一种使用PP填充制作双面埋铜板的方法及双面埋铜板
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及印制线路板制作技术领域,具体涉及一种使用PP填充制作双面埋铜板的方法及双面埋铜板。
背景技术
1、双面埋铜板的制作方法:
将芯板(即双面覆铜板)锣槽后,把铜块放入所锣凹槽内,通过树脂塞孔把油墨塞入铜块与凹槽之间的缝隙中,再经过高温烘烤达到固定铜块的目的。
2、多层埋铜板的制作方法:
目前成熟的多层板埋铜的制作方法是将芯板和PP根据铜块尺寸进行锣槽,在层压前将铜块放入凹槽内,利用层压板压合时PP产生的流胶对铜块和芯板之间的缝隙进行填充,从而达到固定铜块的目的。
现有做法存在以下缺陷:
传统双面埋铜板的制作方法是将PCB板锣出内槽后延内槽边缘钻出一定数量的半圆孔,然后使用树脂塞孔油墨填充铜块与内槽之间的间隙,树脂固化后达到固定铜块的目的。
①使用传统树脂塞孔工艺,DOE试验后发现塞孔后有铜块脱落现象,具体表现如下:当铜块宽度≥内槽宽度时出现较多铜块无法放入槽中;当铜块宽度小于内槽宽度25μm时,塞孔后部分铜块会黏附于网板上;当铜块宽度小于内槽宽度50μm以上时,铜块放入内槽后无法卡在内槽中,塞孔后部分铜块会黏附于网板上,取板时未被黏走的铜块会留在塞孔机台平面上,因此该方案首先需解决铜块与PCB板的结合问题;且槽的尺寸比埋铜块稍大些,如此开槽不能固定埋铜块,埋铜块在槽内可以任意移动,对于埋铜块侧壁,容易产生埋铜块长边或短边往一边靠,使得该处埋铜块与周围的板材之间没有用于塞树脂的空隙或间距差异大,需要填充的树脂量不一致,造成的结果是埋铜块周边因填充不均匀而影响结合力和出现其它品质问题。
②由于双面埋铜板厚度仅(0.6~1.0)mm,树脂塞孔后从机台上取板和运输过程中,原先保留在PCB板上的铜块会由于操作不当或运输过程中的颠簸导致掉落,而树脂塞孔无法避免塞孔后人为取板和运输问题,因此该方法存在不足。
③未掉落的铜块经过180℃烘烤,树脂固化后发现铜块平整度差,无法满足客户要求。
发明内容
本发明目的在于为克服现有的技术缺陷,提供一种使用PP填充制作双面埋铜板的方法,使用PP流胶填充法给双面板埋铜块工艺提供了一种可实现的、可批量制作的加工方案,解决了埋铜块脱落及其它品质问题。
为了解决上述技术问题,本发明提供了一种使用PP填充制作双面埋铜板的方法,包括以下步骤:
S1、将芯板、PP和离型膜裁切成设计所需的尺寸,并在芯板上对应埋铜块的位置处进行开窗;
S2、在离型膜上对应埋铜块的位置处的外周钻出若干个流胶孔;
S3、将上述钻有流胶孔的离型膜贴在芯板的其中一表面上,并使所述流胶孔显露于所述开窗内的边沿;
S4、在芯板中具有离型膜的一面外侧叠一张PP,而后将埋铜块置于芯板的开窗内,且埋铜块的外周或开窗的内壁上设有若干凸起的凸台,使埋铜块与开窗的内壁之间设有显露出流胶孔的空隙,最后进行压合,以利用PP流胶填充空隙;
S5、撕掉芯板上的离型膜;
S6、再通过磨板去除芯板表面的流胶。
进一步的,步骤S1中,在开窗之前,先通过蚀刻去除芯板上对应埋铜块位置处的铜层,以形成无铜区,且无铜区的尺寸比开窗的设计尺寸大。
