一种新型橡胶轮胎成型机垫胶纠偏装置
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及输送设备技术领域,尤其涉及一种新型橡胶轮胎成型机垫胶纠偏装置,用于定向输送垫胶。
背景技术
软质基材,比如被贴覆于轮胎内层的垫胶,由于其质地较软,在贴覆的过程中难以被自动纠偏而使其有效并准确的被贴覆在准确的位置。因此,需要借助输送介质进行间接纠偏而达到纠偏垫胶的效果。
发明内容
本发明的主要目的在于提供一种新型橡胶轮胎成型机垫胶纠偏装置,通过设置支撑架和纠偏组件,能够对输送带所输送的垫胶进行有效监测和纠偏。
本发明的另一目的在于提供一种新型橡胶轮胎成型机垫胶纠偏装置,能够同时输送并纠偏多条垫胶,工作效率高,工作质量高。
本发明的另一目的在于提供一种新型橡胶轮胎成型机垫胶纠偏装置,通过型材框架的定向移动适于快速更换被贴覆的轮毂。
本发明的另一目的在于提供一种新型橡胶轮胎成型机垫胶纠偏装置,通过设置压料辊能够快速完成垫胶在轮毂表面的贴覆。
本发明的另一目的在于提供一种新型橡胶轮胎成型机垫胶纠偏装置,通过设置压料辊与监测机构一一对应配合,能够有效、准确下压垫胶,同时还能够有效节约资源,降低成本。
为实现本发明以上至少一个目的,本发明提供一种新型橡胶轮胎成型机垫胶纠偏装置,用于定向输送垫胶,其中所述纠偏输送系统包括一型材框架和至少一输送带,其中所述型材框架设置有:
一导向组件,其包括沿所述型材框架的长度方向并列设置的一驱动芯轴和至少一导轨,其中所述驱动芯轴位于所述长度方向的端部,并沿轴向可滑动地套设有至少一驱动辊组;
至少一支撑架,其中所述支撑架沿所述长度方向与所述驱动辊组一一对应,并设置有与所述导轨相配合的滑槽,所述支撑架于远离所述驱动辊组的一端设置有支撑辊组,以通过所述支撑辊组和所述驱动辊组绕设所述输送带,所述支撑架的另一端连接所述驱动辊组;和
至少一纠偏组件,其中所述纠偏组件包括监测机构和与所述监测机构相配合的执行机构,其中所述监测机构与所述输送带相配合,并靠近所述型材框架的长度方向的端部,以监测所述输送带表面的所述垫胶,所述执行机构与支撑所述输送带的所述支撑架相配合,以在所述监测机构监测到所述垫胶偏离预定位置时纠偏所述支撑架,从而带动所述支撑架和对应的所述驱动辊组沿轴向移动,进而带动所述输送带纠偏所述垫胶。
在一种可能的实施方式中,所述驱动辊组、所述支撑架、所述输送带以及所述纠偏组件均被实施为两个或两个以上。
在一种可能的实施方式中,所述监测机构被实施为线性图像采集装置,所述执行机构被对应实施为纠偏执行器,其中所述纠偏执行器的驱动端固定连接所述支撑架。
在一种可能的实施方式中,所述线性图像采集装置被实施为光电传感器。
在一种可能的实施方式中,所述型材框架由多根穿线方管组成。
在一种可能的实施方式中,所述纠偏装置还包括底座和压料辊组,其中所述型材框架被可定向靠近或远离所述轮毂地设置于所述底座,且所述型材框架于设置所述监测机构的一端靠近所述轮毂,其中所述压料辊组被可定向靠近或远离所述轮毂地设置于所述型材框架,以在所述垫胶被输送而贴近所述轮毂时将所述垫胶贴覆于所述轮毂的表面,从而实现多个所述垫胶的同时贴覆。
在一种可能的实施方式中,所述压料辊组包括至少两个压料辊,其中至少两个所述压料辊分别与至少两个所述监测机构一一对应配合,以在所述监测机构监测到所述垫胶,并在延迟预定的时间后通过对应的所述压料辊下压所述垫胶。
在一种可能的实施方式中,所述型材框架于靠近所述轮毂的一端设置有缓冲件。
在一种可能的实施方式中,所述缓冲件包括防撞条和弹性体,其中所述弹性体被设置于所述防撞条靠近所述轮毂的一侧。
在一种可能的实施方式中,所述型材框架于靠近所述轮毂的一端设置有至少一过渡辊,其中所述过渡辊位于所述输送带的延伸方向,并贴近所述轮毂,以给所述垫胶提供被贴覆至所述轮毂的过渡。
本发明的这些和其它目的、特点和优势,通过下述的详细说明,得以充分体现。
附图说明
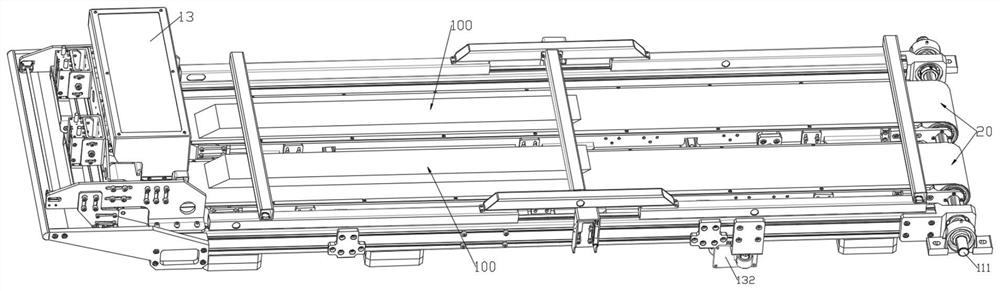
