加长内圈轴承平面磨削的防护定位装置
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及异形轴承的磨削辅助工装,具体是涉及加长内圈轴承平面磨削的防护定位装置。
背景技术
目前,伴随着国际轴承行业技术的进步,客户对产品的需求逐渐向集成化、单元化发展,轴承的形状日趋复杂。按原有的加工工艺及工装夹具,已无法满足异形轴承产品的磨削加工。尤其是加长内隔圈产品,若想成功实现其平面的磨削加工,现有的M7475轴承平面磨削设备结构并不合理,没有与其匹配的防护定位装置,在磁盘及砂轮旋转磨削产品的过程中,特别是磨削加长内圈轴承大端面时,由于产品长度(幅高)过大,且小端面横截面积过小,容易发生倾斜。产品一旦发生倾斜,高速旋转的砂轮及产品均有崩碎的可能,导致磨削失败,更容易对操作者造成人身伤害。
发明内容
针对现有轴承平面磨削设备的不足,本发明的目的是提供了安全、稳定的加长内圈轴承平面磨削的防护定位装置,保证磨削时的安全性,成功完成异形轴承平面的磨削加工。
为了实现上述目的,本发明所采用的技术方案是:加长内圈轴承平面磨削的防护定位装置,包括:防护盖及支撑组件,所述的防护盖与支撑组件为两体式设计,所述支撑组件包括若干个结构相同的支撑单元;支撑组件设置于防护盖的一侧端面,防护盖表面均匀环设有若干个定位孔,定位孔内放置轴承;
进一步的,所述的防护盖设计为圆盘式结构或其他形状;
进一步的,所述的若干结构相同的支撑单元通过焊接的形式沿防护盖圆周方向均布在防护盖的一侧端面上;
进一步的,若干个所述的支撑单元为长方体结构的支撑板,若干支撑板以长度方向的一个侧边竖立设置在防护盖的端面;
进一步的,每个所述的支撑板与防护盖端面垂直设置并且每个支撑板的长度方向朝向防护盖的中心;
进一步的,每相邻两个支撑板以防护盖中心为中心点,每两个相邻的支撑板的延长线到中心点之间夹角相同;
进一步的,若干个所述的定位孔通过若干个支撑板等数量的分隔设置;
进一步的,所述的定位孔用于工件磨削时与工件进行配合;定位孔内径与工件的接触处设置间隙,使定位孔内径与轴承内圈的外径进行间隙配合,以此来实现加长内圈轴承大端面磨削时的防护定位。
进一步的,所述的防护盖的表面中心处还开设有减重孔,用于减轻装置的重量,方便搬运;
进一步的,所述的减重孔、定位孔均为圆孔结构,减重孔的直径相对于定位孔的直径较大设置;
进一步的,防护盖的外边缘到减重孔边缘的距离与支撑板的长边的尺寸相同,使支撑板的长度方向的侧边的两端中一端到达减重孔的边缘,另一端到达防护盖的外边缘。
进一步的,所述的防护盖及支撑组件,选用GCr-15材料,增强该装置的耐磨性。
本发明的上述装置还包括:旋转磁盘及砂轮组件,所述的支撑组件直接放置在旋转磁盘上,位于防护盖的上方设置砂轮组件,所述的砂轮组件包括:砂轮本体和砂轮轴,所述砂轮轴固定设置于砂轮本体上部中心位置;在旋转磁盘与防护盖之间放置工件,工件的小端面与旋转磁盘上表面通过磁吸固定,工件的大端面朝向防护盖的定位孔,并且工件的大端面在定位孔中的配合设置中大端面的高度略高于防护盖的上端面,用于防止砂轮在磨削工件时与防护盖发生干涉。
进一步的,工件大端面高于防护盖上端面2mm,砂轮磨削产品大端面时只需磨削0.15到0.2mm,因此砂轮不会与防护盖发生干涉。
使用时,应用M7475单头平面机床分别磨削长内圈轴承的两个端面,当以小端面定位进行大端面的磨削加工时,将工件与防护定位装置及旋转磁盘固定好,支撑板稳定的吸附在旋转磁盘上,工件深入定位孔后小端面吸附在旋转磁盘,大端面略高于防护盖上端面2mm,此时,通过驱动砂轮轴使砂轮本体对产品的大端面进行平面磨削,磨削量为0.15-0.2mm,砂轮本体不会与防护盖发生干涉。
