一种抽芯组件以及模具
文献发布时间:2023-06-19 11:42:32
技术领域
本发明涉及模具技术领域,更具体地说,是涉及一种抽芯组件以及模具。
背景技术
模具是通过压制或浇灌的方法使材料成为一定形状的工具,一般用于塑胶 加工,针对注塑成型的内部具有螺纹、顶部具有骨位的注塑件,通常直接采用 常规的螺纹抽芯件a旋转出螺纹(请参阅图1),但是由于该类注塑件的顶部 有骨位,螺纹抽芯件旋转出模时骨位为倒扣,导致无法出模。
发明内容
本发明的目的在于提供一种抽芯组件以及模具,以解决现有技术中针对内 部具有螺纹、顶部具有骨位的注塑件,直接采用常规螺纹抽芯件旋转出螺纹, 导致无法出模的技术问题。
为实现上述目的,本发明采用的技术方案是:
一方面,本发明提供一种抽芯组件,包括:
型芯镶件,所述型芯镶件的端部设有骨位镶部,用于注塑件顶部的骨位成 型;
呈中空的螺杆,所述螺杆的外部设有第一螺纹部,用于所述注塑件内部的 螺纹成型,所述螺杆套设于所述型芯镶件的外围并可与所述型芯镶件产生相对 运行。
根据上述所述的抽芯组件,所述型芯镶件包括:
型芯部,所述骨位镶部设于所述型芯部的一端并与所述型芯部连接;
连接部,所述型芯部的另一端设有所述连接部,且所述连接部的一端与所 述型芯部连接,所述连接部的另一端用于与模具主体连接,所述螺杆套设于所 述连接部的外围。
根据上述所述的抽芯组件,所述型芯部的外围尺寸大于所述连接部的外围 尺寸,所述型芯部与所述连接部之间形成支撑台,所述支撑台与所述螺杆的端 部抵接,且所述型芯部的外表面与所述螺杆的外表面无缝拼接。
根据上述所述的抽芯组件,所述螺杆远离所述型芯部的一端设有第二螺纹 部,所述第二螺纹部用于与所述模具主体上设置的螺杆固定块螺纹配合。
根据上述所述的抽芯组件,所述抽芯组件包括驱动机构,所述驱动机构还 包括:
马达;
传动轮单元,所述马达与所述传动轮单元连接,所述传动轮单元与所述螺 杆连接并可联动所述螺杆相对所述型芯镶件运动。
根据上述所述的抽芯组件,所述传动轮单元包括:
第一齿轮部,所述马达与所述第一齿轮部连接;
第二齿轮部,所述第一齿轮部与所述第二齿轮部啮合;
第三齿轮部,所述第二齿轮部与所述第三齿轮部啮合,所述第三齿轮部套 设于所述螺杆的外围并与所述螺杆连接,所述第三齿轮部可联动所述螺杆相对 所述型芯镶件运动。
根据上述所述的抽芯组件,所述第三齿轮部的内壁设有第一限位凹部,所 述螺杆的外壁设有第二限位凹部,第一定位件设于所述第一限位凹部和所述第 二限位凹部内将所述第三齿轮部连接于所述螺杆上。
根据上述所述的抽芯组件,所述第二齿轮部内部穿设有齿轮杆,所述第二 齿轮部的内壁设有第三限位凹部,所述齿轮杆的外壁设有第四限位凹部,第二 定位件设于所述第三限位凹部和所述第四限位凹部内将所述第二齿轮部连接于 所述齿轮杆上。
根据上述所述的抽芯组件,所述抽芯组件还包括推动机构,所述推动机构 包括:
推板,所述推板套设在所述螺杆的外部并与模具主体连接,且所述推板位 于所述第一螺纹部的下部;
推动件,所述推动件与所述推板连接,并可推动所述推板相对所述螺杆轴 向运动。
另一方面,本发明还提供一种模具,包括模具主体和上述所述的抽芯组件。
本发明提供的抽芯组件以及模具的有益效果至少在于:
