合极片的制备,当电极极片需要两面进行固态电解质膜的叠合时,采用本申请的两面分别叠合的工艺,有助于提升复合极片质量。
本申请另外还提供了一种锂离子电池,该锂离子电池包括上述提供的复合极片。
在一些实施方式中,电极极片和固态电解质膜也可以是采购获得。
下文将通过实施例更具体地描述本发明的实施方案。然而,本发明的实施方案不仅仅限于这些实施例。
实施例1
1.制备正极极片
选取锰酸锂作为正极活性材料,科琴黑作为导电剂和PTFE作为粘结剂,将上述物质混合后使用高速搅拌器进行混合搅拌得到正极混合物。然后将该混合物通过气流磨的方式进行纤维化处理,得到正极的纤维化混合物,即正极活性物质层。将该正极活性物质层与集流体经过辊压复合制得正极极片。
2.制备固态电解质膜
选取LLZO作为固态电解质,聚四氟乙烯作为粘结剂和LiPF
3.制备复合正极极片
通过如图2所示的设置有保护膜的复合极片制备装置,将正极极片与第一和第二固态电解质膜进行复合。其中弹性件为海帕隆橡胶。
第一固态电解质膜从第一固态电解质膜放卷机构21出发,依次经过第一导向辊51、第二导向辊52和第三导向辊53后到第一加热辊41进行加热。电极极片从电极极片放卷机构11出发,到达第二导向辊52后与第一固态电解质膜贴合;电极极片与第一固态电解质膜一起经第一加热辊41和第二加热辊42加热后进入第一弹性辊31和第一刚性辊32之间的间隙进行第一次复合,其中电极极片相较于第一固态电解质膜远离第一弹性辊31。复合完成后第一基材在第一基材收卷机构22的作用下绕第一弹性辊31旋转一定角度后经由第四导向辊54导向,最终由第一基材收卷机构22完成收卷。
其中第一加热辊41和第二加热辊42的温度为165℃、加热时间各3s,第一定型辊组件的温度为160℃。
第二固态电解质膜从第二固态电解质膜放卷机构23出发,依次经过第五导向辊55、第六导向辊56和第七导向辊57后到第三加热辊43进行加热。复合膜片从第一定型辊组件出发,到达第六导向辊56后与第二固态电解质膜贴合;复合膜片与第二固态电解质膜一起经第三加热辊43和第四加热辊44加热后进入第二弹性辊34和第二刚性辊33之间的间隙进行第二次复合,其中复合膜片相较于第二固态电解质膜远离第二弹性辊34。复合完成后第二基材在第二基材收卷机构24的作用下绕第二弹性辊34旋转一定角度后经由第九导向辊59导向,最终由第二基材收卷机构24完成收卷。复合极片则经过第一冷却辊45和第二冷却辊冷却后由复合极片收卷机构12进行收卷。
其中第三加热辊43、第四加热辊44的温度为180℃、加热时间分别为2s,第二定型辊组件的温度为180℃。
制备得到的复合极片表面无裂纹,复合极片整体厚度为165μm。
实施例2
1.制备正极极片
选取锰酸锂作为正极活性材料,科琴黑作为导电剂和PTFE作为粘结剂,将上述物质混合后使用高速搅拌器进行混合搅拌得到正极混合物。然后将该混合物通过气流磨的方式进行纤维化处理,得到正极的纤维化混合物,即正极活性物质层。将该正极活性物质层与集流体经过辊压复合制得正极极片。
2.制备固态电解质膜
选取预选的固态电解质材料,聚四氟乙烯作为粘结剂,将上述物质混合后使用高速搅拌器进行混合搅拌得到固态电解质混合物。然后将该混合物通过气流磨的方式进行纤维化处理,得到纤维化固态电解质混合物,将该纤维化固态电解质混合物经过辊压制得固态电解质膜。
其中,第一固态电解质膜的原料为LLZO和PTFE颗粒;第二固态电解质膜的原料为LLZO和PTFE纤维膜。
3.制备复合正极极片
通过如图3所示的设置有保护膜的复合极片制备装置,将正极极片与第一和第二固态电解质膜进行复合。其中弹性件为海帕隆橡胶。与实施例1不同的在于第一基材与复合膜片分离时,以及第二基材与复合极片分离时不控制分离角。
第一固态电解质膜从第一固态电解质膜放卷机构21出发,依次经过第一导向辊51、第二导向辊52和第三导向辊53后到第一加热辊41进行加热。电极极片从电极极片放卷机构11出发,到达第二导向辊52后与第一固态电解质膜贴合;电极极片与第一固态电解质膜一起经第一加热辊41和第二加热辊42加热后进入第一弹性辊31和第一刚性辊32之间的间隙进行第一次复合,其中电极极片相较于第一固态电解质膜远离第一弹性辊31。复合完成后第一基材随着复合膜片一起向第二定型辊组件移动,同时第一基材受到第一基材收卷机构22经由第四导向辊54和第十一导向辊61传递的作用力,使得第一基材与复合膜片在第十一导向辊61处完成分离,最终由第一基材收卷机构22对第一基材完成收卷;其中第十一导向辊61紧挨着复合膜片的行经路线。
其中第一加热辊41的温度为160℃、加热时间5s,第二加热辊42的温度为165℃、加热时间5s,第一定型辊的温度为160℃。
