一种制备气门锁夹的冷挤压模具及气门锁夹制备方法
文献发布时间:2024-01-17 01:17:49
技术领域
本发明属于机械加工技术领域,尤其涉及一种制备气门锁夹的冷挤压模具及气门锁夹制备方法。
背景技术
气门是发动机的重要部件,负责将燃料输送至发动机内部并排出废气。气门结构包括气门、气门锁夹和气门弹簧座。两个气门锁夹的主要功能是将气门弹簧的张力传递给气门机构,确保气门与气门座之间的气密性。除了通用汽油发动机,现有主流发动机都使用气门锁夹和弹簧座来固定气门,因此高质量的气门锁夹对于保证气门正常工作至关重要。
冷挤压是一种在室温下,通过将金属毛坯放入冷挤压模具并施加压力来使金属毛坯产生塑性变形的加工方法。冷挤压具有尺寸准确、材料节约、生产效率高和广泛适用性等优点。将冷挤压技术应用于气门锁夹加工可以解决当前技术中的许多问题,并确保气门锁夹的性能。
然而,目前冷挤压生产过程中通常需要人工从模具上取走成品,这在一定程度上增加了生产成本。现有技术中,利用风机或气缸等设备将工件从模具中吹出,以实现脱模。但这种方案需要外接吹风设备,消耗电力,且不便于后期维护。因此,我们提供一种制备气门锁夹的冷挤压模具及其制备方法,以解决上述问题。
发明内容
本发明提供一种制备气门锁夹的冷挤压模具及气门锁夹制备方法,旨在解决上述背景技术所提出的问题。
本发明是这样实现的,一种制备气门锁夹的冷挤压模具,包括:上模组件和下模组件,所述上模组件包括顶板和设于所述顶板上的冲头,所述下模组件包括下模主体、模芯和脱模通道,所述模芯和所述脱模通道均设于所述下模主体的内部;冷挤压模具还包括脱模组件,所述脱模组件包括储气罐和第一充气组件,所述第一充气组件与所述储气罐连接,所述储气罐与所述脱模通道连接,所述第一充气组件的固定端所述下模主体连接,所述第一充气组件的移动端与所述顶板连接,所述第一充气组件的移动端通过跟随所述顶板的下降运动为所述储气罐充气。
可选的,所述第一充气组件包括第一腔体、第一顶杆、第一活塞、第一活塞牵引部、第一活塞密封部和第一单向阀,所述固定端为所述第一腔体,所述移动端为所述第一顶杆,所述第一腔体与所述下模主体连接,所述顶杆与所述顶板连接,所述第一活塞牵引部和所述第一活塞密封部均与所述第一顶杆连接,所述第一活塞上开设有第一通气孔,所述第一顶杆穿过所述第一活塞,所述第一活塞设于所述第一活塞牵引部和所述第一活塞密封部之间,且所述第一活塞与所述第一顶杆滑动连接,所述第一活塞与所述第一活塞牵引部接触时候,所述第一活塞与所述第一活塞密封部之间存在缝隙,所述第一活塞与所述第一活塞密封部之间接触时,所述第一活塞与所述第一活塞牵引部之间存在缝隙,所述第一活塞与所述第一腔体的内壁密封滑动连接,所述第一单向阀与所述第一腔体连接,且所述第一单向阀与所述储气罐连接。
可选的,所述第一活塞密封部上设有与所述第一通气孔匹配的第一橡胶凸起。
可选的,所述脱模组件还包括第二充气组件,所述第二充气组件包括第二腔体、第二顶杆、第二活塞、第二活塞牵引部、第二活塞密封部和第二单向阀,所述第二腔体与所述顶板固定连接,所述第二顶杆与所述下模主体固定连接,所述第二腔体上设有进气管,所述第二活塞牵引部和所述第二活塞密封部均与所述第二顶杆连接,所述第二活塞上开设有第二通气孔,所述第二顶杆穿过所述第二活塞,所述第二活塞设于所述第二活塞牵引部和所述第二活塞密封部之间,且所述第二活塞与所述第二顶杆滑动连接,所述第二活塞与所述第二活塞牵引部接触时候,所述第二活塞与所述第二活塞密封部之间存在缝隙,所述第二活塞与所述第二活塞密封部之间接触时,所述第二活塞与所述第二活塞牵引部之间存在缝隙,所述第二活塞与所述第二腔体的内壁密封滑动连接,所述第二单向阀与所述第二腔体连接,且所述第二单向阀与所述储气罐连接。