图1示出了本申请一较佳实施例新型橡胶轮胎成型机垫胶纠偏装置的结构示意图。
图2示出了本申请一较佳实施例支撑架的结构示意图。
图3示出了本申请一较佳实施例绕设输送带后的支撑架的结构示意图。
图4示出了本申请一较佳实施例新型橡胶轮胎成型机垫胶纠偏装置的结构示意图。
图5示出了本申请图4的局部结构示意图。
具体实施方式
以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本发明的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本发明的精神和范围的其他技术方案。
本领域技术人员应理解的是,在说明书的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本发明的限制。
结合说明书附图1至图5,依本发明一较佳实施例的新型橡胶轮胎成型机垫胶纠偏装置将在以下被详细地阐述,其中所述新型橡胶轮胎成型机垫胶纠偏装置被用于定向输送垫胶100,并将所述垫胶100贴覆于一转动的轮毂200的表面。所述新型橡胶轮胎成型机垫胶纠偏装置包括一型材框架10和至少一输送带20,其中所述型材框架10设置有导向组件、至少一支撑架12和至少一纠偏组件13。
所述导向组件包括沿所述型材框架10的长度方向间隔并列设置的一驱动芯轴111和至少一导轨112,其中所述驱动芯轴111位于所述长度方向的端部,并沿轴向可滑动地套设有至少一驱动辊组113。
所述支撑架12沿所述长度方向与所述驱动辊组113一一对应,并设置有与所述导轨112相配合的滑槽。所述支撑架12于远离所述驱动辊组113的一端设置有支撑辊组121,以通过所述支撑辊组121和所述驱动辊组113绕设所述输送带20,同时所述支撑架12的右端连接所述驱动辊组113,其中优选地,所述支撑架12的右端被分别卡设于所述驱动辊组113的两端,从而在所述支撑架12被沿垂直于所述长度方向的轴向驱动时,所述支撑架12能够同步带动所述驱动辊组113在所述导轨112上定向移动,使得绕设在所述支撑辊组121和所述驱动辊组113上的所述输送带20被同步带动,从而实现对所述输送带20表面的所述垫胶100的定向纠偏。值得一提的是,根据所述驱动芯轴111上所套设的所述驱动辊组113的数量和位置,即可确定所述支撑架12和所述输送带20的数量和位置,从而能够同时输送多条所述垫胶100。
所述纠偏组件13包括监测机构131和与所述监测机构131相配合的执行机构132,其中所述监测机构131与所述输送带20相配合,并靠近所述型材框架10的长度方向的端部,以监测所述输送带20表面的所述垫胶100。具体的,所述监测机构131被设置在所述输送带20的下游,其中大多数情况下所述输送带20的下游贴近所述垫胶100的应用端,用来监测所述输送带20表面的所述垫胶100的行进轨迹是否在预设范围之内。另外,本领域技术人员能够理解的是,在某些情况下所述监测机构131也可以被同时布设在所述型材框架10的长度方向的两端,使得所述输送带20能够同时进行正向旋转和反向旋转,从而能够双向输送。所述执行机构132与支撑所述输送带20的所述支撑架12相配合,以在所述监测机构131监测到所述垫胶100偏离预定位置时纠偏所述支撑架12,从而带动所述支撑架12和对应的所述驱动辊组113沿轴向移动,进而带动所述输送带20纠偏所述垫胶100。
简单来说,在该适于垫胶100的纠偏输送系统中,根据所述驱动芯轴111上套设的每个所述驱动辊组113形成纠偏所述垫胶100的子纠偏输送系统,其由驱动辊组113、对应的支撑架12、绕设于该驱动辊组113的输送带20以及监测该输送带20和纠偏该输送带支架12的纠偏组件13组成。根据所述纠偏组件13通过所述输送带20实时在线纠偏所述垫胶100的行进路线,进行闭环控制;另外,在所述驱动芯轴111上的多个所述驱动辊组113分别同时带动多条所述输送带20运转时,能够同时对每条所述输送带20上的所述垫胶100进行实时监控和在线纠偏调整,从而从本质上提高工作效率,确保工作质量,提高企业在社会的竞争力。
