矫直工装
文献发布时间:2023-06-19 11:03:41
技术领域
本发明属于加工设备领域,尤其涉及用于调节工件平整性的矫直工装。
背景技术
对金属塑性加工产品的形状缺陷进行的矫正,是重要的精整工序之一。轧材在轧制过程或在以后的冷却和运输过程中经常会产生种种形状缺陷,诸如棒材、型材和管材的弯曲,板带材的弯曲、波浪、瓢曲等。通过各种矫直工序可使弯曲等缺陷在外力作用下得以消除,使产品达到合格的状态。
但是,现有的矫直工装在用于工件的矫直时,容易由于加压过大或压头移动行程过大导致工件压断,并且在矫直过程中,需要反复对工件进行调整,以使得弯曲的朝向对准压头的方向,整体矫直效率低、效果有限,矫直后需要二次复矫直的比例较高。
发明内容
为解决现有的矫直工装存在容易压断工件,并且使用效率低、矫直效果有限,使用时需要进行反复调整工件角度等问题,本发明提供了矫直工装。
本发明的目的在于:
一、能够避免工件在矫直过程中被压断;
二、提高矫直效率和矫直效果。
为实现上述目的,本发明采用以下技术方案。
一种矫直工装,包括:
支撑组件和矫直组件,支撑组件以矫直组件为中心对称设置;
所述支撑组件包括一个支撑台,支撑台的上端面设有一个用以卡设工件的支撑凹口;
所述矫直组件由顶块和压头两部分构成,顶块设置在压头的正下方;
所述顶块下方设有高度调节机构。
作为优选,
所述高度调节机构包括调节座和调节螺杆,通过相对旋动调节座和调节螺杆能够实现顶块高度的调节。
作为优选,
所述支撑凹口朝上开口、纵向截面为V形;
所述压头下端设有纵向截面为V形的下压口。
一种矫直工装,包括:
支撑组件和矫直组件,支撑组件以矫直组件为中心对称设置;
所述支撑组件包括一个支撑台,支撑台的上端面设有一个用以卡设工件的支撑凹口;
所述矫直组件由顶块和压头两部分构成,顶块设置在压头的正下方;
所述支撑凹口由底支撑和底支撑两侧的侧夹板构成,底支撑与支撑台一体、设置在支撑台顶端,侧夹板可水平移动靠近或远离底支撑。
作为优选,
所述支撑台顶端底支撑的两侧设有滑槽,侧夹板底部设置在滑槽内。
作为优选,
所述支撑台上设有丝杆,丝杆穿过侧夹板和底支撑;
所述底支撑两端丝杆外表面的螺纹方向相反,且丝杆两端端部位于支撑台外、固接有把手。
作为优选,
底支撑的上端面设有平面和弧面两部分,平面部分朝向底支撑、弧面部分远离底支撑。
本发明的有益效果是:
1)通过顶块的设置,能够有效避免工件在矫直过程中被压断的情况发生;
2)能够大大地提高矫直效率和矫直效果。
附图说明
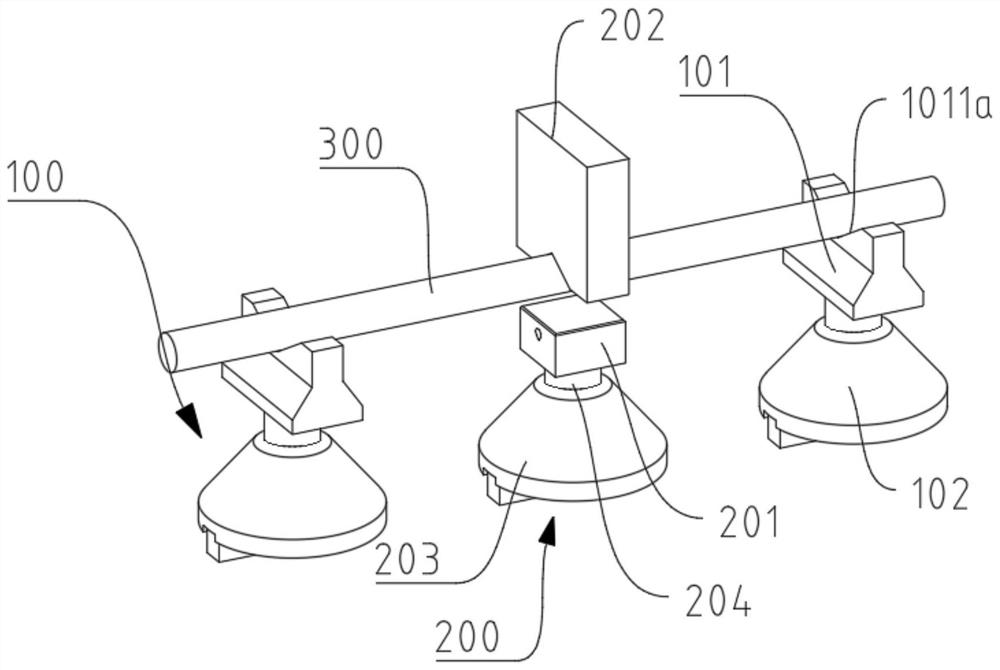
图1为本发明的一种结构示意图;
图2为改进后的支撑台的结构示意图;
图3为图2中A-A截面的支撑台示意图;
图中:100支撑组件,101支撑台,1011a、1011b支撑凹口,1012底支撑,1012a平面,1012b弧面,1013侧夹板,1014滑槽,1015丝杆,1016把手,102底座,200矫直组件,201顶块,202压头,203调节座,204调节螺杆,300工件。
具体实施方式
