一种焊接固定设备
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及焊接技术领域,具体为一种焊接固定设备。
背景技术
通过加热或加压或两者并用,并且用或不用填充材料,使焊件达到结合的一种方法叫焊接,焊接不仅可以解决各种钢材的连接,而且还可以解决铝、铜等有色金属及钛、锆等特种金属材料的连接,因而已广泛应用于机械制造、造船、海洋开发、汽车制造、石油化工、航天技术、原子能、电力、电子技术及建筑等部门。据工业发达国家统计,每年仅需要进行焊接加工之后使用的钢材就占钢总产量的45%左右。
根据中国专利CN108453343A中所述,一种便于固定的焊接设备,包括固定安装在墙壁上的固定座以及用于焊接工件的电焊机体,固定座前端面固定安装有左右相称的两个装卡头以及位于两个装卡头之间的接电座,固定座中设置有位于两个装卡头后端的两个装卡槽以及接通两个装卡槽的接通槽,接通槽中点处固定安装有旋转电动机,旋转电动机两端连接有旋转轴,旋转轴背离旋转电动机的一端伸进到装卡槽中并固定有第一锥形齿合轮,装卡头中设置有前后延展的前后滑行槽,装卡头中左右相称设置有接通滑行槽的左右滑行槽,前后滑行槽中滑行安装有竖杆,左右滑行槽中滑行安装有横杆。
现有的冰箱配件火焰钎焊都是放置在工装架上横向焊接,存在着焊接部位表面焊缝不光滑、填角不均匀饱满、母材熔蚀、过烧发黑、咬边(管口烧破)、焊瘤高度、裂纹、气孔、杂质等焊接缺陷。
发明内容
(一)解决的技术问题
针对现有技术的不足,本发明提供了一种焊接固定设备,解决了横向焊接造成的焊接部位表面焊缝不光滑、填角不均匀饱满、母材熔蚀、过烧发黑、咬边(管口烧破)、焊瘤高度、裂纹、气孔、杂质等焊接缺陷的问题。
(二)技术方案
为实现以上目的,本发明通过以下技术方案予以实现:一种焊接固定设备,包括托盘、底座和支杆组成的焊接固定设备本体,所述托盘的顶部与底座的底部固定连接,所述底座的顶部开设有凹槽,所述凹槽内壁底部与支杆的底部固定连接,所述支杆的外部套设有第一焊接件,所述第一焊接件的内部滑动连接有第二焊接件,所述支杆包括杆体,所述杆体的内部分别设置有固定机构和校正机构。
优选的,所述固定机构包括旋转杆,所述杆体的外部开设有转动槽,所述转杆通过转轴绕转动槽的内部转动,所述旋转杆的顶部设置有滑动机构,所述旋转杆的右侧开设有滚珠槽,所述转珠槽的内壁转动连接有转杆机构,所述转杆机构的右侧与校正机构的左侧固定连接。
与传统相比,此焊接固定设备采用竖直焊接方式取代常规的横向焊接方式,从物理重力学角度来说,此种自由重力焊接方式有利于融化的焊料快速流入焊接件焊缝中,保证了熔深长度,提高焊件之间的密封性,不会出现鼓包的情况,采用竖直焊接有利于焊接件均匀受到火焰的加热,加快焊料融化速度和融化后的焊料流速,保证焊接后焊缝光滑、饱满,焊接件受热均匀,焊接件不会出现发黑,管口烧破的情况,受热快加快了焊料融化速度保证焊接后熔深长度不会出现虚焊的情况,从室温力学性能来说,熔深长度达标保证了焊接件的抗拉强度,同时此焊接固定设备采取了固定