作为本发明一较佳实施例,所述驱动辊组113、所述支撑架12、所述输送带20以及所述纠偏组件13均被实施为两个或两个以上,以同时输送两个或两个以上所述垫胶100,或利用其中的某一个或某些子纠偏输送系统来输送单个或部分所述垫胶100,其根据实际工作需要进行设定,比如针对不同规格的轮毂在不同的位置贴覆所述垫胶100。使得该纠偏输送系统不仅能够同时输送多条所述垫胶100,还能够通过仅控制部分子纠偏输送系统进行输送,从而有效节约资源,适于输送多种规格的垫胶100的应用,比如在具备较多子纠偏系统时能够同时贴覆间距为30mm~50mm的垫胶100,还能够同时贴覆间距为50mm~70mm或者更大间距的垫胶100,其根据所述驱动辊组113的间距,即所述输送带20的间距可以灵活设置。
值得一提的是,所述监测机构131被实施为线性图像采集装置。所述执行机构132被对应实施为纠偏执行器,其中所述纠偏执行器132的驱动端固定连接所述支撑架12。
进一步优选地,所述线性图像采集装置被实施为光电传感器。
需要说明的是,为了确保所述型材框架10的结构稳定性,并确保该纠偏输送系统的结构合理性,便于各种电线的布置和连接,所述型材框架10由多根穿线方管组成,其中所述纠偏输送系统所使用到的各种线路均可在所述穿线方管内行走。所述型材框架10于所述长度方向并列设置有多个加强筋14。
值得一提的是,在一种可能的实施方式中,即,所述新型橡胶轮胎成型机垫胶纠偏装置被用于成型机时,结合图4和图5,所述纠偏装置还包括底座30和压料辊组40。
所述型材框架10被可定向靠近或远离所述轮毂200地设置于所述底座30,且所述型材框架10于设置所述监测机构131的一端,即所述型材框架10的左端靠近所述轮毂200。具体的,所述型材框架10铰接于所述底座30,且所述底座30设置有供所述型材框架10左右移动的导轨(图中未显示),并于所述型材框架10的右侧设置有驱动气缸(图中未显示)。在成型所述轮毂200时,通过所述驱动气缸驱动所述型材框架10向左移动而靠近所述轮毂200,而在所述垫胶100贴覆完毕后,向右拉动所述型材框架10,从而给更换轮毂200提供操作空间。所述压料辊组40被可定向靠近或远离所述轮毂200地设置于所述型材框架10,以在所述垫胶100被输送而贴近所述轮毂200时将所述垫胶100贴覆于所述轮毂200的表面,从而实现多个所述垫胶100的同时贴覆。
作为本发明一较佳实施例,所述压料辊组40包括至少两个压料辊41,其中至少两个所述压料辊41分别与至少两个所述监测机构131一一对应配合。在每个子纠偏输送系统中,当所述监测机构131监测到所述垫胶100,延迟预定的时间后,对应的所述压料辊41下压所述垫胶100,一直持续下压至所述垫胶100使其被完全贴覆在所述轮毂200上,然后所述压料辊41复位。根据所述监测机构131的运行,对应的所述压料辊41才会运行,从而有效节约能源,降低企业成本。
需要说明的是,在所述型材框架10的移动过程中,为防止所述型材框架10损伤到所述轮毂200,所述型材框架10于靠近所述轮毂200的一端设置有缓冲件50。
具体的,所述缓冲件50包括防撞条51和弹性体52,其中所述弹性体52被设置于所述防撞条51靠近所述轮毂200的一侧。所述弹性体52被优选实施为橡胶垫
作为本发明一较佳实施例,所述型材框架10于靠近所述轮毂200的一端设置有至少一过渡辊60,其中所述过渡辊60位于所述输送带20的延伸方向,并贴近所述轮毂200,以给所述垫胶100提供被贴覆至所述轮毂200的过渡。
本领域的技术人员应理解,上述描述所示的本发明的实施例只作为举例而并不限制本发明。本发明的目的已经完整并有效地实现。本发明的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本发明的实施方式可以有任何变形或修改。
- 一种新型橡胶轮胎成型机垫胶纠偏装置
- 一种轮胎成型机垫胶自动刺孔装置