上述过程中,当工件随磁盘旋转磨削时,若工件发生移动或倾倒,防护盖的定位孔会及时对工件实施定位,避免工件倾倒后崩碎砂轮,防止对操作者造成人身伤害,保证人员安全。
本发明的有益效果是:
本发明的防护定位装置解决了异形加长内圈轴承结构特点带来的磁盘吸附不稳定,使工件随磁盘旋转磨削时发生的工件移动倾倒的现象;当工件随磁盘旋转磨削时,若磁力无法完全吸附工件小端面导致工件发生移动,防护盖的定位孔会及时对工件实施定位,防止工件倾倒,进而避免工件与砂轮发生剧烈碰撞而导致砂轮发生碎裂,保证操作者的人身安全;此装置可成功实现异形加长内圈轴承大端面的磨削加工,填补了轴承磨削行业在该领域的空白。
附图说明
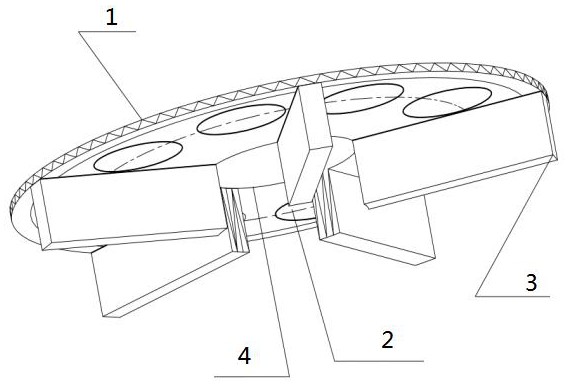
图1为本发明的防护定位装置的结构图。
图2为图1的使用状态结构图。
图3为图1的局部结构图(部分定位孔中装配轴承内圈)。
图4为加长内圈轴承的内圈结构图。
图中,1、防护盖、2、定位孔、3、支撑板、4、减重孔、5、旋转磁盘、6、砂轮本体、7、砂轮轴、8、加长内圈轴承内圈。
具体实施方式
下面结合附图及实施例对本发明进行详进一步说明。
如图1-2所示,加长内圈轴承平面磨削的防护定位装置,包括:防护盖1及支撑组件,所述的防护盖1与支撑组件为两体式设计,所述支撑组件包括若干个结构相同的支撑单元;支撑组件设置于防护盖1的一侧端面,防护盖表1面均匀环设有若干个定位孔2,定位孔2内放置轴承;
本实施例中,所述的防护盖1为圆盘设计,支撑单元的数量为5个,5个支撑单元通过焊接的形式沿防护盖1圆周方向均布;5个支撑单元,即,5个长方体结构的支撑板3均以长度方向的一个侧边竖立设置在防护盖1的端面;5个支撑板3与防护盖1端面垂直设置并且每个支撑板3的长度方向朝向防护盖1的中心;
每相邻两个支撑板3以防护盖1中心为中心点,每两个相邻的支撑板3的延长线到中心点之间夹角为72度;
本实施例的防护盖1表面设置的定位孔2为10个,10个定位孔2通过5个支撑板3以每2个进行分隔设置;
所述的定位孔10用于工件磨削时与工件进行配合;定位孔内径与工件的接触处设置间隙,使定位孔10内径与加长内圈轴承8内圈的外径进行间隙配合;
所述的防护盖1的表面中心处还开设有减重孔4,所述的减重孔4、定位孔2均为圆孔结构,减重孔4的直径相对于定位孔2的直径较大设置;
防护盖1的外边缘到减重孔4边缘的距离与支撑板3的长边的尺寸相同,使支撑板3的长度方向的侧边的两端中一端到达减重孔4的边缘,另一端到达防护盖1的外边缘。
上述防护定位装置还包括:旋转磁盘5及砂轮组件,所述的支撑组件直接放置在旋转磁盘5上,位于防护盖1的上方设置砂轮组件,所述的砂轮组件包括:砂轮本体6和砂轮轴7,所述砂轮轴7固定设置于砂轮本体6上部中心位置;在旋转磁盘5与防护盖1之间放置工件,工件的小端面与旋转磁盘5上表面通过磁吸固定,工件的大端面朝向防护盖1的定位孔2,并且工件的大端面在定位孔2中的配合设置中大端面的高度略高于防护盖1的上端面,用于防止砂轮本体6在磨削工件时与防护盖1发生干涉;工件大端面高于防护盖1上端面2mm,砂轮本体6磨削产品大端面时只需磨削0.15到0.2mm;
使用时,应用M7475单头平面机床分别磨削长内圈轴承的两个端面,当以小端面定位进行大端面的磨削加工时,将工件与防护定位装置及旋转磁盘5固定好,支撑板3稳定的吸附在旋转磁盘5上,工件深入定位孔2后小端面吸附在旋转磁盘5,大端面略高于防护盖1上端面2mm,此时,通过驱动砂轮轴7使砂轮本体6对产品的大端面进行平面磨削,磨削量为0.15-0.2mm,砂轮本体6不会与防护盖1发生干涉。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型。
- 加长内圈轴承平面磨削的防护定位装置
- 一种加长内圈轴承平面磨削的防护定位装置