可选的,所述第二活塞密封部上设有与所述第二通气孔匹配的第二橡胶凸起。
可选的,所述脱模组件还包括压力传感器、排气阀、电动调节阀和风机接口,所述压力传感器、所述排气阀和所述风机接口分别与所述储气罐连接,所述储气罐通过所述电动调节阀与所述空气通道连接。
可选的,所述下模主体设有模腔,所述模芯设于所述模腔的内部,所述模芯的顶端设有凸面部,所述凸面部位于所述空气通道中,所述冲头的底端设有与所述凸面部匹配的凹面部。
可选的,所述下模主体的上表面固定安装有导向杆,所述导向杆穿过所述顶板,且所述顶板与所述导向杆滑动连接,所述导向杆的外部套设有弹簧,所述弹簧为所述顶板提供远离所述下模主体方向的弹力。
可选的,所述脱模通道远离所述储气罐的一侧向下倾斜。
一种气门锁夹制备方法,采用上述的冷挤压模具,包括如下步骤:
S1 冲压机驱动顶板下移,冲头对模芯上的工件进行冷挤压,随后冲压机驱动顶板上移,取消对工件的冷挤压作业,工件冷挤压加工完成;S2 第一充气组件的移动端通过跟随所述顶板的下降运动为所述储气罐充气;S3 储气罐中的空气进入脱模通道并将工件吹出空气通道完成脱模。
本发明所达到的有益效果,一种制备气门锁夹的冷挤压模具具备如下有益效果:
(1).顶板与冲压机的输出端连接,冲压机的输出端带动顶板进行上下移动,进而带动冲头向下移动。工件设于模芯的上端,当冲头下移时,对模芯上的工件进行冷挤压加工。在顶板下移过程中,第一充气组件的移动端跟随顶板的下降运动为储气罐充气。当顶板回归初始位置后,储气罐的内部空气释放至脱模通道中,将工件吹出脱模通道,完成脱模。该过程无需人工将工件从模芯上取走,降低了人工成本。此外,本装置无需连接风机等吹风设备即可将工件吹出脱模通道并完成工件脱模,节省了风机等外接设备的电力,同时便于检修维护。这种冷挤压模具在提高生产效率的同时,保证了工件质量,并带来了环保和经济效益;
(2).将第一充气组件和第二充气组件相结合,实现了在顶板往复运动的过程中,不断向储气罐内充气。这种设计有效的提高了储气罐内空气的压力,确保储气罐的释放的气体有效地将工件从脱模通道中吹出,实现脱模效果。同时,该结构紧凑、可靠性高,方便检修和维护,提高了整个冷挤压加工设备的使用寿命和生产效率;
(3).一种气门锁夹制备方法,在使用冷挤压模具制备气门锁夹时,通过采用一系列具有协同作用的组件,实现了对工件的冷挤压加工、储气罐内部空气的准备和脱模作业。同时,通过使用倾斜的脱模通道,可以提高工件从脱模通道滑出的速度。整个制备过程自动化程度高、效率高,制备出的气门锁夹具有精度高、质量稳定等优点。
附图说明
为了更清楚地说明本申请的实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
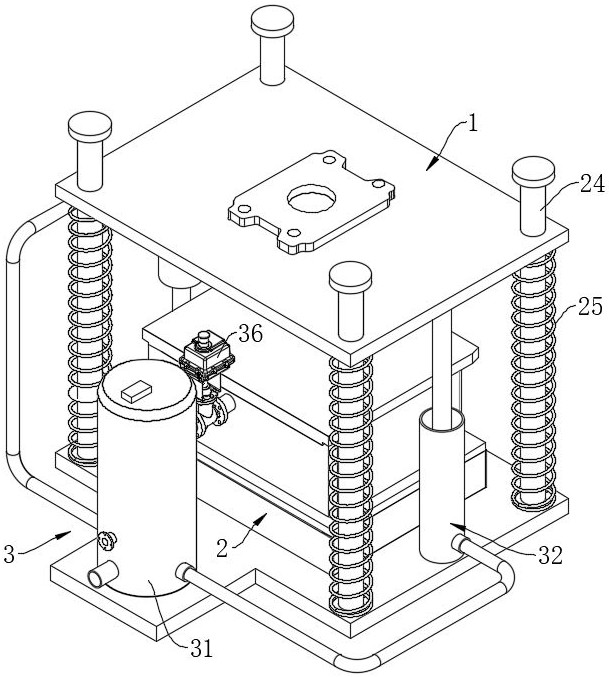
图1是本发明提供的制备气门锁夹的冷挤压模具的立体结构示意图;
图2是本发明提供的制备气门锁夹的冷挤压模具的脱模组件的立体结构示意图;
图3是本发明提供的制备气门锁夹的冷挤压模具的第一充气组件和第二充气组件的剖视结构示意图;
图4是本发明提供的制备气门锁夹的冷挤压模具的上模组件的立体结构示意图;
图5是本发明提供的制备气门锁夹的冷挤压模具的下模组件和冲头的爆炸结构示意图;
