一种基于机器视觉的数字化刀口仪检验方法及系统
文献发布时间:2023-06-19 10:27:30
技术领域
本发明属于光学零件检验领域,具体地说,是一种基于机器视觉的数字化刀口仪检验方法及系统。
背景技术
为了提高成像质量,在光学加工和检验中,必须对光学零件表面的面形偏差进行测量,以控制表面的曲率和形状。一百多年前,由于缺乏有效的检验手段,在抛物面镜等天文仪器光学零件的加工过程中,要得到满意的面形需要花费巨大的劳动,光学加工人员必须具有非常丰富的经验和高超的技能。即使如此,要加工出高质量的光学零件要需要运气的帮助,光学零件质量的高低很大程度上是一种偶然性的结果。对设计、加工、装调后的光学系统的像差也缺乏有效的评估方法。如果光学系统不能达到预期的性能,必须从光学设计、零件加工和系统装调等方面进行判断,有时很难找到问题的症结。这些问题归结到一点,就是光学零件和光学系统的检定方法不够完善,大大制约了光学系统的发展。1858年傅科(Foucault)提出了非常巧妙的研究光学表面和系统的方法,为光学零件的加工领域带来了革命性的进步。
一直以来,虽然光学零件的检验和测试方式推陈出新,但是刀口仪以灵敏度搞、直观性强、操作方便、简单灵活的特点,一直是光学加工中最为常用的检测仪器之一。从本质上讲,传统的刀口仪是一种定性检测技术,对光学零件、光学系统或光学材料在什么部位上有缺陷,缺陷的方向及其严重程度的判断依赖于检测人员的主观经验,无法满足现代光学加工中定量分析、定量计算的要求。美国柯达公司通过对球面反射镜的波象差进行定量评估。如果待测曲面存在波象差,则各个像素的光强发生转换的位置不同,表示曲面上对应点的会聚位置存在偏差。D.E.Vandenberg等人从集合光学的原理出发,构建出了被测光学元件的波象差函数的数学模型,通过图像处理软件,算出了待测镜面的波象差,并和干涉仪的测量数据进行比较,获得较为满意的结果。另外,法国IGRAP实验室的Frederic等人提出对传统刀口检测技术进行数字化改进,用于微光学元件的面形检测。以及国内南京天文仪器研制中心研制的刀口定量检测系统。
综上所述,以上方法基本都是利用CCD采集阴影图像,并从集合学的原理出发,通过图像处理,计算待检测镜面的波像差。随着计算机、图像采集、图像处理等及其视觉技术的发展,利用计算机技术对刀口仪定量分析进行研究逐渐增加。因此,为了进一步提升刀口仪的检测能力和数字化水平。需要提出一种新的数字化刀口检测系统满足刀口检测需求。
发明内容
本发明的目的在于提供一种基于机器视觉的数字化刀口仪检验方法及系统,以解决传统刀口仪设备采用肉眼进行阴影判断导致的误差问题。
实现本发明目的的技术解决方案如下:
一种基于机器视觉的数字化刀口仪检验方法,包括以下步骤:
步骤1:利用照明装置、成像光路和图像采集单元构成数字化刀口仪成像系统;所述照明装置由卤钨灯、聚光镜和小孔光阑组成;所述数字化刀口仪的成像光路由光源系统、供电电源、分光镜、高精密移动平台、刀口、成像镜头、CCD以及图像采集和处理系统组成;所述图像采集单元是使用CCD相机将成像光路所形成的光学图像转变为数字/视频电信号,图像采集单元由光电转换器、外围电路、输出/控制接口组成;
步骤2:使用数字化刀口仪的运动控制,实现刀口对光斑的精确切割;
步骤3:通过图像采集卡和CCD进行阴影图像的采集;
步骤4:对采集到的阴影图像进行数字化图像处理。
进一步地,所述步骤1包括以下子步骤:
步骤1.1:照明装置卤钨灯光源发出的光经过聚光镜会聚后,将光聚焦在小孔光阑处,构成一个点光源;
步骤1.2:光源照射在分光镜的前表面上,分光镜前表面镀半透半反膜,至少有50%的光经反射面的反射后射出,照亮被测件的表面;
步骤1.3:调整被测光学元件的位置,使点光源位于被测光学元件的焦点位置,刀口与点光源距离分光镜的位置相等,由被测件自准直返回的光经过分光镜折射后会聚于刀口位置,刀口在会聚点处切割光斑时,形成阴影图,成像透镜将阴影图会聚成像与CCD靶面;