本发明提供的抽芯组件以及模具,采用型芯镶件和螺杆的配合,由于螺杆 在转动的过程中,型芯镶件是静止的,不会转动,也即用于注塑的骨位成型的 骨位镶部不会产生转动,从而避免了转动螺杆与骨位产生干涉的问题,同时本 发明采用型芯镶件和螺杆的配合还减少了螺杆与注塑件的螺纹连接接触面积, 避免了注塑件收缩包紧力度大导致的旋转抽芯困难的问题,且本发明提供的抽 芯组件以及模具,其结构简单,操作方便,提高了抽芯效率,并确保了产品质 量。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技 术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅 仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳 动的前提下,还可以根据这些附图获得其他的附图。
图1为现有技术中的螺纹抽芯件与注塑件配合的结构示意图;
图2为本发明实施例提供的模具与注塑件的爆炸结构示意图;
图3为本发明实施例提供的注塑件的结构示意图;
图4为本发明实施例提供的抽芯组件的结构示意图;
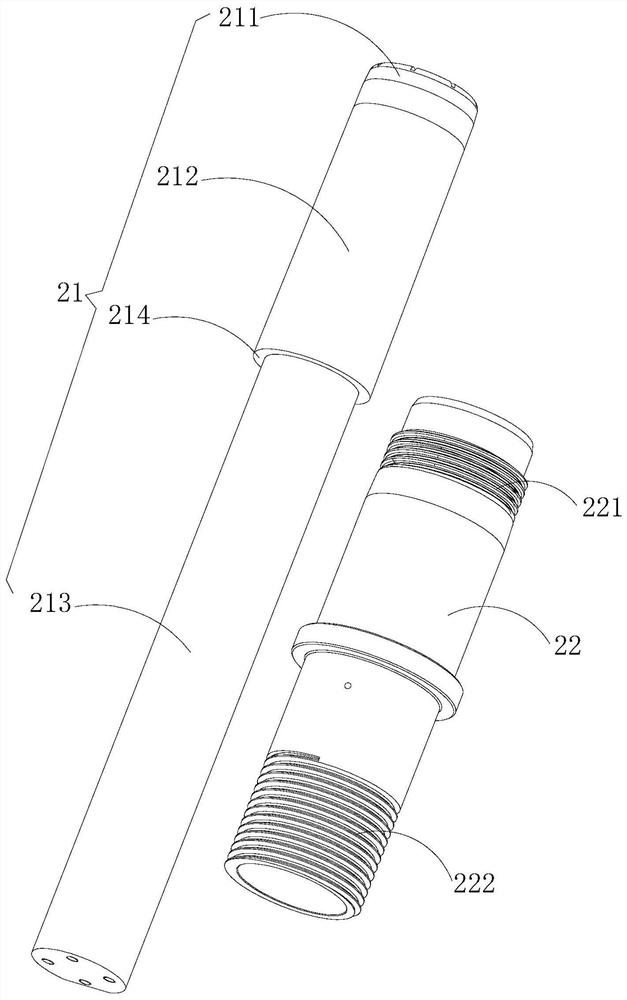
图5为本发明实施例提供的抽芯组件的爆炸结构示意图;
图6为本发明实施例提供的模具与注塑件的剖面结构示意图一;
图7为本发明实施例提供的模具与注塑件的剖面结构示意图二;
图8为本发明实施例提供的推动机构顶出注塑件的剖面结构示意图。
其中,图中各附图标记:
具体实施方式
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白, 以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描 述的具体实施例仅用以解释本发明,并不用于限定本发明。
需要说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直 接或者间接位于该另一个部件上。当一个部件被称为“连接于”另一个部件,它 可以是直接或者间接连接至该另一个部件上。术语“上”、“下”、“左”、“右”、“前”、 “后”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置为基于附 图所示的方位或位置,仅是为了便于描述,不能理解为对本技术方案的限制。 术语“第一”、“第二”仅用于便于描述目的,而不能理解为指示或暗示相对重要 性或者隐含指明技术特征的数量。“多个”的含义是两个或两个以上,除非另有 明确具体的限定。
请参阅图2,本实施例提供了一种模具100,包括模具主体10和抽芯组件 20。其中,请参阅图3至图5,本实施例提供抽芯组件20,包括:型芯镶件21, 所述型芯镶件21的端部设有骨位镶部211,用于注塑件200顶部的骨位201成 型;呈中空的螺杆22,所述螺杆22的外部设有第一螺纹部221,用于所述注塑 件200内部的螺纹202成型,所述螺杆22套设于所述型芯镶件21的外围并可 与所述型芯镶件21产生相对运行。可选的是,第一螺纹部221的螺纹行程为 30mm。
本实施例提供的抽芯组件20的工作原理如下:
针对要注塑成型的内部具有螺纹201、顶部具有骨位201的注塑件200进 行抽芯,本实施例采用了型芯镶件21和螺杆22的配合,由于注塑件200注塑 成型后,螺杆22的第一螺纹部221与注塑件200内部的螺纹202是螺纹配合的, 当需要完成螺纹抽芯时,驱动螺杆22转动,当螺杆22被驱动转动时,第一螺 纹部221与螺纹202之间配合的螺纹相对转动,同时螺杆22朝向远离注塑件 200的一侧运动,也即实现螺杆22向下运动完成螺纹抽芯,由于螺杆22在转 动的过程中,型芯镶件21是静止的,不会转动,也即用于注塑件200的骨位 201成型的骨位镶部211不会产生转动,从而避免了转动螺杆22与骨位201产 生干涉的问题,当螺杆22从注塑件200上螺纹旋出后,可将注塑件200从型芯 镶件21上轴向推出。合模时,驱动螺杆22反向转动,便可回到初始位置。
