一种测试模壳内部金属凝固过程温度的结构及其测量方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明属于精密铸造的单晶叶片模壳应用技术领域,具体涉及一种测试模壳内部金属凝固过程温度的结构及其测量方法。
背景技术
目前,我国高性能高温合金单晶叶片主要采购国外公司的产品,如德国西门子,日本三菱,美国PCC,英国Rolls-Royce, 美国通用,法国赛峰等公司,这样很大程度上提高了我国航空发动机和燃气轮机制造成本。以重型燃机的一级单晶叶片为例,如果采用国外厂商的产品,一片叶片的制造成本在40万元左右,市场售价达100万元,但如果采用国产叶片,制造成本只有10万元左右。同样,对于航空发动机叶片,每一片单晶叶片的市场价值相当于一辆宝马车,如果我国可以自主生产将会大大降低航空发动机的制造成本。
随着我国航母、新型战舰、民机、重型燃机轮机等的快速发展,高性能高温合金的需求日益增加,研发和生产高效率燃气轮机和大推重比、低燃油率航空发动机是大势所趋,高温合金单晶叶片制备技术成为首当其冲要解决的问题。目前我国单晶叶片制备技术积累不足,成品率无法得到保证,叶片的结构设计和制备工工艺落后,该方面技术急需迎头赶上。
基于上述问题,本发明提供一种测试模壳内部金属凝固过程温度的结构及其测量方法。
发明内容
发明目的:本发明的目的是提供一种测试模壳内部金属凝固过程温度的结构及其测量方法,其应用于单机叶片模壳的铸造试验中,用于保证所制备的单晶叶片模壳成品品质优,进而提高单晶叶片的质量,提高经济效益,降低生产成本和管控成本。
技术方案:本发明提供的一种测试模壳内部金属凝固过程温度的结构及其测量方法,包括以下步骤,步骤1、在蜡模中埋陶瓷保护管。步骤2、粘浆淋砂制模壳,其中,模壳突出部与陶瓷保护管的一端齐平。步骤3、脱蜡、烧残蜡、清割管口,去除陶瓷保护管一端的粘浆淋砂或残蜡,保证粘浆淋砂或残蜡不覆盖陶瓷保护管的一端端口。步骤4、首先将热电偶丝安装在陶瓷保护管另一端内,再将补偿导线穿过热电偶管,最后将热电偶管插入陶瓷保护管内固定,补偿导线与测温仪连接。
本技术方案的,所述陶瓷保护管的一端斜插入蜡模,且陶瓷保护管的一端为敞开式结构、另一方为密封式结构。
本技术方案的,所述陶瓷保护管的两端均设置为敞开式结构,且陶瓷保护管设置为且不仅限于圆管结构。
本技术方案的,所述斜插入蜡模中的预埋陶瓷保护管可设置为一个或两个或两个以上。
本技术方案的,所述测试模壳内部金属凝固过程温度的结构及其测量方法,还包括设置在蜡模内的且与陶瓷保护管相配合使用的斜预埋洞,其中,斜预埋洞可设置为一个或两个或两个以上。
本技术方案的,所述设置单斜预埋洞时,单斜预埋洞的内径约1.3-1.5毫米;所述设置双斜预埋洞时,斜预埋洞的内径约0.3-0.5毫米。
与现有技术相比,本发明的一种测试模壳内部金属凝固过程温度的结构及其测量方法的有益效果在于:其应用于单机叶片模壳的铸造试验中,用于保证所制备的单晶叶片模壳成品品质优,进而提高单晶叶片的质量,提高经济效益,降低生产成本和管控成本。
附图说明
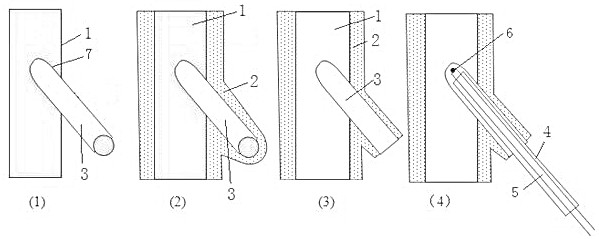
图1是本发明的一种测试模壳内部金属凝固过程温度的结构及其测量方法的结构示意图;
图2是本发明的一种测试模壳内部金属凝固过程温度的结构及其测量方法的蜡模上中埋陶瓷保护管后的结构示意图;
图3是本发明的一种测试模壳内部金属凝固过程温度的结构及其测量方法的蜡模、埋陶瓷保护管上喷淋砂浆后的结构示意图;
图4是本发明的一种测试模壳内部金属凝固过程温度的结构及其测量方法的蜡模、埋陶瓷保护管、热电偶管上喷淋砂浆后等的铸造使用结构示意图。
具体实施方式
下面结合附图具体实施例,进一步阐明本发明。
如图1、图2、图3和图4所示的一种测试模壳内部金属凝固过程温度的结构及其测量方法,包括以下步骤,步骤1、在蜡模1中埋陶瓷保护管3。步骤2、粘浆淋砂制模壳2,其中,模壳2突出部与陶瓷保护管3的一端齐平。步骤3、脱蜡、烧残蜡、清割管口,去除陶瓷保护管3一端的粘浆淋砂或残蜡,保证粘浆淋砂或残蜡不覆盖陶瓷保护管1的一端端口。步骤4、首先将热电偶丝6安装在陶瓷保护管3另一端内,再将补偿导线5穿过热电偶管4,最后将热电偶管4插入陶瓷保护管3内固定,补偿导线5与测温仪连接。
进一步优选的,所述陶瓷保护管3的一端斜插入蜡模1,且陶瓷保护管3的一端为敞开式结构、另一方为密封式结构。
进一步优选的,所述陶瓷保护管3的两端均设置为敞开式结构,且陶瓷保护管3设置为且不仅限于圆管结构。
进一步优选的,所述斜插入蜡模1中的预埋陶瓷保护管3可设置为一个或两个或两个以上。
本发明的测试模壳内部金属凝固过程温度的结构及其测量方法,还包括设置在蜡模1内的且与陶瓷保护管3相配合使用的斜预埋洞7,其中,斜预埋洞7可设置为一个或两个或两个以上。
进一步优选的,所述设置单斜预埋洞7时,单斜预埋洞7的内径约1.3-1.5毫米;所述设置双斜预埋洞7时,斜预埋洞7的内径约0.3-0.5毫米。
本发明的测温仪为热电偶的测温仪,其型号为铂铑型(即B型),直径0.2毫米。
本发明的测试模壳内部金属凝固过程温度的结构,包括蜡模1,及设置在蜡模1内的若干个斜预埋洞7,及分别设置在斜预埋洞7内的陶瓷保护管3,及设置在陶瓷保护管3一端内的热电偶丝6,及与热电偶丝6连接的补偿导线5,及设置在陶瓷保护管3内,且与补偿导线5相配合使用的热电偶管4,其中,补偿导线5贯穿热电偶管4后与测温仪连接。
本发明的测试模壳内部金属凝固过程温度的结构及其测量方法,其应用于单机叶片模壳的铸造试验中,用于保证所制备的单晶叶片模壳成品品质优,进而提高单晶叶片的质量,提高经济效益,降低生产成本和管控成本。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干改进,这些改进也应视为本发明的保护范围。
- 一种测试模壳内部金属凝固过程温度的结构及其测量方法
- 液态金属冷却定向凝固过程中铸件温度的测量方法