步骤1.4:经过图像采集后由计算机对图像进行分析、计算和处理。
进一步地,所述步骤1.1包括以下子步骤:
步骤1.1.1:光源作为目测使用,光源亮度要求为肉眼可视即可;
步骤1.1.2:数字化刀口仪光源用于CCD进行图像采集使用,CCD为积分型器件,输出的电流信号和CCD器件光敏面上的照度相关,即待测镜经照明单元照射后,经光学系统成像的像面照度,以I表示CCD输出的电流信号,E表示CCD光敏面的照度,t表示CCD两次取样的间隔时间,则CCD正常工作的范围计算由公式①所得,
I=KEt=KQ ①
其中,K表示比例常数;Q=Et,为曝光量,Q的最大上限为饱和曝光度Q
步骤1.1.3:数字化刀口仪采用高稳定度卤钨灯,功率为20W,最大工作电流为4A,使用稳定电源供电,使用时,首先打开稳压电源,将供电压调整到卤钨灯工作电压,同时通过选择不同孔径的小孔,控制照明单元照射到待测镜上的照度,满足大口径待测镜面照明要求和CCD响应照度匹配要求。
进一步地,所述步骤2包括以下子步骤:
步骤2.1:数字化刀口仪从几何光学角度出发,精确得到刀口在切割点时镜面不同局部点在两个正交方向上的聚焦位置,与理想位置比较,计算出聚焦光束偏离焦点位置的偏差值;
步骤2.2:由于汇聚光斑的尺寸较小,需要得到刀口切割光斑的过程中光斑从明至暗的逐渐图像及位置,刀口运动需要较高的运动分辨率和定位精度,每一间隔步长,刀口应稳定停止定位,CCD采集刀口在此位置时的阴影图像;
步骤2.3:刀口具备三维定量移动能力,采用三维高精度移动平台控制刀口的三维运动,刀口的基本工作台为二维移动平台,即刀口可以在X,Y屏幕精密平移切割光斑,同时刀口可以沿轴向方向前后移动,寻找切割位置;
步骤2.4:轴向移动要保证刀口前后移动轴与系统的光轴一致,横向和纵向移动刀口使刀口缘与光轴相切,测量时,通过调整待测镜的位置使光斑汇聚到刀口面,同时也可以前后移动刀口,使刀口与光斑相切;
步骤2.5:刀口定位到待测镜的汇聚光斑后通过运动控制装置,沿横向和纵向两个正交方向以一定步长切割光斑,并分别采集两个方向上光斑从全明至全暗的系列图像。
进一步地,所述步骤3包括以下子步骤:
步骤3.1:刀口在运动控制单元的控制下沿水平或垂直两个方向切割光斑时,可以得到从全明至全暗系列阴影图像,经过成像光路成像后的阴影图像聚焦在图像采集单元的相机靶面上,经过图像采集卡采集,存储在计算机的内存或硬盘中;
步骤3.2:数字化刀口仪采用工控机完成图像采集,采用PCI插槽的图像采集卡完成采集任务;
步骤3.3:经过相机输出的复合视频信号,为图像信号,要转化为数字信号被计算机识别,通过图像采集卡,对缝合视频进行量化处理,将视频信号数字化。
进一步地,所述步骤3.3包括以下子步骤:
步骤3.3.1:图像采集卡接收来自数字相机的告诉数据流,并通过计算机总线传输至系统存储器;
步骤3.3.2:对多通道图像接收、处理和重构;
步骤3.3.3:对相机及系统其它模块进行功能控制。
进一步地,所述步骤4包括以下子步骤:
步骤4.1:数字化图像处理就是利用计算机对阴影图像的分析、处理和计算,实现对待测镜面波像差的检测,计算机在处理时只能处理数字,因此在处理前需要读图像进行数字化采集,将图像转化为二维的整数矩阵,经过采样和量化的数字图像就是计算机处理的对象;
步骤4.2:在数字化刀口仪中,采样和量化设备为CCD和图像采集卡,在计算机软件的控制下,运动机构切割阴影图像,在每一切割位置,计算机采集阴影图像,作为分析和处理的数据;
步骤4.3:采集的阴影图像包含有经过光学透镜聚焦、CCD电流暗噪声因素导致的退化,利用图像增强技术、滤波和复原技术进行图像改善,形成高质量图像;
步骤4.4:图像处理软件控制运动机构,沿水平和垂直两个方向切割阴影图形,计算机软件采集两个方向上从全明至全暗的系列阴影图形,记录刀口位置,通过波像差数学计算模型,计算每一个像素位置的波象差,并进一步计算出待测镜波像差的最大高低差值和均方根粗糙度值;