本实施例提供的抽芯组件20的有益效果至少在于:
本实施例提供的抽芯组件20,采用型芯镶件21和螺杆22的配合,由于螺 杆22在转动的过程中,型芯镶件21是静止的,不会转动,也即用于注塑件200 的骨位201成型的骨位镶部211不会产生转动,从而避免了转动螺杆22与骨位 201产生干涉的问题,同时本实施例采用型芯镶件21和螺杆22的配合还减少 了螺杆22与注塑件200的螺纹连接接触面积,避免了注塑件200收缩包紧力度 大导致的旋转抽芯困难的问题,且本实施例提供的抽芯组件20结构简单,操作 方便,提高了抽芯效率,并确保了产品质量。
在一个实施例中,请参阅图2和图5,所述型芯镶件21包括:型芯部212, 所述骨位镶部211设于所述型芯部212的一端并与所述型芯部212连接;连接 部213,所述型芯部212的另一端设有所述连接部213,且所述连接部213的一 端与所述型芯部212连接,所述连接部213的另一端用于与模具主体10连接, 所述螺杆22套设于所述连接部213的外围。将螺杆22套设在连接部213的外 围,至少螺杆22外部的第一螺纹部221至型芯部212顶端的骨位镶部211之间 可成型其内部具有螺纹202和顶部具有骨位201的注塑件200,并且连接部213远离型芯部212的一端与模具主体10连接,从而使得被驱动螺杆22转动时, 连接部213和型芯部212是静止的,不会产生转动,也即用于注塑件200的骨 位201成型的骨位镶部211不会产生转动,从而避免了转动螺杆22会与骨位 201产生干涉的问题。可选的,型芯部212和连接部213为一体式结构,其连 接结构牢固。在一个实施例中,骨位镶部211与型芯部212固定连接。在另一 个实施例中,骨位镶部211与型芯部212为可拆卸连接,方便更换不同的骨位镶部211。
可选的是,连接部213与模具主体10包括的下固定板11通过第一螺钉111 连接,其连接牢固,且拆装方便。可选的是,第一螺钉111的数量为一个或者 多个。可选的,第一螺钉111的数量为四个。
在一个实施例中,所述型芯部212的外围尺寸大于所述连接部213的外围 尺寸,所述型芯部212与所述连接部213之间形成支撑台214,所述支撑台214 与所述螺杆22的端部抵接,且所述型芯部212的外表面与所述螺杆22的外表 面无缝拼接。通过支撑台214与螺杆22的端部抵接连接,其连接结构简单,方 便了螺杆22相对注塑件200转动并朝向远离型芯部212的一侧运行,且抵接连 接后的型芯部212与螺杆22的外表面无缝拼接,也即拼接处平滑,从而使得注 塑成型的注塑件200对应拼接处的位置成型后平滑,提高了注塑件200的美观 度。
在一个实施例中,所述螺杆22远离所述型芯部212的一端设有第二螺纹部 222,所述第二螺纹部222用于与所述模具主体10上设置的螺杆固定块12螺纹 配合,第二螺纹部222与螺杆固定块12内设置的内螺纹121配合,使得螺杆 22在转动的情况下,其螺杆22转动运行平稳、顺畅。
可选的是,螺杆固定块12上外部设有凸台122,所述凸台122的下方设有 螺杆固定压块13,所述凸台122与所述螺杆固定压块13抵接,所述螺杆固定 压块13与所述模具主体10包括的垫板14通过第二螺钉(图中未示出)连接。 可选的是,螺杆固定压块13的数量为一个或者多个,可选的是,螺杆固定压块 13的数量为四个,且四个螺杆固定压块13分别均匀的设置在凸台122的四周。 可选的是,垫板14设置在下固定板11的上方。
可选的是,螺杆22的外壁套设有导向块23,所述导向块23与所述模具主 体10包括的B板15配合连接,导向块23的设置使得螺杆22在转动时,使得 螺杆22转动运行的更加的平稳。可选的是,B板15设置在垫板14的上方。