图6是本发明提供的制备气门锁夹的冷挤压模具的下模组件侧视剖视结构示意图;
图7是本发明提供的制备气门锁夹的冷挤压模具与冲压机的连接结构示意图。
附图标记如下:
1-上模组件、11-顶板、12-冲头、121-凹面部、2-下模组件、21-下模主体、211-模腔、22-模芯、221-凸面部、23-脱模通道、24-导向杆、25-弹簧、3-脱模组件、31-储气罐、32-第一充气组件、321-第一腔体、322-第一顶杆、323-第一活塞、3231-第一通气孔、324-第一活塞牵引部、325-第一活塞密封部、326-第一单向阀、327-第一橡胶凸起、33-第二充气组件、331-第二腔体、332-第二顶杆、333-第二活塞、3331-第二活塞通气孔、334-第二活塞牵引部、335-第二活塞密封部、336-第二单向阀、337-进气管、338-橡胶凸起、34-压力传感器、35-排气阀、36-电动调节阀、37-风机接口、4-工件、5-冲压机。
具体实施方式
下面将结合本申请的实施例中的附图,对本申请的实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
本申请中的术语“第一”和“第二”等是用于区别不同对象,而不是用于描述特定顺序。此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤、操作、组件或模块的过程、方法、系统、产品或设备没有限定于已列出的步骤、操作、组件或模块,而是可选的还包括没有列出的步骤、操作、组件或模块,或可选的还包括对于这些过程、方法、产品或设备固有的其它步骤、操作、组件或模块。
在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本申请的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其他实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其他实施例相结合。
如图1至图7所示,示例性实施例的一种制备气门锁夹的冷挤压模具,包括:上模组件1和下模组件2。上模组件1包括顶板11和设于顶板11上的冲头12。下模组件2包括下模主体21、模芯22和脱模通道23,其中模芯22和脱模通道23均设于下模主体21的内部。冷挤压模具还包括脱模组件3,该组件3包括储气罐31和第一充气组件32。第一充气组件32与储气罐31连接,储气罐31与脱模通道23连接。第一充气组件32的固定端与下模主体21连接,移动端与顶板11连接。当顶板11下降时,第一充气组件32的移动端跟随顶板11的运动,为储气罐31充气。具体来说,顶板11与冲压机5的输出端连接,冲压机5的输出端带动顶板11进行上下移动,进而带动冲头12向下移动。工件4设于模芯22的上端,当冲头12下移时,对模芯22上的工件进行冷挤压加工。在顶板11下移过程中,第一充气组件32的移动端跟随顶板11的下降运动为储气罐31充气。当顶板11回归初始位置后,储气罐31的内部空气释放至脱模通道23中,将工件4吹出脱模通道23,完成脱模。该过程无需人工将工件4从模芯22上取走,降低了人工成本。此外,本装置无需连接风机等吹风设备即可将工件4吹出脱模通道23并完成工件脱模,节省了风机等外接设备的电力,同时便于检修维护。这种冷挤压模具在提高生产效率的同时,保证了工件质量,并带来了环保和经济效益。