机构,保证了使用者将第一焊接件插入支杆上,第二焊接件插入第一焊接件时,通过滑动机构对第一焊接件进行了固定,保证使用者焊接时焊接件不会出现晃动的情况,提高焊接的质量和焊接效率,通过设置校正机构,当第一焊接件插入支杆上,第二焊接件插入第一焊接件时,二者管口同心度未出现太大偏移时,不影响后续焊接,校正机构不会触发,当出现管口同心度出现太大偏移时,校正机构会自我启动对偏移的第一焊接件进行校正,托盘设置左右个,在左侧焊接时,右侧对焊接件进行摆放同时进行自动校正,提高焊接速度。
优选的,所述滑动机构包括滑动珠,所述滑动珠的中部开设有滚动孔,所述旋转杆的顶部固定连接有支脚,所述滚动孔的内壁通过转轴与支脚的内部转动连接。
优选的,所述滑动珠包括球体,所述球体的内部设置有弹力块,所述球体的内部开设有空腔,所述空腔的内部滑动连接有滑珠。
优选的,所述转杆机构包括转杆,所述转杆的两侧顶端均固定连接有转珠,所述转杆的左侧通过转珠延伸至滚珠槽的内部并与滚珠槽的内壁转动连接,所述转杆的右侧设置有凹槽球,所述凹槽球的内部开设有凹槽,所述转杆的右侧通过转珠延伸至凹槽的内部并与凹槽的内部转动连接,所述凹槽球右侧固定连接活塞杆。
与传统相比,滑动机构利用滑动珠与第一焊接件的内壁进行滚动,大大减少滑动机构与第一焊接件的摩擦力提高固定机构的运行速率,同时滑动珠内部的弹力块消除了滑动珠对第一焊接件的内壁压伤,滑珠加固了滑动珠的外表面弹性,在对保证滑动机构正常运转基础上,不会对第一焊接件的内壁造成任何伤害,提高焊接件的整体质量,通过转杆机构,快速带动校正机构进行校正。
优选的,所述校正机构包括板体,所述板体的外壁与转动槽的内壁固定连接,所述板体的内部开设液压腔,所述活塞杆远离凹槽球的一端固定连接有活塞,所述活塞的外壁与液压腔的内壁滑动连接,所述活塞的右侧固定连接有磁力块,所述活塞的左侧固定连接有弹簧组,所述弹簧组远离活塞的一端与板体的内部固定连接。
优选的,所述液压腔的内壁底部固定连接有十字隔板,所述十字隔板的内部滑动连接有滑板,所述滑板的顶部固定连接有浮力板,所述浮力板的顶部固定连接有磁力座,所述浮力板的外壁与液压腔的内壁滑动连接。
优选的,所述磁力座的左侧与磁力块右侧磁性相斥。
优选的,所述液压腔的内部填充有液压油。
与传统相比,校正机构先对使用者摆放的第一焊接件和第二焊接件同心度进行筛选,同心度偏离较小时,磁力座上升高度不够不会与磁力块相互作用,校正机构不会触发,同心度偏离较大时,磁力座上升与磁力块相互作用对第一焊接件和第二焊接件同心度进行校正,十字隔板和滑板将液压腔分割成部分相互不干扰,校正机构自动校正焊接件之间的同心度,保证了焊接时等距的焊隙间距,确保融化焊料均匀填入焊隙中,使填角均匀饱满,无气泡,提高焊点质量,磁力座磁力作用磁力块时,磁力块挤压活塞,活塞挤压液压油,液压油带动浮力板上升,带动磁力座上升,磁力块与磁力座相互斥力不断增大,带动磁力座不断上升,带动转杆机构推动第一焊接件和第二焊接件校正,二者相互作用提高校正机构的稳定性,焊接完成后可以直接取出焊接完成的第一焊接件和第二焊接件,然后固定机构和校正机构自动复原。