以下结合具体实施例和说明书附图对本发明作出进一步清楚详细的描述说明。本领域普通技术人员在基于这些说明的情况下将能够实现本发明。此外,下述说明中涉及到的本发明的实施例通常仅是本发明一部分的实施例,而不是全部的实施例。因此,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“厚度”、“上”、“下”、“水平”、“顶”、“底”、“内”、“外”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定,“若干”的含义是表示一个或者多个。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或彼此可通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
如无特殊说明,本发明实施例所用原料均为市售或本领域技术人员可获得的原料;如无特殊说明,本发明实施例所用方法均为本领域技术人员所掌握的方法。
实施例
一种如图1所示的矫直工装,其具体包括:
用以卡接待矫直工件300弯曲段两端的支撑组件100、以及对待矫直工件300弯曲段进行加压矫直的矫直组件200,支撑组件100以矫直组件200为中心对称设置至少两个、每边至少设置一个,待矫直工件300架设完成后又矫直组件200加压对弯曲段进行矫直;
所述支撑组件100包括一个支撑台101,支撑台101的上端面设有一个用以卡设待矫直工件300弯曲段两端的支撑凹口1011a,支撑凹口1011a朝上开口、纵向截面为V形,V形的支撑凹口1011a能够适用于不同粗细待矫直工件300的卡接设置,所述支撑台101下面还设有底座102,底座102可为高度可调的底座102;
所述矫直组件200由顶块201和压头202两部分构成;
所述顶块201设置在压头202的正下方,顶块201下方设有高度调节机构,高度调节机构用于调节顶块201高度,调节顶块201上端面高度至其能够与矫直后的工件300下端面抵接;
如本实施例高度调节机构包括调节座203和调节螺杆204,通过相对旋动调节座203和调节螺杆204能够实现顶块201高度的调节;
所述压头202为常规液压驱动的压头202,压头202下端设有纵向截面为V形的下压口,V形的下压口也同样能够适配不同粗细的待矫直工件300,同时有利于待矫直工件300弯曲段的朝上对准。
使用时:
首先将待矫直工件300的弯曲段两端置于支撑组件100的支撑台101上端支撑凹口1011a中,调节待矫直工件300的角度使得其弯曲段的弯曲方向朝向压头202,随后控制压头202在液压驱动作用下压向待矫直工件300的弯曲段,通过压头202将待矫直工件300的弯曲段压向顶块201,至工件300下端面触及、抵接顶块201的上端面,相较于常规的矫直工装,本发明在现有矫直工装的基础上设置了顶块201只能能够避免工件300被过度矫直反而形成二次弯曲,避免了需要反复计算压头202下压距离的繁琐操作,提高了操作的便捷性,并且对待矫直工件300产生了良好的保护效果。
而进一步的,