作为示例,请参阅图1、图2、图3和图7,所述第一充气组件32包括第一腔体321、第一顶杆322、第一活塞323、第一活塞牵引部324、第一活塞密封部325和第一单向阀326,所述固定端为所述第一腔体321,所述移动端为所述第一顶杆322,所述第一腔体321与所述下模主体21连接,所述顶杆322与所述顶板连接,所述第一活塞牵引部324和所述第一活塞密封部325均与所述第一顶杆322连接,所述第一活塞323上开设有第一通气孔3231,所述第一顶杆322穿过所述第一活塞323,所述第一活塞323设于所述第一活塞牵引部324和所述第一活塞密封部325之间,且所述第一活塞323与所述第一顶杆322滑动连接,所述第一活塞323与所述第一活塞牵引部324接触时候,所述第一活塞323与所述第一活塞密封部325之间存在缝隙,所述第一活塞323与所述第一活塞密封部325之间接触时,所述第一活塞323与所述第一活塞牵引部324之间存在缝隙,所述第一活塞323与所述第一腔体的内壁密封滑动连接,所述第一单向阀326与所述第一腔体321连接,且所述第一单向阀326与所述储气罐31连接。
具体而言,当顶板11下移时,顶板11带动第一顶杆322下移。第一顶杆322的第一活塞密封部325下移并带动第一活塞323下移。在此过程中,第一活塞密封部325将第一活塞323的第一通气孔3231密封,第一活塞323挤压第一腔体321内的空气,并通过第一单向阀326进入储气罐31。第一单向阀326防止储气罐31内的空气回流至第一腔体321。空气经储气罐31进入脱模通道23,将工件4从脱模通道23吹出,实现脱模效果。当顶板11上移时,顶板11带动第一顶杆322上移。第一顶杆322的第一活塞牵引部324带动第一活塞323上移。此时,第一活塞密封部325与第一活塞323之间存在缝隙,外接空气通过第一通气孔3231进入第一腔体321内。当顶板11再次下移,第一腔体321内的空气再次被挤压,进入储气罐31。如此循环实现冷挤压加工过程中向储气罐31内部充气。当冷挤压结束后,储气罐31将空气排至脱模通道23中,实现工件脱模。此结构设计巧妙、机械性能可靠,同时便于检修和维护。
这种改进的设计在以下方面具有有益效果:通过利用顶板11的运动驱动第一充气组件32进行充气与排气,实现了在冷挤压加工过程中向储气罐31充气以及在加工结束后向脱模通道23排气。这种自动充气排气的方式不仅节省了外接设备的能源消耗,还减少了设备的占地空间。这种设计无需人工将工件4从模芯22上取走,降低了人工成本,提高了生产效率。同时,自动脱模过程减少了人为因素对产品质量的影响,保证了工件的品质。第一单向阀326的设置防止了储气罐31内的空气回流至第一腔体321中,确保了充气与排气过程的顺利进行。第一充气组件32的设计简单、结构紧凑,便于检修和维护。同时,其机械性能可靠,使用寿命较长。综上所述,本实施例的冷挤压模具在提高生产效率、保证工件质量的同时,具有良好的环保和经济效益。
作为示例,请参阅图3,所述第一活塞密封部325上设有与所述第一通气孔匹配的第一橡胶凸起327,第一橡胶凸起325的设定用于提高第一活塞密封部325对第一通气孔3231的密封效果。