步骤4.5:通过计算出的波像差显示二维和三维图像。
进一步地,所述步骤4.4在图像软件控制运动前需要完成以下子步骤:
步骤4.4.1:阴影图像的待测镜面为图像处理中的处理对象,由测量时图像处理软件先采集全亮的镜面图像,获得刀口未切割光斑时的图像得到;
步骤4.4.2:将图像细分成多个统一、均匀的区域,每部分都是整个图像的要素,从而获得待测镜处理对象区域的大小和位置;
步骤4.4.3:通过区域标记的分割图像,进行特征值集的提取,包括长度、面积、周长、长宽比形状特征,在数字化刀口仪图像处理软件中通过这些特征得到待测镜面处理对象的位置和大小;
步骤4.4.4:获得处理对象的位置和大小后,软件定义一个表示ROI的模板,通过图形叠加、软件显示模板,并进一步调整模型的大小和位置,定义切割阴影图形后图像处理软件处理的像素区域。
本发明的基于机器视觉的数字化刀口仪检验方法,采用CCD采集阴影图像,并从集合学的原理出发,通过图像处理,计算待检测镜面的波像差。随着计算机、图像采集、图像处理及其视觉技术的发展,利用计算机技术对刀口仪定量分析。因此,进一步提升数字化刀口仪的检测能力和数字化水平。
一种基于机器视觉的数字化刀口仪检验系统,包括刀口测试模块用于完成三维平移台的运动控制、图像监视、模板识别、模板调整、系列采集、图像回放,径向波差模块用于对进行图像分析和计算,得到波像差的最大高低差值和均方根粗糙度值,三维波像差模块用于显示方向角为0度、俯仰角为90度及方位角为-37度、俯仰角为30度的三维分布图,测试结论模块用于存储切割得到的系列图像、波像差值并保存必要文字说明。
进一步地,所述刀口测试模块,包括三维平移台的运动控制、图像监视、模板识别、模板调整、系列采集和图像回放功能。通过图像监视软件,辅助对光路进行调整。利用轴向运动控制、水平运动控制和垂直运动控制功能,调整刀口位置,使其定位于待测元件的曲率半径处。其中采用增量方式用于精调平移台的位置,目标方式使平移台定位于指定位置。
调整好光路,使CCD检测画面中待测镜面的光斑处于全明状态,通过图像识别,得到表示待测镜面大小和位置的模板,通过图像叠加,显示在采集的图像上面,并通过调整模型位置和大小,与光斑匹配。
调整刀口位置,选择刀口运动的步长和采集的帧数,确定采集方向,进行系列图像的采集,将采集结果保存在内存中,用于后续的分析和计算;
进一步地,所述径向波差模块,在完成两个正交方向的系列图像采集后,进行图像的分析和计算,得到波像差的最大高低差值和均方根粗糙度值;
进一步地,所述三维波差模块,通过选择观察视角,可以得到方位角为0度和俯仰角为90度的波像差投影图。也可以得到方位角为-37度和俯仰角为30度的常规视角波像差三维分布以及方位角为0度,俯仰角为90和方位角为-37度,俯仰角为30度的三维分布图;
进一步地,所述测试结论模块,用于保证数据的原始性和可追溯性。将切割得到的系列图像、波像差的最大高低差值和均方根粗糙度值进行保存,并进行必要解释说明。
与现有技术相比,本发明优势在于:1)本发明基于机器视觉进行刀口仪检验,减少了人眼误差带来的损失;2)本发明融合数字化技术,计算方法简单,易于实现,具有较好的实用性;3)本发明利用CCD和图像采集卡进行图像采集,提升了图像采集质量;4)本发明通过系统化、模块化软件实现,操作界面更灵活。
附图说明
图1位本发明数字化刀口仪测量过程流程图。
图2为本发明数字化刀口仪基本构成原理图。
图3为本发明实施方式的图像采集单元连接图。
图4为本发明刀口仪机构示意图。
图5为本发明径向波差图。
1、卤灯灯光源;2、聚光灯;3、小孔光阑;4、分光镜;5、被测镜;6、刀口;7、成像镜头;8、CCD;9、计算机处理系统。
具体实施方式
为了更清楚明白地理解本发明实施方式的目的、技术方案和优点,下面结合附图对本发明的内容做进一步的说明。此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。
