一种带红外跟踪的产品尺寸在线柔性测量系统及方法
文献发布时间:2023-06-19 10:36:57
技术领域
本发明涉及汽车零部件产品尺寸测量领域,更具体地涉及一种带红外跟踪的产品尺寸在线柔性测量系统及方法。
背景技术
在汽车制造过程中,汽车零部件产品需要满足尺寸规范要求,因此,需要对产品进行尺寸测量,测量要素包括:型面轮廓度、间隙面差、型面平行度、型面轮廓一致性、孔径大小、孔位置度等等会影响总装的要素。目前,对汽车零部件产品尺寸,例如汽车塑料尾门产品等的在线测量方法大致有三种:
第一种是采用固定式位移传感器加上定制工装,该方法的定制工装成本较高,结构复杂,维修成本也高。如果中途需要增加测量要素,可能存在空间不足的情况,定制工装需要重新设计制造,进一步增加成本。
第二种是整车厂白车身的在线测量方法,该方法一般采用机器人加激光测头,白车身固定在定制工装上,激光测量白车身零件与零件之间的相对间隙和相对面差,但是该测量方法属于相对测量,不能测量产品单独某个点绝对矢量偏差,无法满足测量要求。
第三种是整车厂白车身带跟踪系统在线测量方法,该方法一般采用机器人加激光测头再加激光跟踪仪,白车身固定在定制工装上,可以测量产品单独某个点绝对矢量偏差,属于绝对测量。但是该方法中工装需要定制,即一个产品需要定制一个工装,无法适应不同产品的测量要求,柔性化程度不高;同时激光跟踪仪单束激光干扰因素较多,当测头快速移动时激光跟踪仪无法及时跟踪;而且激光束对人眼也有一定的损害。
发明内容
本发明的目的在于提供一种带红外跟踪的产品尺寸在线柔性测量系统及方法,无需定制工装,可完成对不同产品的测量,柔性化程度高。
本发明一方面提供一种带红外跟踪的产品尺寸在线柔性测量系统,包括:
柔性定位装置,其上设有多个可拆卸的定位支座;围绕该柔性定位装置还设有:
上下件机器人,用于产品上下件或定位支座拆换;
测量机器人,其末端执行器上设有激光测头,所述激光测头周围设有多个红外线发射球,每个红外线发射球设有多个红外发射面;
红外跟踪装置,接收所述红外发射面发射的红外线,用于实时确认所述激光测头的空间位置;
标定球,位于所述激光测头的测量行程内,用于对所述激光测头进行工具坐标系标定和定期精度校准标定;
控制装置,分别与所述测量机器人、所述激光测头、所述上下件机器人、所述红外跟踪装置、所述柔性定位装置电联接。
进一步地,所述柔性定位装置包括伺服旋转台和固定在所述伺服旋转台上的定位框架,所述定位框架上设有多个标准安装面,所述定位支座可拆卸安装在所述标准安装面上。
进一步地,所述标准安装面上设有孔距相等的标准孔,所述定位支座安装在所述标准孔内。
进一步地,所述控制装置包括相互通讯的PLC控制柜和测量控制柜,其中所述PLC控制柜分别与所述测量机器人、所述上下件机器人、所述柔性定位装置电联接,所述测量控制柜分别与所述激光测头和所述红外跟踪装置电联接。
进一步地,所述红外跟踪装置为红外相机。
进一步地,所述柔性定位装置位于所述激光测头的测量行程内。
进一步地,所述激光测头发射绿色激光并采用三角结构光测量原理。
进一步地,所述上下件机器人的末端执行器上设置有吸盘或抓手。
进一步地,还包括与所述控制装置电联接的智能制造系统,用于收集产品尺寸波动信息并形成大数据。
本发明另一方面提供一种带红外跟踪的产品尺寸在线柔性测量方法,包括:
步骤S1:提供一种如上所述的带红外跟踪的产品尺寸在线柔性测量系统;
步骤S2:通过标定球对激光测头进行工具坐标系标定和精度标定;
步骤S3:控制装置控制上下件机器人将产品安装至柔性定位装置上;
步骤S4:控制装置控制柔性定位装置逆时针旋转90°,并控制测量机器人对产品尺寸进行测量;
步骤S5:控制装置控制柔性定位装置顺时针旋转90°,并控制上下件机器人将产品从柔性定位装置上取下;