作为示例,请参阅图1、图2、图3和图7,所述脱模组件3还包括第二充气组件33,所述第二充气组件33包括第二腔体331、第二顶杆332、第二活塞333、第二活塞牵引部334、第二活塞密封部335和第二单向阀336,所述第二腔体331与所述顶板11固定连接,所述第二顶杆332与所述下模主体21固定连接,所述第二腔体331上设有进气管337,所述第二活塞牵引部334和所述第二活塞密封部335均与所述第二顶杆332连接,所述第二活塞333上开设有第二通气孔3331,所述第二顶杆332穿过所述第二活塞333,所述第二活塞333设于所述第二活塞牵引部334和所述第二活塞密封部335之间,且所述第二活塞333与所述第二顶杆332滑动连接,所述第二活塞333与所述第二活塞牵引部334接触时候,所述第二活塞333与所述第二活塞密封部335之间存在缝隙,所述第二活塞333与所述第二活塞密封部335之间接触时,所述第二活塞333与所述第二活塞牵引部334之间存在缝隙,所述第二活塞333与所述第二腔体的内壁密封滑动连接,所述第二单向阀336与所述第二腔体331连接,且所述第二单向阀336与所述储气罐31连接。
具体而言,顶板11上移时,带动第二腔体331上移,第二腔体331带动第二活塞333上移,当第二活塞333与第二活塞密封部335接触时,第二活塞333固定不动,且第二活塞密封部335对第二活塞333的第二通气孔3331进行密封,随着第二腔体331继续上移,第二腔体331的内部空气被第二活塞333挤压,将空气由第二单向阀336挤压出去,此时外接空气由进气管337进入第二腔体331的内部;当顶板11下移时,带动第二腔体331下移,第二活塞333首先跟随第二腔体331下移,当第二活塞333的下表面与第二活塞牵引部334接触时,第二活塞333固定不动,第二腔体331继续下移,此时第二腔体331的下部分空间变大,且第二活塞333与第二活塞牵引部334接触,此时第二活塞333与第二活塞密封部335之间形成空隙,空气由第二活塞333与第二活塞密封部335之间的空隙进入第二腔体331的内部;当顶板11再次上移时,便再一次将第二腔体331中的空气挤压至储气罐31中,如此往复便实现了,在进行冷挤压加工时,第二腔体331的内部进行充气,当冷挤压结束后,顶板11上移时,再次将空气挤压至储气罐31中。
更进一步的说,顶板11上移时,第二充气组件33向储气罐31的内部冲入空气,当顶板11下移时,第一充气组件32向储气罐31的内部冲入空气。将第一充气组件32和第二充气组件33结合,便实现了顶板11的往复运动,均向储气罐31的内部冲入空气。储气罐31中存储高压气体,用于对工件4进行脱模。
此结构设计巧妙,将第一充气组件32和第二充气组件33相结合,实现了在顶板11往复运动的过程中,不断向储气罐31内充气。这种设计有效的提高了储气罐31内空气的压力,确保储气罐31的释放的气体有效地将工件从脱模通道中吹出,实现脱模效果。同时,该结构紧凑、可靠性高,方便检修和维护,提高了整个冷挤压加工设备的使用寿命和生产效率。
作为示例,请参阅图3,所述第二活塞密封部335上设有与所述第二通气孔3331匹配的第二橡胶凸起338。第二橡胶凸起338的设计旨在提高第二活塞密封部335对第二通气孔3331的密封效果。在顶板11上移的过程中,第二活塞333上移,当第二活塞333与第二活塞密封部335接触时,第二橡胶凸起338紧密贴合第二通气孔3331,实现对第二通气孔3331的有效密封。这种密封方式确保了在第二腔体331内部空气被挤压时,空气不会通过第二通气孔3331泄漏,而是通过第二单向阀336进入储气罐31。