实施例
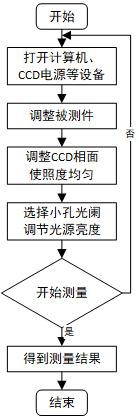
图1为本方法数字化刀口仪的测量过程流程图。如图1所示。具体方法步骤如下:
(1)打开计算机电源、CCD电源、控制箱电源、稳压电源,保证各部件均正常工作,待计算机启动完毕后,进入数字化刀口仪软件工作界面;
(2)调整被测件,使由被测件自准直返回的像落在数字化刀口仪的刀口位置,此时CCD中科院观察到被测件的自准直像;
(3)调整被测件使CCD相面上的图像照度均匀;
(4)通过选择不同小孔光阑,以及调节光源的亮度,使CCD像面图像的照度适中;
(5)开始测量,根据被测件表面面形情况,在操作界面中选择不同切割步距和切割帧数,完成水平和垂直两个方向的切割;
(6)整个测量过程通过操作界面,自动计算测量结果,得到光学元件三维波相差、径向波像差以及最大高低差值和均方根粗糙度值。
图2为本发明数字化刀口仪基本构成原理图。如图1所示,方法步骤如下:
卤钨灯光源发出的光经过聚光镜会聚后,将光聚焦在小孔光阑出,构成一个点光源;从小孔光阑发出的光照射在分光镜的前表面上,分光镜前表面镀半透半反膜,至少50%的光经反射面的反射后射出,照亮被测件的表面。调整被测光学元件的位置,使点光源位于被测光学元件的焦点位置,刀口与点光源距离分光镜的位置相等,由被测件自准直返回的光经过分光镜折射后会聚于刀口位置。刀口在会聚点处切割光斑时,形成阴影图。成像透镜将阴影图会聚成像与CCD靶面,再经过图像采集后由计算机对图像进行分析、计算和处理。
具体参数为:分光镜:材料:K9玻璃,口径:∅80,厚度:5mm,表面分别镀增透膜和50%反射膜。分光镜表面面形光圈数:N=0.5,∆N=0.1。
成像镜头:焦距:25mm;畸变:0.5%;数值孔径:大于30
小孔光阑:∅0.5mm;∅0.2mm;∅1.0mm。
图3为本发明实施方式的图像采集单元连接图。具体操作如下:
(1)刀口在运动控制单元的控制下沿水平或垂直两个方向切割光斑时可以得到从全明至全暗系列阴影图像,经过成像光路成像后的阴影图像聚焦在图像采集单元的相机靶面上,经过图像采集卡采集,存储在计算机的内存或硬盘中。
(2)数字化刀口仪采用工控机完成图像采集,采用PCI插槽的图像采集卡完成采集任务。
(3)经过相机输出的复合视频信号,为图像信号,要转化为数字信号被计算机识别。通过图像采集卡,对缝合视频进行量化处理,将视频信号数字化。
a.图像采集卡接收来自数字相机的告诉数据流,并通过计算机总线传输至系统存储器;
b.对多通道图像接收、处理和重构;
c.对相机及系统其它模块进行功能控制。
图4为本发明刀口仪机构示意图。将刀口安装在科360度旋转的架上,旋转架上标有角度值。刀口连同旋转架一起安装在三维移动平台上,三维移动平台可实现水平、纵向及轴向三个方向的平移。调整旋转架上的旋钮,当旋钮至0度时,刀口为垂直。
刀口安装在旋转台以后,固定在三维移动平台上。通过步机电机驱动平移台带动刀口移动。刀口在焦点位置切割光斑,形成阴影图。通过成像透镜将形成的阴影图会聚成像于CCD靶面,最后经过图像采集由计算机进行分析、计算和处理。
图5为本发明径向波差图。通过调整光路、刀口信息,旋转刀口运动步长和采集帧数,确定采集方向,进行图像采集,并对采集的图像进行分析和处理。经过两个正交方向的图像采集后,得到径向波差图。
以上所述实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定。文中所用术语和公式符号,旨在最好地解释各实施例的原理和过程,使本技术领域的其他技术人员能理解本文所述的实施例。在不偏离本发明设计精神的前提下,本领域技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的权利要求书确定的保护范围内。
- 一种基于机器视觉的数字化刀口仪检验方法及系统
- 一种基于CMOS机器视觉零件尺寸测量系统及测量检验方法