(三)有益效果
本发明提供了一种焊接固定设备。具备以下有益效果:
(1)、本发明,设置有竖直焊接,通过竖直焊接方式取代常规的横向焊接方式,从物理重力学角度来说,此种自由重力焊接方式有利于融化的焊料快速流入焊接件焊缝中,液态焊料受到重力和热引导的影响,液态焊料流速更快,流向更远,增加了熔深长度,提高焊件之间的密封性,不会出现鼓包的情况,采用竖直焊接有利于焊接件均匀受到火焰的加热,加快焊料融化速度和融化后的焊料流速,保证焊接后焊缝光滑、饱满,焊接件受热均匀,焊接件不会出现发黑,管口烧破的情况,受热快加快了焊料融化速度保证焊接后熔深长度不会出现虚焊的情况。
(2)、本发明,设置有固定机构,从室温力学性能来说,增加熔深长度达标后保证了焊接件的抗拉强度,此焊接固定设备采取了固定机构,保证了使用者将第一焊接件插入支杆上,第二焊接件插入第一焊接件时,通过滑动机构对第一焊接件进行了固定,保证使用者焊接时焊接件不会出现晃动的情况,提高焊接的质量和焊接效率。
(3)、本发明,设置有校正机构,通过校正机构,当第一焊接件插入支杆上,第二焊接件插入第一焊接件时,二者管口同心度未出现太大偏移时,不影响后续焊接,校正机构不会触发,当出现管口同心度出现太大偏移时,校正机构会自我启动对偏移的第一焊接件进行校正,托盘设置左右个,在左侧焊接时,右侧对焊接件进行摆放同时进行自动校正,提高焊接速度。
(4)、本发明,设置有滑动机构,通过滑动机构利用滑动珠与第一焊接件的内壁进行滚动,大大减少滑动机构与第一焊接件的摩擦力,提高固定机构的运行速率,在滑动珠转动时,滑动珠转动受到第一焊接件的内壁的挤压,同时滑动珠内部的弹力块消除了滑动珠对第一焊接件的内壁压伤,滑珠加固了滑动珠的外表面弹性,在对保证滑动机构正常运转基础上,不会对第一焊接件的内壁造成任何伤害,提高焊接件的整体质量,。
(5)、本发明,设置有转杆机构,通过转杆机构,在旋转杆转动时,带动转杆外移,带动凹槽球外移,带动活塞杆,快速带动校正机构进行校正,同步进行提高校正效率。
(6)、本发明,设置有校正筛选功能,通过校正机构先对使用者摆放的第一焊接件和第二焊接件同心度进行筛选,同心度偏离较小时,磁力座上升高度不够不会与磁力块相互作用,校正机构不会触发,同心度偏离较大时,磁力座上升与磁力块相互作用对第一焊接件和第二焊接件同心度进行校正,十字隔板和滑板将液压腔分割成4部分相互不干扰,校正机构自动校正焊接件之间的同心度,保证了焊接时等距的焊隙间距,确保融化焊料均匀填入焊隙中,使填角均匀饱满,无气泡,提高焊点质量。
(7)、本发明,设置有磁力块和磁力座,通过磁力块和磁力座,在磁力座磁力作用磁力块时,磁力块挤压活塞,活塞挤压液压油,液压油带动浮力板上升,带动磁力座上升,磁力块与磁力座相互斥力不断增大,带动磁力座不断上升,带动转杆机构推动第一焊接件和第二焊接件校正,二者相互作用提高校正机构的稳定性。