具体而言,第二橡胶凸起338的设置使得第二活塞密封部335对第二通气孔3331的密封效果得到显著提升,从而降低了空气泄漏的风险,提高了整个系统的充气效率。此外,第二橡胶凸起338采用橡胶材质,具有较好的密封性能和耐磨性,能够在长时间的使用过程中保持良好的密封效果。通过提高密封效果,减少空气泄漏,有助于提高储气罐31内的气压,从而使得工件4在脱模过程中更容易地被吹出脱模通道,实现高效的脱模效果。同时,这种设计也有利于减少能源损耗,降低生产成本,提高整个冷挤压模具的经济效益。其中需要说明的是,第一橡胶凸起327与第二橡胶凸起338相同,在此不再进行详细赘述。
作为示例,请参阅图1、图2和图7,所述脱模组件3还包括压力传感器34、排气阀35、电动调节阀36和风机接口37。所述压力传感器34、所述排气阀35和所述风机接口37分别与所述储气罐31连接,而所述储气罐31通过所述电动调节阀36与所述空气通道23连接。具体来说,压力传感器34用于检测储气罐31内部的气体压力,排气阀35用于排放储气罐31内的气体,电动调节阀36用于控制储气罐31内的气体释放至空气通道23。当储气罐31内的气体进入空气通道23时,模芯22上的工件4会被吹离脱模通道23,从而实现冷挤压加工后的工件4的脱模。风机接口37用于连接风机(未在图中标出),当储气罐31内的气压不足时,风机会向储气罐31内充气。
压力传感器34、排气阀35、风机和电动调节阀36均与现有的微控制单元(未在图中标出)连接。压力传感器34检测储气罐31内部的气压,并将数据传输至微控制单元。微控制单元中设定了储气罐31内部气压的上下限。当储气罐31内部气压低于设定值时,微控制单元控制风机通过风机接口37向储气罐31内充气;当储气罐31内部气压高于设定值时,微控制单元控制排气阀35开启,排放储气罐31内的气体,直至气压与设定值匹配。此外,微控制单元还被配置为控制电动调节阀36的开启与关闭及开启程度,以实现脱模效果。
微控制单元与各部件的连接使得整个冷挤压加工设备更加智能化,能够根据实际需要对储气罐31内的气压进行精确调节,从而实现高效、稳定的脱模效果。压力传感器34实时监测储气罐31内部的气压,有助于避免气压过高或过低导致的安全隐患和设备损坏,确保冷挤压加工设备的正常运行。电动调节阀36的设置使得储气罐31内的气体能够根据需要释放至空气通道23,实现对工件4的脱模,提高了整个冷挤压加工过程的效率。排气阀35和风机接口37的设置允许对储气罐31内的气压进行实时调节,保持适当的气压范围。这有助于优化整个冷挤压加工过程,并确保工件4的质量。通过将压力传感器34、排气阀35、风机接口37和电动调节阀36与现有的微控制单元连接,整个系统的集成度得到提高,便于操作和维护。总之,本示例中的脱模组件3,通过压力传感器34、排气阀35、电动调节阀36和风机接口37的设置,实现了储气罐31内气压的实时监测和调节,确保了整个冷挤压加工设备的高效、稳定运行。同时,结合微控制单元的智能化控制,提高了整个系统的集成度和操作便利性,有益于提高工件4的生产效率和质量。
作为示例,请参阅图4、图5和图6,所述下模主体21设有模腔211,所述模芯22设于所述模腔211的内部,所述模芯22的顶端设有凸面部221,所述凸面部221位于所述空气通道23中,所述冲头12的底端设有与所述凸面部221匹配的凹面部121。具体地,将工件4放置于模腔211中,模腔211的内部设有与工件4匹配的限位凸起(图中未标出,需要说明的是,限位凸起根据工件形状而设定,在此不再进行详细赘述)。工件4处于凸面部221上,冲头12凹面部121与模芯22的凸面部221对工件4进行冷挤压,将工件4制备成气门锁夹。