进一步的,步骤S1中,无铜区边缘与开窗边缘的垂直距离控制在100μm以内。
进一步的,步骤S1中,芯板在开窗后,对芯板进行水洗处理,以去除钻污。
进一步的,步骤S2中,钻孔时,还在芯板和离型膜的对应位置处均钻出铆钉孔。
进一步的,步骤S3中,通过铆钉将钻有流胶孔的离型膜铆合固定在芯板的其中一表面上。
进一步的,步骤S4的叠板压合过程中,PP位于芯板的下方。
进一步的,步骤S4的叠板压合过程具体如下:
S41、先在压合用的钢板上平整铺一张完好的离型膜;
S42、在铺好的离型膜上放一张PP;
S43、将铆合好离型膜的芯板平铺在PP上,其中芯板上具有离型膜的一面与PP接触;
S44、将棕化后的埋铜块放入芯板上的开窗中;
S45、放好埋铜块后,在芯板上平铺一张完好的离型膜;
S46、在叠好的板子上放一张压合用的钢板;
S47、最后压合。
进一步的,步骤S4中,埋铜块在压合前先进行棕化处理。
第二方面,本发明还提供了一种双面埋铜板,采用如第一方面任一项所述的使用PP填充制作双面埋铜板的方法制成。
与现有技术相比,本发明具有如下有益效果:
本发明通过在离型膜上设计的流胶孔,可使压合时产生的PP流胶精准流入埋铜块与开窗之间的间隙中,且PP通过离型膜的隔离不与芯板结合,避免后期去除PP的过程,整个过程简单易实现,压合后埋铜块与芯板结合牢固,解决埋铜块在芯板移动过程中受外界因素影响或因操作不当导致掉落的品质问题;使用层压的方式制作双面埋铜板,提高了埋铜块与芯板之间的平整度,满足客户高平整度双面埋铜板的要求,解决了现有方法中树脂塞孔后移动和烘烤导致的平整度差的问题;还通过先蚀刻去除开窗处的表面铜层的方式,并将开窗周围一定距离内的铜皮一起去除,解决了在芯板上锣内槽过程中内槽边缘铜皮容易产生披锋的问题;还通过凸台对埋铜块进行定位,从而使埋铜块周身与四周的板材之间均具有用于填胶的空隙,使得埋铜块周边填胶良好,达到埋铜块四周填胶量均匀的目的,解决树脂填充过程中因埋铜块偏移而导致的埋铜块四周填胶不均匀的问题
附图说明
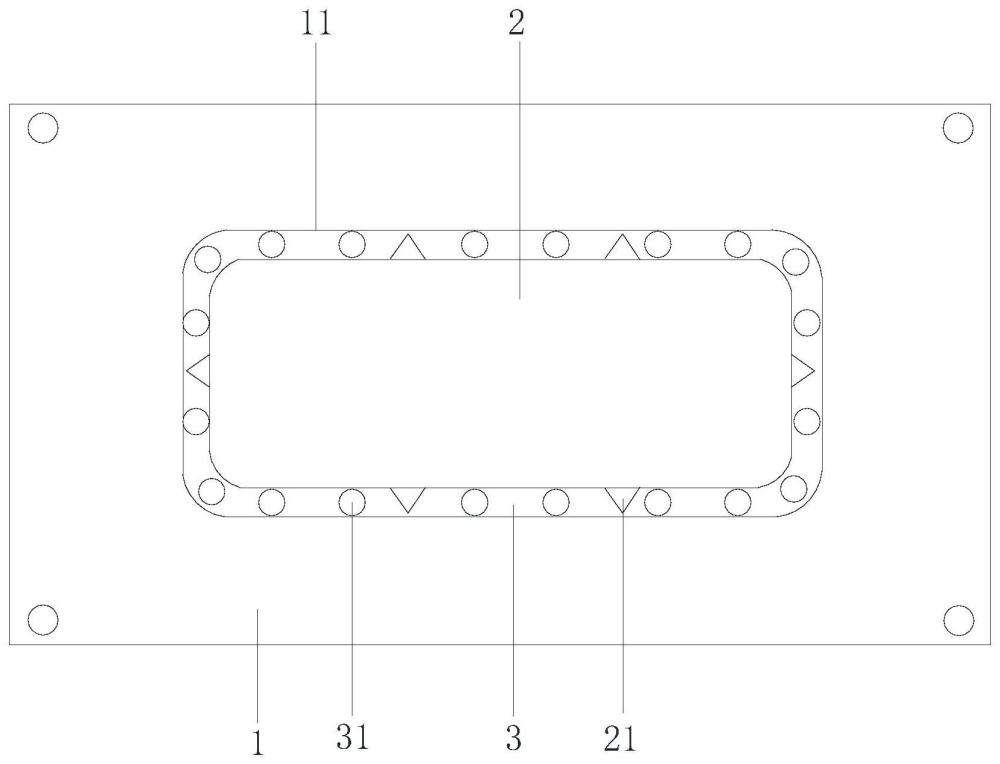
图1为实施例中在开窗处放入埋铜块后的俯视图;
图2为实施例中压合叠板时的示意图。
具体实施方式
为了更充分的理解本发明的技术内容,下面将结合附图及具体实施例对本发明的技术方案作进一步介绍和说明。
实施例
本实施例所示的一种埋铜线路板的制作方法,其可以实现埋入式铜块的定位,依次包括以下处理工序:
(1)开料:按拼板尺寸320mm×420mm开出芯板、PP片和离型膜,芯板板厚为0.75mm,芯板两表面的外层铜面厚度为0.5OZ。
(2)钻孔:如图1所示,在离型膜3上对应埋铜块的位置处的外周钻出若干个流胶孔31,还在芯板和离型膜的对应位置处均钻出铆钉孔。
(3)蚀刻:先在芯板的表面上贴膜,依次通过曝光和显影后,显露出芯板上对应埋铜块位置处的铜层,而后通过蚀刻去除显露的铜层,形成无铜区,且无铜区的尺寸比开窗的设计尺寸大,以此解决锣槽时产生的批锋问题。
其中,无铜区边缘与开窗边缘的垂直距离控制在100μm以内。