上述结构的矫直工装和现有的矫直工装均存在一个较为显著的使用缺陷,即需要反复调整工件300的角度和位置,使得待矫直工件300的弯曲段正确地朝上对准压头202,而一旦产生歪斜或没有对准,则会导致矫直效果不佳、甚至产生错向矫直导致工件300非但矫直失败,还容易进一步产生扭曲的问题;
因此,对上述结构的矫直工装进一步加以改进,将所述支撑台101设置为如图2所示结构,其上端的支撑凹口1011b由底支撑1012和底支撑1012两侧的侧夹板1013构成,底支撑1012与支撑台101一体、设置在支撑台101顶端,侧夹板1013可水平移动靠近或远离底支撑1012,实现夹紧或松开的操作,但是该夹紧并不是简单地对待矫直工件300进行夹持固定,而是进一步起到待矫直工件300的角度调整和定位作用,如图2所示支撑凹口1011b的宽度width不断缩小、侧夹板1013不断夹紧待矫直工件300,在侧夹板1013逐渐向底支撑1012夹紧的过程中,仅需要将待矫直工件300的弯曲段微微向上挑起,当侧夹板1013完全夹紧待矫直工件300后即可将待矫直工件300的弯曲段正确地朝上对准压头202方向,无需在矫直过程中反复调节工件300的角度进行调整,大大提高了工件300的矫直效率和矫直效果;
根据工厂记录表明,将支撑台101结构进行改进为上述结构后,矫直效率提高了约86%,并且矫直后需要进行二次复矫直的工件300降低了100%,即工件300对准率高,单次矫直即可满足需求。
为适应侧夹板1013的设置,支撑台101顶端底支撑1012的两侧设有滑槽1014,侧夹板1013底部设置在滑槽1014内,提高侧夹板1013的设置稳定性并且形成供给侧夹板1013稳定平移的空间;
所述侧夹板1013采用手动调整夹紧或自动化液压夹紧方式进行夹紧,如本实施例中设有水平穿设在支撑台101和底支撑1012上的丝杆1015,在底支撑1012两端丝杆1015外表面的螺纹方向相反,且丝杆1015两端端部位于支撑台101外、固接有把手1016,通过转动把手1016带动丝杆1015转动,能够实现侧夹板1013向底支撑1012的夹紧或分开;
此外,所述底支撑1012的上端面如图3所示设有平面1012a和弧面1012b两部分,平面1012a部分朝向底支撑1012、弧面1012b部分远离底支撑1012;
弧面1012b的设置使得待矫直工件300在初设置时,能够适应弯曲度不同的待矫直工件300,并且产生一个较为平滑的接触形式,而不会产生棱接触,能够有效避免了工件300的损坏,降低了待矫直工件300断裂或产生严重划痕等问题发生,并且根据工厂记录数据,矫直工装的底支撑1012上端面由全直面替换为上述平面1012a与弧面1012b配合后,工件300断裂率下降了约81%。
在改进上述支撑组件100的结构后,本发明矫直工装能够实现待矫直工件300的快速装夹设置以及待矫直部位的对准,提高了矫直效率同时能够提高矫直的准确性,即同时提高了矫直的效果和效率。
- 一种行波加速管直线度矫直工装及其矫直方法
- 用于矫直导线的矫直装置、用于制动矫直装置中的至少一个可旋转辊子的方法、具有矫直装置的电缆加工机以及用于电缆加工机的升级套件