步骤S6:控制装置控制上下件机器人将柔性定位装置上的定位支座进行拆换,对另一种产品执行步骤S3-S6,直至所有产品测量完成。
本发明提供的带红外跟踪的产品尺寸在线柔性测量系统及方法,通过在柔性定位装置上设置伺服旋转台和可拆卸的定位支座,使柔性定位装置可安装不同产品并自由旋转,从而实现对不同产品尺寸的同时测量,大大提高了测量效率并降低了成本;通过采用绿色激光的三角测量原理,测量稳定,可以实现不同颜色的产品尺寸测量,如高光透明产品,设备简单便捷、性价比高;通过采用红外跟踪装置实时捕捉激光测头的空间位置,跟踪范围更广、速度更快,且能保证对测量机器人在高速运行时的跟踪精度、效率、稳定性,使测量结果更加精准,同时红外线对人眼相对比较安全;通过控制装置协调各个装置的运行,实现了不同产品的自动测量、自动分析并生成测量结果,进一步提高了测量效率。
附图说明
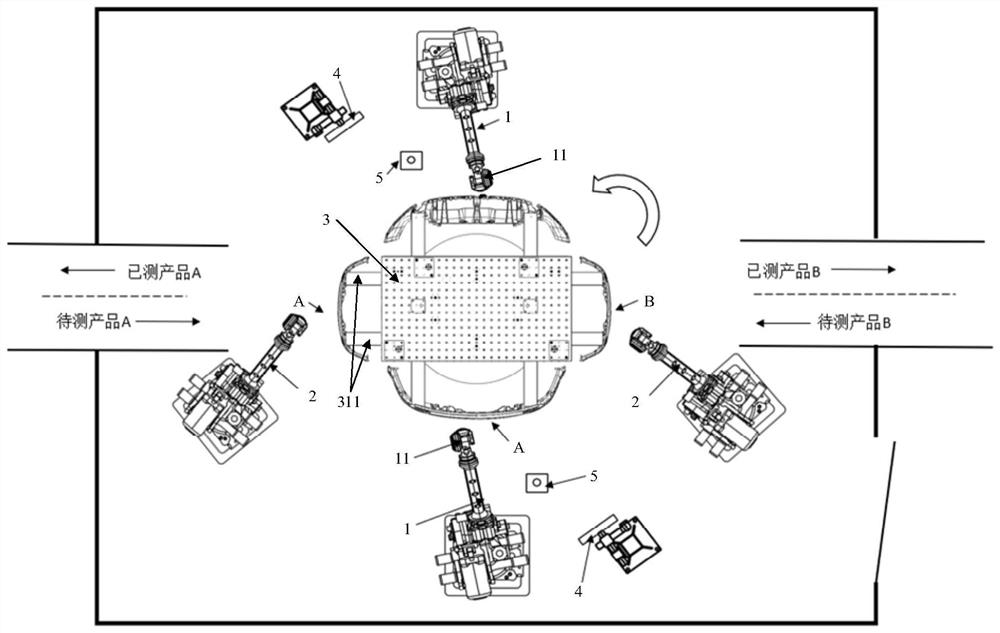
图1为本发明实施例提供的带红外跟踪的产品尺寸在线柔性测量系统的结构示意图;
图2为本发明实施例提供的激光测头和红外线发射球的结构示意图;
图3为本发明实施例提供的柔性定位装置的结构示意图;
图4为本发明实施例提供的柔性定位装置的定位框架的结构示意图;
图5为图4中的定位框架安装定位支座后的结构示意图;
图6为本发明实施例提供的坐标系转换示意图;
图7为本发明另一实施例提供的带红外跟踪的产品尺寸在线柔性测量方法的流程图。
具体实施方式
下面结合附图,给出本发明的较佳实施例,并予以详细描述。
实施例一
如图1所示,本发明实施例提供一种带红外跟踪的产品尺寸在线柔性测量系统,包括测量机器人1、上下件机器人2、红外跟踪装置4、柔性定位装置3、标定球5和控制装置(图中未示出),其中,测量机器人1用于测量产品的尺寸,其末端执行器上设有激光测头11。如图2所示,该激光测头11的周围设有多个红外线发射球111,每个红外线发射球111上设有多个红外发射面,红外发射面可实时发射散射状红外线1111,红外跟踪装置4,例如可为红外相机,用于实时捕捉红外线1111,以确认激光测头11的实时空间位置来修正测量机器人1在运行过程中产生的偏差。红外跟踪装置4能保证对测量机器人1高速运行时的跟踪精度、效率、稳定性,消除了机器人绝对精度误差,可大大提高整个柔性测量系统的精度,同时红外线对人眼相对比较安全。激光测头11需要位于红外跟踪装置4的跟踪范围内,确保红外线能顺利被接收。
如图3-图5所示,柔性定位装置3上设有多个可拆卸的定位支座311,定位支座311用于固定产品,对于不同的产品,例如产品A和产品B,需要分别采用不同的定位支座311进行固定,通过更换定位支座311,该柔性定位装置3可对不同产品进行定位,从而完成不同产品尺寸的测量,适应性好。柔性定位装置3位于激光测头11的测量行程内,以使激光测头11能够顺利完成对产品尺寸的测量。
柔性定位装置3包括定位框架31和伺服旋转台32,定位框架31固定在伺服旋转台32上,伺服旋转台32通过伺服电机(图中未示出)驱动,带动定位框架31旋转。定位框架31可设置为长方体,其包括六个面,除底面外的其他五个面均为标准安装面,其上均设置有孔距相等的标准孔31,定位支座311安装在标准孔31内。定位框架31的五个面上可分别安装不同产品的定位支座311,以使每个面上固定不同产品,例如,产品A固定在定位框架31的前面,产品B、产品C(图中未示出)、产品D和产品E则分别固定在定位框架31的右面、后面、左面和顶面。应当注意的是,定位框架31的五个面上也可以只固定一种产品,或者多种产品,使用者可根据需要进行选择,本发明对此不做限定。
