一种电接端子用电镀设备及其电镀方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及电接端子电镀技术领域,具体为一种电接端子用电镀设备及其电镀方法。
背景技术
电接端子就是用于实现电气连接的一种配件产品,工业上划分为连接器的范畴。随着工业自动化程度越来越高和工业控制要求越来越严格、精确,电接端子的用量逐渐上涨。随着电子行业的发展,电接端子的使用范围越来越多,而且种类也越来越多。用得最广泛的除了PCB板端子外,还有五金端子,螺帽端子,弹簧端子等等。
电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,是利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止金属氧化(如锈蚀),提高耐磨性、导电性、反光性、抗腐蚀性(硫酸铜等)及增进美观等作用。不少硬币的外层亦为电镀,现有的电接端子的表面均利用电镀的方式进行处理。
现有的电接端子的电镀设备多是针对端子的单面进行电镀,只能够对端子的一面进行电镀,需要进行多次的电镀才能够完成端子的电镀。
发明内容
本发明的目的在于提供一种电接端子用电镀设备及其电镀方法,以解决上述背景技术中提出的现有的电接端子的电镀设备多是针对端子的单面进行电镀,只能够对端子的一面进行电镀,需要进行多次的电镀才能够完成端子的电镀的问题。
为实现上述目的,本发明提供如下技术方案:一种电接端子用电镀设备,包括:
安装座组件;
输送带组件,所述输送带组件安装在等待安装座组件的顶部;
多个导向杆组件,多个所述导向杆组件安装在所述安装座组件的顶部,所述导向杆组件的底部与输送带组件的顶部接触;
下电镀组件,所述下电镀组件安装在所述安装座组件的左侧,所述下电镀组件的顶部与所述输送带组件的顶部平齐;
下电镀组件,所述下电镀组件安装在所述安装座组件的左侧顶部,所述下电镀组件与所述下电镀组件相对应。
优选的,所述安装座组件包括:
安装座本体;
输送带安装槽,所述输送带安装槽开设在所述安装座本体的顶部;
滑槽,所述滑槽开设在所述安装座本体的顶部,所述滑槽在所述输送带安装槽的右侧;
下支架,所述下支架设置在所述安装座本体的左侧;
上支架,所述上支架设置在所述下支架的顶部。
优选的,所述输送带组件包括:
多个输送轴;
输送带,所述输送带套接在多个所述输送轴的外壁上。
优选的,所述导向杆组件包括:
导向杆本体;
滑块,所述滑块设置在所述导向杆本体的底部右侧;
两个锁紧螺栓,两个所述锁紧螺栓安装在所述导向杆本体的顶部右侧,所述锁紧螺栓贯穿所述导向杆本体的底部。
优选的,所述下电镀组件包括:
两个下导电轴,两个所述下导电轴呈上下对称设置,下端所述下导电轴的后端安装有电机;
下浸液布,所述下浸液布套接在两个所述下导电轴的外壁上;
下喷液管道,所述下喷液管道设置在两个所述下导电轴之间,所述下喷液管道在所述下浸液布的内侧,所述下喷液管道呈斜向上设置,所述下喷液管道上的喷液口与下浸液布相对应。
优选的,所述下电镀组件包括:
两个上导电轴,两个所述上导电轴呈上下对称设置,上端所述上导电轴的后端安装有电机;
上浸液布,所述上浸液布套接在两个所述上导电轴的外壁上;
上喷液管道,所述上喷液管道设置在两个所述上导电轴之间,所述上喷液管道在所述上浸液布的内侧,所述上喷液管道呈斜向下设置,所述上喷液管道上的喷液口与上浸液布相对应。
一种电接端子的电镀方法,该电接端子的电镀方法包括如下步骤:
S1:调节间距:根据电接端子的尺寸调节多个所述导向杆组件之间的间距,将电接端子置于所述输送带上,通过所述导向杆组件对电接端子进行导向;
S2:输送物料:通过电机带动所述输送轴旋转,通过多个所述输送轴的配合使用带动所述输送带旋转,通过所述输送带对电接端子进行输送;
S3:喷液:通过所述下喷液管道和所述上喷液管道分别对所述下浸液布和所述上浸液布喷洒电镀液;
