铁壳激光焊接设备及其工艺流程
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及激光焊接设备技术领域,尤其涉及铁壳激光焊接设备及其工艺流程。
背景技术
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。
但是现有铁壳都是扣壳的,其工艺流程是将冲压好的铁片在成型模芯上进行左右两边靠扣钩衔接在一起再进行压紧,成型折边扣住铁片,主要缺点是铁壳表面会高出一条菱边影响外观,里面扣壳处成型不完整,影响毛头外观。
发明内容
1.要解决的技术问题
本发明的目的是为了解决现有技术中铁壳冲压后表面会高出一条菱边影响外观,里面扣壳处成型不完整,影响毛头外观的问题,而提出的铁壳激光焊接设备及其工艺流程。
2.技术方案
为了实现上述目的,本发明采用了如下技术方案:
铁壳激光焊接设备,包括底座、固定座和支撑架,所述底座的顶部固定连接有第一电机,所述第一电机的输出端固定连接有转盘,所述转盘的顶部固定连接有多个安装板,多个所述安装板相远离的一侧均固定连接有模芯;
所述底座靠近第一电机的一端固定连接有支撑板,所述支撑板的顶部固定连接有第一伸缩气缸,所述第一伸缩气缸的输出端转动连接有传动杆,所述传动杆远离第一伸缩气缸的一端固定连接有移动板,所述支撑板上固定连接有支撑杆,所述支撑杆与传动杆通过转杆转动连接,所述移动板的顶部设有移动槽,所述移动槽内固定连接有滑杆,所述滑杆上滑动套接有对称设置的两个脱料板,两个所述脱料板之间通过第二伸缩气缸连接;
所述底座远离第一电机的一端固定连接有滑套,所述滑套的顶部滑动插设有导杆,所述导杆的顶部固定连接有承重板,所述承重板与底座的顶部通过调节机构连接,所述承重板的顶部设有对称设置的两个承重槽,所述承重槽内固定连接有承重杆,所述承重杆上滑动套接有承重块,所述承重块的顶部固定连接有第二电机,所述第二电机的一端与承重板通过第三伸缩气缸连接,所述第二电机的输出端固定套接有打磨盘;
所述固定座的顶部通过第四伸缩气缸固定连接有滑动柱,所述滑动柱的顶部固定连接有模座,所述滑动柱的外部滑动套接有支撑套,所述支撑套与固定座的顶部通过多个立柱固定连接;
所述支撑架的底部与立柱通过导向柱固定连接,所述导向柱上滑动套接有导向块,所述导向块与支撑架通过多个第五伸缩气缸连接,所述导向块的顶部通过固定柱固定连接有成型机构;
所述支撑架的一侧固定连接有与模座对应的导料板,所述支撑架上固定连接有第六伸缩气缸,所述第六伸缩气缸的输出端固定连接有挡杆,所述挡杆的顶部贯穿导料板的底部并向上延伸;
所述支撑架的顶部固定连接有滑轨,所述滑轨上滑动连接有激光焊接机,所述激光焊接机与支撑架通过第七伸缩气缸连接,所述支撑架靠近激光焊接机的一侧固定连接有安装架,所述安装架远离支撑架的一端固定连接有定型机构。
优选地,所述成型机构包括固定板,所述固定板的顶部滑动连接有对称设置的两个成型板,两个所述成型板之间通过第八伸缩气缸连接。
优选地,所述定型机构包括竖板,所述竖板与安装架通过第九伸缩气缸连接,所述竖板靠近第九伸缩气缸的一侧与安装架通过多个阻尼减震器连接,所述竖板远离阻尼减震器的一侧固定连接有第十伸缩气缸,所述第十伸缩气缸的输出端固定连接有承接板,所述承接板的下方通过对称设置的两个螺栓固定连接有定型板。