(4)开窗:在芯板1上对应埋铜块的位置处进行开窗11,该开窗的尺寸大于埋铜块的尺寸,方便在两者间形成填胶的空隙。
(5)水洗:对芯板进行水洗处理,以清除芯板中开窗表面的钻污。
(6)铆合:通过铆钉将钻有流胶孔的离型膜铆合固定在芯板的其中一表面上。
(7)棕化:对埋铜块进行棕化处理,用于加强后期埋铜块与PP流胶之间的结合力。
(8)压合:
a、先在压合用的钢板上平整铺一张完好的离型膜;
b、在铺好的离型膜上放一张PP;
c、将铆合好离型膜3的芯板1平铺在PP4上(如图2所示),其中芯板上具有离型膜的一面与PP接触;
d、将棕化后的埋铜块2放入芯板1上的开窗11中;其中,埋铜块2的外周设有若干凸起的凸台21(如图1所示),使埋铜块2与开窗的内壁之间设有显露出流胶孔31的空隙12(如图2所示);
e、放好埋铜块后,在芯板上平铺一张完好的离型膜;
f、在叠好的板子上放一张压合用的钢板;
g、最后压合,以利用流胶孔使PP流胶流入空隙中并填充,PP填充空隙树脂饱满均匀无空洞。
(9)撕膜:撕掉芯板上的离型膜。
(10)磨板:再通过磨板去除芯板表面的流胶,使表面平整,埋铜块与芯板间的平整度15μm以内。
(11)、外层钻孔:利用钻孔资料进行钻孔加工,以钻出所需要的各功能通孔。
(12)、沉铜:使芯板上的孔金属化,背光测试10级,孔中的沉铜厚度为0.5μm。
(13)、全板电镀:通过电镀加厚孔铜,并将埋铜块与芯板的表面结合起来,使埋铜块与芯板间的结合更加牢固。
(14)制作外层线路(负片工艺):在芯板上用垂直涂布机涂布感光膜,感光膜的膜厚控制8μm,采用全自动曝光机,以5-6格曝光尺(21格曝光尺)完成外层线路曝光;外层蚀刻,在曝光显影后的芯板上蚀刻出外层线路;外层AOI,然后检查外层线路的开短路、线路缺口、线路针孔等缺陷,有缺陷报废处理,无缺陷的产品出到下一流程。
(15)阻焊、丝印字符:根据现有技术并按设计要求在芯板上制作阻焊层并丝印字符。
(16)表面处理(沉镍金):阻焊开窗位的铜面通化学原理,均匀沉积一定要求厚度的镍金。
(17)电气性能测试:测试成品板的电气导通性能,此板使用测试方法为:飞针测试,检测合格的板进入下一个加工环节。
(18)成型:根据现有技术并按设计要求锣外形,制得双面埋铜板。
(19)终检:分别抽测成品的外观、埋铜块平整度、PP填充效果、孔铜厚度、介质层厚度、绿油厚度、外层铜厚等,合格的产品即可出货。
以上对本发明实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本发明实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本发明实施例的原理;同时,对于本领域的一般技术人员,依据本发明实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
- 一种无胶型双面挠性覆铜板及其制备方法
- 一种高频双面覆铜板及其制备方法与应用
- 聚酰胺酸树脂的制备方法及双面柔性覆铜板的制备方法
- 一种使用贴膜方式制作双面埋铜板的方法及双面埋铜板
- 聚酰亚胺复合膜及使用其制作的埋容电路用双面挠性覆铜板