第二固态电解质膜从第二固态电解质膜放卷机构23出发,依次经过第五导向辊55、第六导向辊56和第七导向辊57后到第三加热辊43进行加热。复合膜片从第一定型辊组件出发,到达第六导向辊56后与第二固态电解质膜贴合;复合膜片与第二固态电解质膜一起经第三加热辊43和第四加热辊44加热后进入第二弹性辊34和第二刚性辊33之间的间隙进行第二次复合,其中复合膜片相较于第二固态电解质膜远离第二弹性辊34。复合完成后第二基材受到第二基材收卷机构24经由第九导向辊59和第十二导向辊62传递的作用力,使得第二基材与复合极片在第十二导向辊62处完成分离,最终由第二基材收卷机构24对第二基材完成收卷;其中第十二导向辊62紧挨着复合极片的行经路线。复合极片则经过第一冷却辊45和第二冷却辊冷却后由复合极片收卷机构12进行收卷。
其中第四加热辊44的温度为180℃、加热时间为3s,第三加热辊43的温度为185℃、加热时间5s。第二定型辊组件的温度为180℃。
制备得到的复合极片表面无裂纹,复合极片整体厚度为160μm。
实施例3
1.制备正极极片
设定与第一固态电解质膜贴合的正极活性物质层为第一正极活性物质层,设定与第二固态电解质膜贴合的正极活性物质层为第二正极活性物质层;其中,第一正极活性物质层选取磷酸铁锂作为正极活性材料,科琴黑作为导电剂和PTFE作为粘结剂,第一正极活性物质层的面密度为25mg/cm
将第一正极活性物质层混合物和第二正极活性物质层混合物通过气流磨的方式分别进行纤维化处理,得到第一正极活性物质层和第二正极活性物质层的各自的纤维化混合物。然后将第一正极活性物质层、第二正极活性物质层与集流体经过辊压复合制得正极极片。
2.制备固态电解质膜
选取预选的LLZO作为固态电解质材料,聚四氟乙烯作为粘结剂,将上述物质混合后使用高速搅拌器进行混合搅拌得到固态电解质混合物。然后将该混合物通过气流磨的方式进行纤维化处理,得到纤维化固态电解质混合物,将该纤维化固态电解质混合物经过辊压制得第一固态电解质膜和第二固态电解质膜,其中第二固态电解质膜的厚度比第一固态电解质膜的厚度厚3μm。
其中,第一固态电解质膜的原料为LLZO和PTFE颗粒;第二固态电解质膜的原料为LLZO和PTFE纤维膜。
3.制备复合正极极片
第一固态电解质膜从第一固态电解质膜放卷机构21出发,依次经过第一导向辊51、第二导向辊52和第三导向辊53后到第一加热辊41进行加热。电极极片从电极极片放卷机构11出发,到达第二导向辊52后与第一固态电解质膜贴合;电极极片与第一固态电解质膜一起经第一加热辊41和第二加热辊42加热后进入第一弹性辊31和第一刚性辊32之间的间隙进行第一次复合,其中电极极片相较于第一固态电解质膜远离第一弹性辊31。复合完成后第一基材随着复合膜片一起向第二定型辊组件移动,同时第一基材受到第一基材收卷机构22经由第四导向辊54和第十一导向辊61传递的作用力,使得第一基材与复合膜片在第十一导向辊61处完成分离,最终由第一基材收卷机构22对第一基材完成收卷;其中第十一导向辊61紧挨着复合膜片的行经路线。
其中第一加热辊41的温度为160℃、加热时间5s,第二加热辊42的温度为165℃、加热时间5s,第一定型辊的温度为160℃。
第二固态电解质膜从第二固态电解质膜放卷机构23出发,依次经过第五导向辊55、第六导向辊56和第七导向辊57后到第三加热辊43进行加热。复合膜片从第一定型辊组件出发,到达第六导向辊56后与第二固态电解质膜贴合;复合膜片与第二固态电解质膜一起经第三加热辊43和第四加热辊44加热后进入第二弹性辊34和第二刚性辊33之间的间隙进行第二次复合,其中复合膜片相较于第二固态电解质膜远离第二弹性辊34。复合完成后第二基材受到第二基材收卷机构24经由第九导向辊59和第十二导向辊62传递的作用力,使得第二基材与复合极片在第十二导向辊62处完成分离,最终由第二基材收卷机构24对第二基材完成收卷;其中第十二导向辊62紧挨着复合极片的行经路线。复合极片则经过第一冷却辊45和第二冷却辊冷却后由复合极片收卷机构12进行收卷。
其中第四加热辊44的温度为160℃、加热时间为3s,第三加热辊43的温度为165℃、加热时间5s。第二定型辊组件的温度为160℃。
制备得到的复合极片表面无裂纹,复合极片整体厚度为170μm。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本申请的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本申请构思的前提下,还可以做出若干变形和改进,这些都属于本申请的保护范围。因此,本申请专利的保护范围应以所附权利要求为准。