(8)、本发明,设置有竖直焊接、固定机构和校正机构,通过竖直焊接、固定机构和校正机构,在竖直焊接时,固定机构对第一焊接件和第二焊接件进行固定,校正机构进行筛选,第一焊接件和第二焊接件插入角度偏移较大时自动校正,保证竖直焊接稳定焊接,三者相互作用,提高焊接速度和焊接质量,同时焊接完成后可以直接取出焊接完成的第一焊接件和第二焊接件,然后固定机构和校正机构自动复原,整个设备均采用机械原理不涉及任何电力,消除了电力对焊接有不安全因素的存在。
附图说明
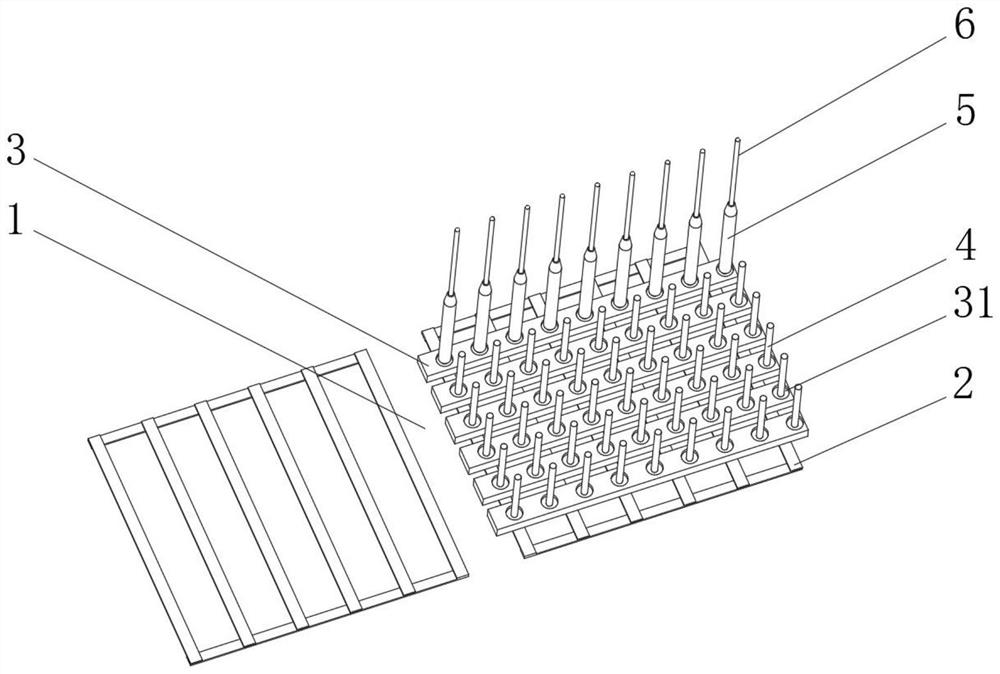
图1为本发明新型立体的结构示意图;
图2为本发明新型支杆剖面的结构示意图;
图3为本发明新型滑动机构立体的结构示意图;
图4为本发明新型滑动珠剖面的结构示意图;
图5为本发明新型转杆机构立体的结构示意图;
图6为本发明新型校正机构剖面的结构示意图。
图中:1焊接固定设备本体、2托盘、3底座、4支杆、5第一焊接件、6第二焊接件、31凹槽、a固定机构、b校正机构、41杆体、42转动槽、a1旋转杆、a2滑动机构、a3滚珠槽、a4转杆机构、a21滑动珠、a22滚动孔、a23支脚、a211球体、a212弹力块、a213空腔、a214滑珠、a41转杆、a42转珠、a43凹槽球、a44凹槽、a45活塞杆、b1板体、b2液压腔、b3活塞、b4磁力块、b5弹簧组、b6十字隔板、b7滑板、b8浮力板、b9磁力座。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一:
请参阅图1-2,本发明提供一种技术方案:一种焊接固定设备,包括托盘2、底座3和支杆4组成的焊接固定设备本体1,托盘的顶部与底座3的底部固定连接,底座3的顶部开设有凹槽31,凹槽31内壁底部与支杆4的底部固定连接,支杆4的外部套设有第一焊接件5,第一焊接件5的内部滑动连接有第二焊接件6,支杆4包括杆体41,杆体41的内部分别设置有固定机构a和校正机构b。
固定机构a包括旋转杆a1,杆体41的外部开设有转动槽42,转杆a1通过转轴绕转动槽42的内部转动,旋转杆a1的顶部设置有滑动机构a2,旋转杆a1的右侧开设有滚珠槽a3,转珠槽a3的内壁转动连接有转杆机构a4,转杆机构a4的右侧与校正机构b的左侧固定连接。
使用时,使用者将第一焊接件5插入支杆4上,再将第二焊接件6插入第一焊接件5,待一排摆满后通过底座3滑动运输到左侧的托盘2上,使用者对摆放好的焊接件进行焊接,在第一焊接件5插入支杆4上时,第一焊接件5的底部挤压旋转杆a1的底部四周,带动旋转杆a1通过转轴绕转动槽42的内部转动,带动滑动机构a2挤压第一焊接件5的内壁,带动转杆机构a4向外拉伸,带动校正机构b校正,与传统相比,此焊接固定设备采用竖直焊接方式取代常规的横向焊接方式,从物理重力学角度来说,此种自由重力焊接方式有利于融化的焊料快速流入焊接件焊缝中,保证了熔深长度,提高焊件之间的密封性,不会出现鼓包的情况,采用竖直焊接有利于焊接件均匀受到火焰的加热,加快焊料融化速度和融化后的焊料流速,保证焊接后焊缝光滑、饱满,焊接件受热均匀,焊接件不会出现发黑,管口烧破的情况,受热快加快了