上下件机器人2的末端执行器上设有上下件执行器和定位支座拆换执行器(图中均未示出),其中,上下件执行器用于将产品安装到定位支座311上或从定位支座311上取下,例如,可以为吸盘或抓手,通过吸附力或抓力完成产品的上件和下件。定位支座拆换执行器则用于更换柔性定位装置3上的定位支座311,以实现对不同产品的固定,定位支座拆换执行器可以为吸盘或抓手。可通过现有的末端执行器切换工具实现上下件执行器和定位支座拆换执行器的转换,当需要上下件机器人2安装或取下产品时,末端执行器切换工具将上下件执行器安装至末端执行器上,当需要上下件机器人2拆换定位支座311时,末端执行器切换工具将上下件执行器切换为定位支座拆换执行器。例如,上下件执行器和定位支座拆换执行器均为吸盘时,由于产品和定位支座的形状尺寸不同,所用吸盘也不同,因此,当需要上下件时,则在上下件机器人2的末端执行器上安装产品的吸盘,当需要更换定位支座311时,则安装定位支座311的吸盘。
测量时,激光测头11发射绿色结构光,以适应不同颜色的产品尺寸测量,包括高反光的油漆喷涂产品、透明材质的产品,例如汽车玻璃、灯罩等。
激光测头11采用三角结构光测量原理对产品尺寸进行测量。三角结构光测量原理为本领域公知常识,此处不再赘述。通过采用三角测量原理的激光测头,可以使测量更稳定,且设备简单便捷、性价比高。
如图6所示,从激光测头11的测头坐标系Q到车身坐标系P一共要经过3个转换,包括从测头坐标系Q到测量机器人六轴法兰盘坐标系R的转换T、测量机器人六轴法兰盘坐标系R到测量机器人底座坐标系S的转换U和测量机器人底座坐标系S到车身坐标系P的转换V,转换公式为:P=Q·T·U·V。
标定球5位于激光测头11的测量行程内,用于对激光测头11的坐标系进行标定,以将测头坐标系Q关联到测量机器人六轴法兰盘坐标系R,并定期校准激光测头11。采用标定球进行标定和校准原理为本领域公知常识,此处不再赘述。
控制装置分别与测量机器人1、激光测头11、上下件机器人2、红外跟踪装置4、柔性定位装置3和标定球5电联接,用于控制这些装置,使它们互相配合,完成对产品尺寸的自动测量。控制装置包括PLC控制柜和测量控制柜(图中均未示出),PLC控制柜与测量控制柜通讯,且分别与测量机器人1、上下件机器人2、伺服旋转台32的伺服电机电联接,用于控制测量控制柜的运行、测量机器人1的移动、上下件机器人2的上件、下件、定位支座311的拆换、上下件执行器和定位支座拆换执行器之间的切换和伺服旋转台32的旋转等,PLC控制柜还可以控制产品在生产线上的自动输送,测量控制柜则分别与激光测头11和红外跟踪装置4电联接,测量控制柜中具有测量控制软件和统计分析软件,测量控制软件分别用于控制激光测头11和红外跟踪装置4的运行,通过它们的配合完成产品尺寸的测量,并将测量数据发送至统计分析软件,统计分析软件对这些测量数据进行统计分析,得到测量结果并生成报告或图表。PLC控制柜作为总控制,协调各个装置,以完成整个测量分析过程,测量控制柜作为分控制,通过测量控制软件和统计分析软件完成具体的测量和分析过程。
本实施例的带红外跟踪的产品尺寸在线柔性测量系统还可包括智能制造系统,智能制造系统与控制装置电联接,该智能制造系统可将汽车制造中的各个工艺模块全部联接起来,实现信息共享,形成大数据,从而实现汽车的智能制造,例如,当产品尺寸波动信息通过控制装置传至智能制造系统后,智能制造系统可对其进行分析,如果不符合要求,则智能制造系统可调用之前工艺流程(例如注塑工艺或焊接工艺)的信息进行分析对照,判断是否之前工艺流程出错,如果是,则智能制造系统对之前工艺进行调整,这样,可以实现自动更正,使制造出的产品符合要求。
本发明实施例提供的柔性测量系统可完成不同产品的同时测量,下面将以产品A和产品B为例说明该柔性测量系统的同时测量的方法。