优选地,所述支撑架一侧的顶部固定连接有PLC控制柜。
优选地,所述调节机构包括螺杆,所述螺杆与底座的顶部转动连接,所述螺杆上螺纹套接有螺纹块,所述螺纹块与承重板通过传动柱固定连接,所述螺杆上螺纹套接有锁紧螺母。
优选地,所述导杆的底部固定连接有限位块。
优选地,所述固定座的底部固定连接有多个锁紧块,所述锁紧块上设有锁紧口。
优选地,所述支撑套上设有与滑动柱对应的滑口,所述滑口内滑动连接有多个钢珠,所述钢珠的边缘与滑动柱相接触。
本发明还提出了铁壳激光焊接工艺流程,包括以下步骤:
步骤一,备料:备好冲压好的铁片;
步骤二,放料:将铁片放入导料板内,推送至模座内;
步骤三,送料;铁片在模座上再升高至模芯位置;
步骤四,成型;模座到达模芯位置向上压时,左右两边的铁片受力向上靠,再由左右两边成型板进行推压至达成型;
步骤五,焊接:铁片成型后激光焊接机开启,对铁片进行激光焊接;
步骤六,定型:抛光好的铁壳旋转到定型机构工位上,通过定型板进行产品定型处理;
步骤七,打磨:成型好的铁壳旋转到打磨盘位置进行打磨、抛光上腊处理;
步骤八,取出产品:定型好的铁壳旋转到脱料板处进行退料取出产品。
3.有益效果
相比于现有技术,本发明的优点在于:
本发明中通过备料、放料、送料、成型、焊接、定型、打磨、抛光打腊和取出产品等工艺流程的设置,使焊接后的铁壳两侧成型均匀,焊接平整牢固,并且铁壳更加美观和毛头的成型更均匀。
附图说明
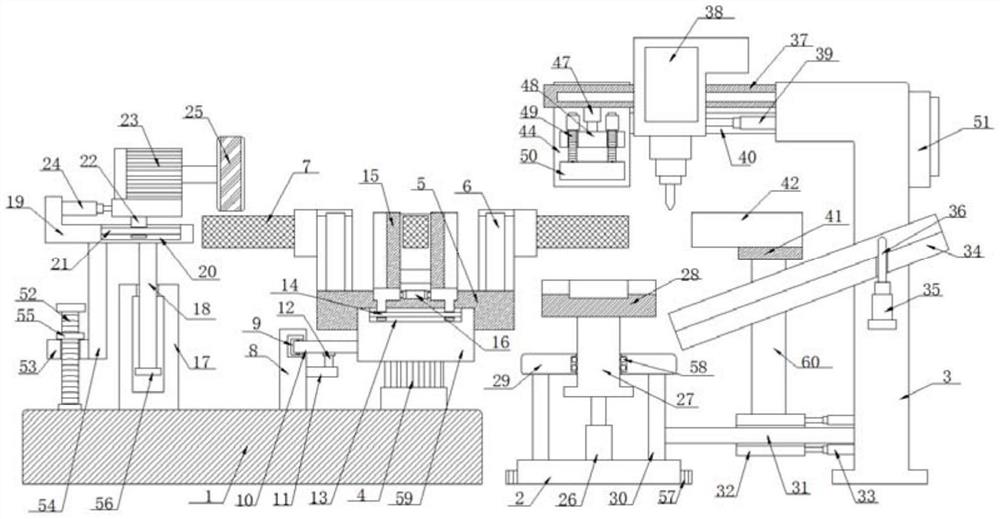
图1为本发明提出的铁壳激光焊接设备的结构示意图;
图2为本发明提出的铁壳激光焊接设备成型机构处的俯视结构示意图;
图3为本发明提出的铁壳激光焊接设备定型机构处的俯视结构示意图;
图4为本发明提出的铁壳激光焊接设备打磨盘处的俯视结构示意图;
图5为本发明提出的铁壳激光焊接设备第二电机处的俯视结构示意图。
图中:1底座、2固定座、3支撑架、4第一电机、5转盘、6安装板、7模芯、8支撑板、9第一伸缩气缸、10传动杆、11支撑杆、12转杆、13移动槽、14滑杆、15脱料板、16第二伸缩气缸、17滑套、18导杆、19承重板、20承重槽、21承重杆、22承重块、23第二电机、24第三伸缩气缸、25打磨盘、26第四伸缩气缸、27滑动柱、28模座、29支撑套、30立柱、31导向柱、32导向块、33第五伸缩气缸、34导料板、35第六伸缩气缸、36挡杆、37滑轨、38激光焊接机、39第七伸缩气缸、40安装架、41固定板、42成型板、43第八伸缩气缸、44竖板、45第九伸缩气缸、46阻尼减震器、47第十伸缩气缸、48承接板、49螺栓、50定型板、51PLC控制柜、52螺杆、53螺纹块、54传动柱、55锁紧螺母、56限位块、57锁紧块、58钢珠、59移动板、60固定柱。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
实施例1:
参照图1-5,铁壳激光焊接设备,包括底座1、固定座2和支撑架3,固定座2的底部固定连接有多个锁紧块57,锁紧块57上设有锁紧口,方便固定固定座2,支撑架3一侧的顶部固定连接有PLC控制柜51,用于对激光焊接机、多个伸缩气缸和电机进行启停控制,底座1的顶部固定连接有第一电机4,用于带动转盘5转动,第一电机4的输出端固定连接有转盘5,用于带动安装板6转动,转盘5的顶部固定连接有多个安装板6,多个安装板6相远离的一侧均固定连接有模芯7,用于对铁壳形状进行定型;
本实施例中,底座1靠近第一电机4的一端固定连接有支撑板8,用于支撑第一伸缩气缸9,支撑板8的顶部固定连接有第一伸缩气缸9,第一伸缩气缸9的输出端转动连接有传动杆10,用于带动移动板59移动,传动杆10远离第一伸缩气缸9的一端固定连接有移动板59,用于带动脱料板15移动,支撑板8上固定连接有支撑杆11,支撑杆11与传动杆10通过转杆12转动连接,移动板59的顶部设有移动槽13,移动槽13内固定连接有滑杆14,用于支撑脱料板15,滑杆14上滑动套接有对称设置的两个脱料板15,用于将成型后的铁壳脱下,两个脱料板15之间通过第二伸缩气缸16连接,用于带动两个脱料板15相对移动;
本实施例中,底座1远离第一电机4的一端固定连接有滑套17,用于支撑导杆18,滑套17的顶部滑动插设有导杆18,用于支撑承重板19,导杆18的底部固定连接有限位块56,导杆18的顶部固定连接有承重板19,用于支撑第二电机23,承重板19与底座1的顶部通过调节机构连接,用于对承重板19高度进行调节,调节机构包括螺杆52,螺杆52与底座1的顶部转动连接,用于带动螺纹块53上下移动,螺杆52上螺纹套接有螺纹块53,用于带动承重板19上下移动,螺纹块53与承重板19通过传动柱54固定连接;
本实施例中,螺杆52上螺纹套接有锁紧螺母55,方便固定螺纹块53的位置,承重板19的顶部设有对称设置的两个承重槽20,承重槽20内固定连接有承重杆21,承重杆21上滑动套接有承重块22,用于支撑第二电机23,承重块22的顶部固定连接有第二电机23,用于带动打磨盘25转动,第二电机23的一端与承重板19通过第三伸缩气缸24连接,第二电机23的输出端固定套接有打磨盘25,用于对铁壳进行打磨抛光;
本实施例中,固定座2的顶部通过第四伸缩气缸26固定连接有滑动柱27,用于带动模座28上下移动,滑动柱27的顶部固定连接有模座28,用于放置铁片,滑动柱27的外部滑动套接有支撑套29,支撑套29与固定座2的顶部通过多个立柱30固定连接,支撑套29上设有与滑动柱27对应的滑口,滑口内滑动连接有多个钢珠58,钢珠58的边缘与滑动柱27相接触,减小滑动柱27与滑口内壁之间的摩擦力;
本实施例中,支撑架3的底部与立柱30通过导向柱31固定连接,导向柱31上滑动套接有导向块32,用于带动固定柱60左右移动,导向块32与支撑架3通过多个第五伸缩气缸33连接,用于带动导向块32移动,导向块32的顶部通过固定柱60固定连接有成型机构,成型机构包括固定板41,用于支撑成型板42移动,固定板41的顶部滑动连接有对称设置的两个成型板42,用于挤压铁片,两个成型板42之间通过第八伸缩气缸43连接,用于带动成型板42移动;