焊料融化速度保证焊接后熔深长度不会出现虚焊的情况,从室温力学性能来说,熔深长度达标保证了焊接件的抗拉强度,同时此焊接固定设备采取了固定机构a,保证了使用者将第一焊接件5插入支杆4上,第二焊接件6插入第一焊接件5时,通过滑动机构a2对第一焊接件5进行了固定,保证使用者焊接时焊接件不会出现晃动的情况,提高焊接的质量和焊接效率,通过设置校正机构b,当第一焊接件5插入支杆4上,第二焊接件6插入第一焊接件5时,二者管口同心度未出现太大偏移时,不影响后续焊接,校正机构b不会触发,当出现管口同心度出现太大偏移时,校正机构b会自我启动对偏移的第一焊接件5进行校正,托盘2设置左右2个,在左侧焊接时,右侧对焊接件进行摆放同时进行自动校正,提高焊接速度。
实施例二:
请参阅图1-5,在实施例一的基础上,本发明提供一种技术方案:滑动机构a2包括滑动珠a21,滑动珠a21的中部开设有滚动孔a22,旋转杆a1的顶部固定连接有支脚a23,滚动孔a22的内壁通过转轴与支脚a23的内部转动连接。
滑动珠a21包括球体a211,球体a211的内部设置有弹力块a212,球体a211的内部开设有空腔a213,空腔a213的内部滑动连接有滑珠a214。
转杆机构a4包括转杆a41,转杆a41的两侧顶端均固定连接有转珠a42,转杆a41的左侧通过转珠a42延伸至滚珠槽a3的内部并与滚珠槽a3的内壁转动连接,转杆a41的右侧设置有凹槽球a43,凹槽球a43的内部开设有凹槽a44,转杆a41的右侧通过转珠a42延伸至凹槽a44的内部并与凹槽a44的内部转动连接,凹槽球a43右侧固定连接活塞杆a45。
使用时,滑动机构a2挤压第一焊接件5的内壁时,旋转杆a1向外侧运动,带动支脚a23向外侧运动,带动滑动珠a21通过转轴与第一焊接件5的内壁相互转动,带动第一焊接件5的内壁挤压球体a211,带动球体a211挤压滑珠a214,带动球体a211挤压a212弹力块,旋转杆a1向外侧运动,带动滚珠槽a3的内壁拉动转珠a42,带动转杆a41向外侧运动,带动凹槽球a43向外侧运动,带动活塞杆a45向外侧运动,与传统相比,滑动机构a2利用滑动珠a21与第一焊接件5的内壁进行滚动,大大减少滑动机构a2与第一焊接件5的摩擦力提高固定机构a的运行速率,同时滑动珠a21内部的弹力块a212消除了滑动珠a21对第一焊接件5的内壁压伤,滑珠a214加固了滑动珠a21的外表面弹性,在对保证滑动机构a2正常运转基础上,不会对第一焊接件5的内壁造成任何伤害,提高焊接件的整体质量,通过转杆机构a4,快速带动校正机构b进行校正。
实施例三:
请参阅图1-6,在实施例一和实施例二的基础上,本发明提供一种技术方案:校正机构b包括板体b1,板体b1的外壁与转动槽42的内壁固定连接,板体b1的内部开设液压腔b2,活塞杆a45远离凹槽球a43的一端固定连接有活塞b3,活塞b3的外壁与液压腔b2的内壁滑动连接,活塞b3的右侧固定连接有磁力块b4,活塞b3的左侧固定连接有弹簧组b5,弹簧组b5远离活塞b3的一端与板体b1的内部固定连接。