继续参照图1,柔性测量系统包括两个测量机器人1、两个上下件机器人2、两个红外跟踪装置4和两个标定球5,它们均围绕柔性定位装置3设置,每个测量机器人1、上下件机器人2、红外跟踪装置4和标定球5组成一套测量装置,两套测量装置分别对产品A和产品B的尺寸进行测量。柔性装置3的左面为产品A上下件位置,柔性装置3的下面为产品A测量位置,柔性装置3的右面为产品B上下件位置,柔性装置3的上面为产品B测量位置。测量时,先由控制装置控制两套测量装置中的激光测头11扫描标定球5,完成对激光测头11的工具坐标系进行标定,然后控制装置控制产品A在左侧生产线上自动输送,产品B在右侧生产线上自动输送,并控制产品A的上下件机器人2从左侧生产线将产品A安装至柔性装置3左面的定位支座311上,产品B的上下件机器人2从右侧生产线将产品B安装至柔性装置3右面的定位支座311上,安装好后,控制装置再控制柔性装置3逆时针旋转90°,使产品A旋转至柔性装置3的下面(即产品A的测量位置),产品B旋转至柔性装置3的上面(即产品B的测量位置),然后控制装置控制产品A的测量机器人1、产品A的红外跟踪装置4完成产品A的尺寸测量,产品B的测量机器人1、产品B的红外跟踪装置4完成产品B的尺寸测量,测量完毕后控制装置控制柔性定位装置3顺时针旋转90°,再由上下件机器人2将产品A和产品B取下并放置在各自的生产线运送到指定区域,同时控制装置对测量数据进行处理,生成报告或图表。如此反复,直至完成所有产品的测量。当需要对产品C/D/E/F进行测量时,控制装置控制上下件机器人2将末端执行器更换为定位支座拆换执行器,将柔性定位装置3上的定位支座311拆下并更换,完成后再将末端执行器换为上下件执行器,然后重复上述测量流程,完成其他种类产品的测量。应当注意的是,此处的上面、下面、左面和右面均为以图1视图为基准的方向。
本发明实施例提供的带红外跟踪的产品尺寸在线柔性测量系统,通过在柔性定位装置上设置伺服旋转台和可拆卸的定位支座,使柔性定位装置可安装不同产品并自由旋转,从而实现对不同产品尺寸的同时测量,大大提高了测量效率并降低了成本;通过采用绿色激光的三角测量原理,测量稳定,且可以实现不同颜色的产品尺寸测量,如高光透明产品,设备简单便捷、性价比高;通过采用红外跟踪装置实时捕捉激光测头的空间位置,跟踪范围更广、速度更快,且能保证对测量机器人在高速运行时的跟踪精度、效率、稳定性,使测量结果更加精准,同时红外线对人眼相对比较安全;通过控制装置协调各个装置的运行,实现了不同产品的自动测量、自动分析并生成测量结果,进一步提高了测量效率。
实施例二
如图7所示,本实施例提供一种带红外跟踪的产品尺寸在线柔性测量方法,包括:
步骤S1:提供一种如实施例一所述的带红外跟踪的产品尺寸在线柔性测量系统;
步骤S2:通过标定球5对激光测头进行工具坐标系标定和精度标定;
步骤S3:控制装置控制上下件机器人2将产品安装至柔性定位装置3上;
步骤S4:控制装置控制柔性定位装置3逆时针旋转90°,并控制测量机器人1对产品尺寸进行测量;
步骤S5:控制装置控制柔性定位装置3顺时针旋转90°,并控制上下件机器人2将产品从柔性定位装置3上取下;
步骤S6:控制装置控制上下件机器人2将柔性定位装置3上的定位支座311进行拆换,对另一种产品执行步骤S3-S6,直至所有产品测量完成。
本实施例的带红外跟踪的产品尺寸在线柔性测量方法采用实施例一中的测量系统,可实现对不同产品的自动测量,测量效率高、成本低,且测量结果精准、稳定。
以上所述的,仅为本发明的较佳实施例,并非用以限定本发明的范围,本发明的上述实施例还可以做出各种变化。即凡是依据本发明申请的权利要求书及说明书内容所作的简单、等效变化与修饰,皆落入本发明专利的权利要求保护范围。本发明未详尽描述的均为常规技术内容。
- 一种带红外跟踪的产品尺寸在线柔性测量系统及方法
- 一种带红外跟踪的产品尺寸在线柔性测量系统