本实施例中,支撑架3的一侧固定连接有与模座28对应的导料板34,方便铁片导入模座28内,支撑架3上固定连接有第六伸缩气缸35,第六伸缩气缸35的输出端固定连接有挡杆36,控制铁片的落料,挡杆36的顶部贯穿导料板32的底部并向上延伸;
本实施例中,支撑架3的顶部固定连接有滑轨37,用于支撑激光焊接机38,滑轨37上滑动连接有激光焊接机38,对铁壳的连接处进行焊接,激光焊接机38与支撑架3通过第七伸缩气缸39连接,用于带动激光焊接机38水平移动,支撑架3靠近激光焊接机38的一侧固定连接有安装架40,安装架40远离支撑架3的一端固定连接有定型机构,定型机构包括竖板44,用于支撑第十伸缩气缸47,竖板44与安装架40通过第九伸缩气缸45连接,用于带动竖板44水平移动;
本实施例中,竖板44靠近第九伸缩气缸45的一侧与安装架40通过多个阻尼减震器46连接,对竖板44起到一定减震缓冲作用,竖板44远离阻尼减震器46的一侧固定连接有第十伸缩气缸47,用于带动承接板48上下移动,第十伸缩气缸47的输出端固定连接有承接板48,承接板48的下方通过对称设置的两个螺栓49固定连接有定型板50,对铁壳的顶部连接处进行压平。
本实施例中,铁片通过导料板34滑入放置铁片的模座28上,再通过第四伸缩气缸26把模座28升高至与模芯7匹配的位置上,此时铁片会因受力挤压左右两边自动向上弹,形成与模芯7吻合的形状,然后成型板42通过第八伸缩气缸43推压将铁片与模芯7挤压成型,当两边成型夹紧后,激光焊接机38自动打开感应,对准铁壳连接处进行激光焊接。
本实施例中,铁壳焊接好会通过转盘5旋转到下一个工位上对铁壳进行定型,定型目的就是通过上下支撑受力把铁壳成型与模芯7形状更加贴合,让产品形状及尺寸达到设计要求,同时方便脱料。
本实施例中,定型好的铁壳旋转到下一个工位上进行打磨,产品旋转到指定位置时,通过第一个第二电机23带动的打磨盘25会自动起动对铁壳焊接位置进行打磨处理,让产品表面更加光滑平整。
本实施例中,打磨完成后产品旋转到下一个工位上进行抛光打腊处理,通过另一个第二电机带动打磨盘25对产品进行抛光打腊,让焊接片与原材料上表面更加接近,打腊处理主要为了防锈。
本实施例中,产品抛光打腊完成后旋转至下一工位上,进行取料。通过脱料板15在模芯两侧夹紧,再利用第一伸缩气缸9推出产品到物料框中,从而完成铁壳激光焊接所有流程。
本实施例中,铁壳激光焊接工艺流程,包括以下步骤:
步骤一,备料:备好冲压好的铁片;
步骤二,放料:将铁片放入导料板34内,推送至模座28内;
步骤三,送料;铁片在模座28上再升高至模芯7位置;
步骤四,成型;模座28到达模芯7位置向上压时,左右两边的铁片受力向上靠,再由左右两边成型板42进行推压至达成型;
步骤五,焊接:铁片成型后激光焊接机39开启,对铁片进行激光焊接;
步骤六,定型:抛光好的铁壳旋转到定型机构工位上,通过定型板50进行产品定型处理;
步骤七,打磨:成型好的铁壳旋转到打磨盘25位置进行打磨、抛光上腊处理;
步骤八,取出产品:定型好的铁壳旋转到脱料板15处进行退料取出产品。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 铁壳激光焊接设备及其工艺流程
- 铁壳激光焊接设备及其工艺流程