S4:电镀:对所述下导电轴和所述上导电轴通电,并通过电机带动所述下导电轴和所述上导电轴旋转,通过所述下导电轴和所述下浸液布的配合使用以及通过所述上导电轴和所述上浸液布对电接端子的外壁进行电镀。
与现有技术相比,本发明的有益效果是:本发明使用方便,能够快速的对电接端子的外壁两面同时进行电镀,提高电接端子的电镀效率,多个输送轴均匀安装在输送带安装槽的内侧,多个输送轴之间通过链条连接在一起,端部一个的输送轴的一端与电机连接,通过电机带动输送轴旋转,通过输送轴带动输送带旋转,端子置于输送带的顶部,通过输送带带动端子移动,滑块与导向杆本体为一体化加工而成,滑块与滑槽相匹配,滑块插接在滑槽的内侧,导向杆本体通过滑块与滑槽的配合使用安装在安装座本体的顶部,导向杆本体通过滑块与滑槽的配合使用能够在安装座本体上移动,根据端子尺寸调节多个导向杆本体之间的间距,通过导向杆本体对端子进行导向,下喷液管道安装在下支架的内侧,通过下喷液管道将电镀液喷洒到下浸液布上,下浸液布作逆时针旋转,行程较长,能够使得电镀液充分的浸润到下浸液布内,上喷液管道安装在上支架的内侧,通过上喷液管道将电镀液喷洒到上浸液布上,上浸液布作逆时针旋转,行程较长,能够使得电镀液充分的浸润到上浸液布内,通过输送带将端子输送到下浸液布与上浸液布之间,通过下浸液布与上浸液布的旋转带动端子移动,并且通过下导电轴和下浸液布的配合使用以及上导电轴和上浸液布的配合使用对端子的两面进行电镀,使用方便,能够快速的对电接端子的外壁两面同时进行电镀,提高电接端子的电镀效率。
附图说明
图1为本发明结构示意图;
图2为本发明安装座组件结构示意图;
图3为本发明输送带组件结构示意图;
图4为本发明导向杆组件结构示意图;
图5为本发明下电镀组件结构示意图;
图6为本发明下电镀组件结构示意图;
图7为本发明电镀方法流程图。
图中:100安装座组件、110安装座本体、120输送带安装槽、130滑槽、140下支架、150上支架、200输送带组件、210输送轴、220输送带、300导向杆组件、310导向杆本体、320滑块、330锁紧螺栓、400下电镀组件、410下导电轴、420下浸液布、430下喷液管道、500下电镀组件、510上导电轴、520上浸液布、530上喷液管道。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
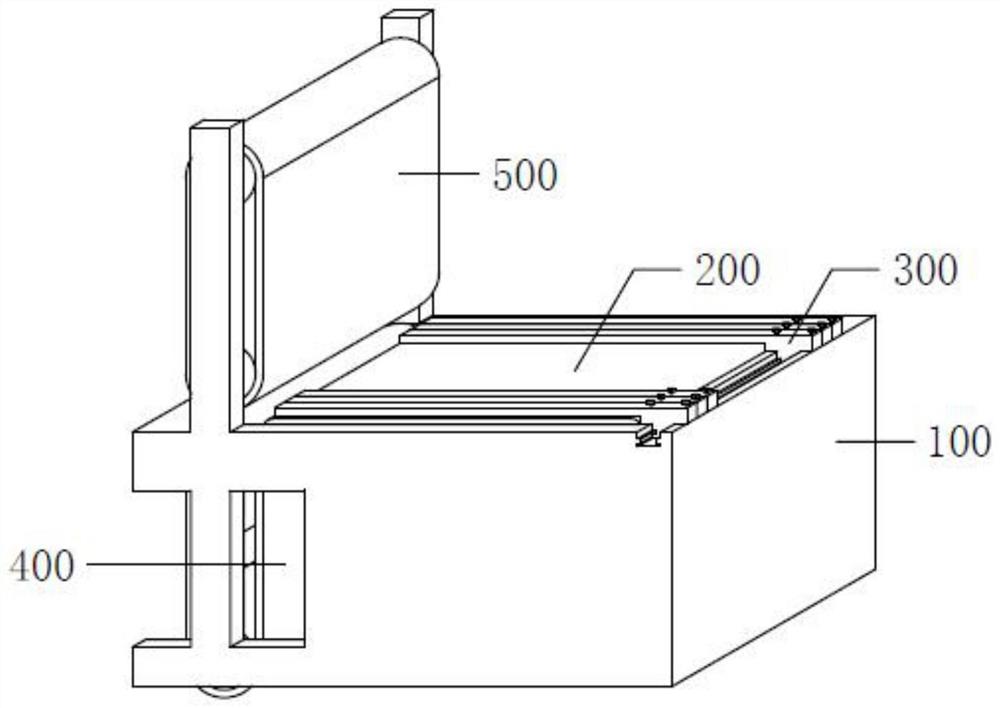
本发明提供一种电接端子用电镀设备,使用方便,能够快速的对电接端子的外壁两面同时进行电镀,提高电接端子的电镀效率,请参阅图1,包括:安装座组件100、输送带组件200、导向杆组件300、下电镀组件400和下电镀组件500;
请参阅图1-2,安装座组件100包括:
安装座本体110;
输送带安装槽120开设在安装座本体110的顶部;
滑槽130开设在安装座本体110的顶部,滑槽130在输送带安装槽120的右侧;
下支架140设置在安装座本体110的左侧,下支架140与安装座本体110为一体化加工而成;
上支架150设置在下支架140的顶部,上支架150与下支架140为一体化加工而成;
请参阅图1-3,输送带组件200安装在等待安装座组件100的顶部,输送带组件200包括:
多个输送轴210均匀安装在输送带安装槽120的内侧,多个输送轴210之间通过链条连接在一起,端部一个的输送轴210的一端与电机连接;
输送带220套接在多个输送轴210的外壁上,通过电机带动输送轴210旋转,通过输送轴210带动输送带220旋转,端子置于输送带220的顶部,通过输送带220带动端子移动;
请参阅图1-4,多个导向杆组件300安装在安装座组件100的顶部,导向杆组件300的底部与输送带组件200的顶部接触,导向杆组件300包括:
导向杆本体310的底部左侧与安装座本体110和输送带220的顶部接触;