液压腔b2的内壁底部固定连接有十字隔板b6,十字隔板b6的内部滑动连接有滑板b7,滑板b7的顶部固定连接有浮力板b8,浮力板b8的顶部固定连接有磁力座b9,浮力板b8的外壁与液压腔b2的内壁滑动连接。
磁力座b9的左侧与磁力块b4右侧磁性相斥。
液压腔b2的内部填充有液压油。
使用时,活塞杆a45向外侧运动,带动活塞b3向外侧运动,带动磁力块b4向外侧运动,带动弹簧组b5压缩,带动液压腔b2中液压油向中部流动,带动浮力板b8上升,带动磁力座b9上升,带动滑板b7上升,十字隔板b6将液压腔b2的内部分割成4部分,彼此相互不连通,当第一焊接件5插入支杆4上,第二焊接件6插入第一焊接件5时,二者管口同心度未出现太大偏移时,磁力座b9受到液压腔b2的内部分割成4部分浮力均不能将磁力座b9推动到与磁力块b4相互磁力连接的高度,当第一焊接件5插入支杆4上,第二焊接件6插入第一焊接件5时,二者管口同心度出现太大偏移时,活塞b3继续向外侧运动压缩液压腔b2中的一部分液压油,带动磁力座b9继续上升,当磁力座b9上升开始与磁力块b4发生斥力时,活塞b3受到磁力块b4的推力,再次挤压液压腔b2液压油,4个方向的磁力块b4均受到磁力座b9的不同斥力,4个方向均带动各自连接的活塞杆a45向各自不同方向运动,带动转杆机构a4,带动旋转杆a1向各自不同方向旋转,直至磁力座b9完全与磁力块b4磁力连接时,通过4个方向转杆机构a4带动转杆a1旋转校正,直到最后4个方向的磁力块b4与磁力座b9受到均匀的斥力,带动不同方向转杆a1旋转角度一致,带动第一焊接件5与第二焊接件6二者管口同心度一致,当焊接完后,将焊接好的第一焊接件5和第二焊接件6直接取出,固定机构a和校正机构b自动复原,与传统相比,校正机构b先对使用者摆放的第一焊接件5和第二焊接件6同心度进行筛选,同心度偏离较小时,磁力座b9上升高度不够不会与磁力块b4相互作用,校正机构b不会触发,同心度偏离较大时,磁力座b9上升与磁力块b4相互作用对第一焊接件5和第二焊接件6同心度进行校正,十字隔板b6和滑板b7将液压腔b2分割成4部分相互不干扰,校正机构b自动校正焊接件之间的同心度,保证了焊接时等距的焊隙间距,确保融化焊料均匀填入焊隙中,使填角均匀饱满,无气泡,提高焊点质量,磁力座b9磁力作用磁力块b4时,磁力块b4挤压活塞b3,活塞b3挤压液压油,液压油带动浮力板b8上升,带动磁力座b9上升,磁力块b4与磁力座b9相互斥力不断增大,带动磁力座b9不断上升,带动转杆机构a4推动第一焊接件5和第二焊接件6校正,二者相互作用提高校正机构b的稳定性,焊接完成后可以直接取出焊接完成的第一焊接件5和第二焊接件6,然后固定机构a和校正机构b自动复原。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个......”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种在交互焊接工艺中使用的辅助治具和焊接固定设备
- 焊接用固定设备和焊接方法