模腔211内的限位凸起有助于确保工件4在加工过程中的稳定性,保证工件在冷挤压过程中不发生移位,从而提高生产效率和产品质量。模芯22的顶端凸面部221和冲头12的底端凹面部121之间的匹配设计,使得工件4在冷挤压过程中能够获得更为精确的形状控制。这有助于减少生产过程中的废品率,提高产品的一致性。通过将空气通道23设置在模腔211内部,使得脱模过程更为简便高效。在冷挤压结束后,储气罐31中的空气通过空气通道23将工件4从模芯22上吹掉,实现快速脱模,提高生产效率。模腔211与模芯22的设计结构可根据不同的工件形状进行调整。总之,通过模腔211、模芯22、冲头12等部件的精确设计和匹配,本示例中的冷挤压加工设备能够实现对工件4的高效、精确加工,提高产品质量和生产效率,具有广泛的应用前景。
作为示例,请参阅图1和图7,所述下模主体21的上表面固定安装有导向杆24,所述导向杆24穿过所述顶板11,且所述顶板11与所述导向杆24滑动连接,所述导向杆24的外部套设有弹簧25,所述弹簧52为所述顶板11提供远离所述下模主体21方向的弹力。导向杆24的设定用以对顶板11的移动起到导向效果,保证顶板11运动的平顺性,顶板11下移时,弹簧25被压缩,此时工件4被冷挤压,工件4冷挤压完成后,弹簧25为顶板11提供向上的弹力,冲压机5的输出端收回,弹簧25的设定可以减轻冲压机5的收回负载。
导向杆24和弹簧25的设置能够确保顶板11的平稳运动,避免顶板11在运动过程中产生偏移,从而提高冷挤压过程的精确性和稳定性。弹簧25在顶板11下移过程中提供压缩力,并在冷挤压完成后向顶板11提供向上的弹力,有助于减轻冲压机5的收回负载,降低设备磨损,延长设备使用寿命。
作为示例,所述脱模通道23远离所述储气罐31的一侧向下倾斜,脱模通道23的倾斜设计,在工件4受到风力被吹掉后,工件4会在倾斜处继续下滑,由脱模通道23滑出,完成脱模。脱模通道23的倾斜设计可以提高工件4滑脱模通道23的速率。脱模通道23的倾斜设计使得工件4在受到风力吹掉后能够顺利沿通道滑动,提高了脱模速率,从而提高生产效率。
一种气门锁夹制备方法,采用上述的冷挤压模具进行气门锁夹的制备,包括如下步骤:
S1:冲压机驱动顶板11下移,使冲头12对模芯22上的工件4进行冷挤压。随后,冲压机驱动顶板11上移,取消对工件4的冷挤压作业,工件4冷挤压加工完成。此步骤实现了对工件的冷挤压加工,是制备气门锁夹的关键步骤。
S2:第一充气组件32的移动端跟随所述顶板11的下降运动,为所述储气罐31充气。此步骤的作用是充分准备储气罐31的内部空气,为下一步脱模作业提供充足的动力来源。
S3:储气罐31中的空气进入脱模通道23,并将工件4吹出空气通道24,完成脱模。此步骤实现了对冷挤压加工后的工件4进行脱模作业,将工件4从脱模通道23中滑出,完成气门锁夹的制备。
本方法的有益效果是,在使用冷挤压模具制备气门锁夹时,通过采用一系列具有协同作用的组件,实现了对工件的冷挤压加工、储气罐内部空气的准备和脱模作业。同时,通过使用倾斜的脱模通道,可以提高工件从脱模通道滑出的速度。整个制备过程自动化程度高、效率高,制备出的气门锁夹具有精度高、质量稳定等优点。
本申请的示例性实施例可相互组合,通过组合而获得的示例性实施例也落入本申请的范围内。
本申请应用了具体个例对本申请的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本申请的方法及其核心思想;同时,对于本领域的技术人员,依据本申请的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本申请的限制。