滑块320设置在导向杆本体310的底部右侧,滑块320与导向杆本体310为一体化加工而成,滑块320与滑槽130相匹配,滑块320插接在滑槽130的内侧,导向杆本体310通过滑块320与滑槽130的配合使用安装在安装座本体110的顶部,导向杆本体310通过滑块320与滑槽130的配合使用能够在安装座本体110上移动,根据端子尺寸调节多个导向杆本体310之间的间距,通过导向杆本体310对端子进行导向;
两个锁紧螺栓330安装在导向杆本体310的顶部右侧,锁紧螺栓330贯穿导向杆本体310的底部,通过锁紧螺栓330将导向杆本体310固定在安装座本体110的顶部;
请参阅图1、图2、图3和图5,下电镀组件400安装在安装座组件100的左侧,下电镀组件400的顶部与输送带组件200的顶部平齐,下电镀组件400包括:
两个下导电轴410呈上下对称设置,下端下导电轴410的后端安装有电机,下导电轴410安装在下支架140的内侧,通过电机带动下导电轴410作逆时针旋转;
下浸液布420套接在两个下导电轴410的外壁上,通过两个下导电轴410的配合使用带动下浸液布420作逆时针旋转,下浸液布420的顶部与输送带220的顶部平齐;
下喷液管道430设置在两个下导电轴410之间,下喷液管道430在下浸液布420的内侧,下喷液管道430呈斜向上设置,下喷液管道430上的喷液口与下浸液布420相对应,下喷液管道430安装在下支架140的内侧,通过下喷液管道430将电镀液喷洒到下浸液布420上,下浸液布420作逆时针旋转,行程较长,能够使得电镀液充分的浸润到下浸液布420内;
请参阅图1、图2、图3、图5和图6,下电镀组件500安装在安装座组件100的左侧顶部,下电镀组件500与下电镀组件400相对应,下电镀组件500包括:
两个上导电轴510呈上下对称设置,上端上导电轴510的后端安装有电机,上导电轴510安装在上支架150的内侧,通过电机带动上导电轴510作逆时针旋转;
上浸液布520套接在两个上导电轴510的外壁上,通过两个上导电轴510的配合使用带动上浸液布520作逆时针旋转;
上喷液管道530设置在两个上导电轴510之间,上喷液管道530在上浸液布520的内侧,上喷液管道530呈斜向下设置,上喷液管道530上的喷液口与上浸液布520相对应,上喷液管道530安装在上支架150的内侧,通过上喷液管道530将电镀液喷洒到上浸液布520上,上浸液布520作逆时针旋转,行程较长,能够使得电镀液充分的浸润到上浸液布520内,通过输送带220将端子输送到下浸液布420与上浸液布520之间,通过下浸液布420与上浸液布520的旋转带动端子移动,并且通过下导电轴410和下浸液布420的配合使用以及上导电轴510和上浸液布520的配合使用对端子的两面进行电镀,使用方便,能够快速的对电接端子的外壁两面同时进行电镀,提高电接端子的电镀效率。
本发明还提供一种电接端子的电镀方法,请参阅图7,
该电接端子的电镀方法包括如下步骤:
S1:调节间距:根据电接端子的尺寸调节多个导向杆组件300之间的间距,将电接端子置于输送带220上,通过导向杆组件300对电接端子进行导向;
S2:输送物料:通过电机带动输送轴210旋转,通过多个输送轴210的配合使用带动输送带220旋转,通过输送带220对电接端子进行输送;
S3:喷液:通过下喷液管道430和上喷液管道530分别对下浸液布420和上浸液布520喷洒电镀液;
S4:电镀:对下导电轴410和上导电轴510通电,并通过电机带动下导电轴410和上导电轴510旋转,通过下导电轴410和下浸液布420的配合使用以及通过上导电轴510和上浸液布520对电接端子的外壁进行电镀。
虽然在上文中已经参考实施例对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施例中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
- 一种电接端子用电镀设备及其电镀方法
- 电接端子用电镀设备