在一个实施例中,请参阅图6,所述抽芯组件20还包括驱动机构24,所述 驱动机构24包括:马达241;传动轮单元,所述马达241与所述传动轮单元连 接,所述传动轮单元与所述螺杆22连接并可联动所述螺杆22相对所述型芯镶 件21运动。通过马达241提供动力驱动传动轮单元转动,传动轮单元驱动螺杆 22转动,从而实现带动螺杆22相对注塑件200螺纹转动,螺杆22朝向远离注 塑件200的一侧移动,完成螺纹抽芯,采用马达241和传动轮单元配合的方式, 提高了螺纹抽芯的效率。可选的是,马达241为液压马达。应该理解的是,马达241并不限于为上述的液压马达,还可以是其他马达,此处不作限制。可选 的是,模具主体10还包括马达支撑座16,其马达支撑座16用于支撑固定马达 241。
在一个实施例中,请继续参阅图6,所述传动轮单元包括:第一齿轮部242, 所述马达241与所述第一齿轮部242连接;第二齿轮部243,所述第一齿轮部 242与所述第二齿轮部243啮合;第三齿轮部244,所述第二齿轮部243与所述 第三齿轮部244啮合,所述第三齿轮部244套设于所述螺杆22的外围并与所述 螺杆22连接,所述第三齿轮部244可联动所述螺杆22相对所述型芯镶件21 运动。马达241提供动力驱动第一齿轮部242转动,第一齿轮部242带动与第 一齿轮部242啮合的第二齿轮部243转动,第二齿轮部243带动与第二齿轮部243啮合的第三齿轮部244转动,第三齿轮部244带动与第三齿轮部244连接 的螺杆22转动,从而实现带动螺杆22相对注塑件200螺纹转动,螺杆22朝向 远离注塑件200的一侧移动,完成螺纹抽芯。
可选的是,传动轮单元还包括第四齿轮部245,所述第四齿轮部245与所 述第三齿轮部244啮合,第四齿轮部245的设置用于调节其驱动机构24的平衡 力,使得驱动机构24在驱动螺杆22运动的过程中,其螺杆22不会晃动,运行 平稳。
在一个实施例中,请继续参阅图6,所述第三齿轮部244的内壁设有第一 限位凹部(图中未示出,下同),所述螺杆22的外壁设有第二限位凹部223, 第一定位件2441设于所述第一限位凹部和所述第二限位凹部223内将所述第三 齿轮部244连接于所述螺杆22上。将第一定位件2441分别设于第一限位凹部 和第二限位凹部223内将第三齿轮部244和螺杆22进行连接,当第三齿轮部 244被联动转动时,方便第三齿轮部244联动螺杆22转动。
在一个实施例中,请继续参阅图6,所述第二齿轮部243内部穿设有齿轮 杆246,所述第二齿轮部243的内壁设有第三限位凹部(图中未示出,下同), 所述齿轮杆246的外壁设有第四限位凹部2461,第二定位件2431设于所述第 三限位凹部和所述第四限位凹部2461内将所述第二齿轮部243连接于所述齿轮 杆246上。将第二定位件2431分别设于第三限位凹部和第四限位凹部2461内 将第二齿轮部243和齿轮杆246进行连接,当第二齿轮部243被第一齿轮部242 联动转动时,第二齿轮部243联动齿轮杆246转动。可选的是,齿轮杆246的两端分别设于轴承2462,其中一个位于下方的轴承与垫板14连接,另一个位 于上方的轴承与B板15连接,两端轴承的设置使得齿轮杆246、第二齿轮部 243转动运行时更加平稳,同时也用于对第二齿轮部243的位置进行限位。可 选的是,轴承2462与第二齿轮部243之间设有轴承垫块2463。
可选的是,第一齿轮部242的内部设有齿轮压件247,齿轮压件247通过 第三螺钉2471连接于马达241上,齿轮压件247的设置用于对第一齿轮部242 的位置进行限位,使得第一齿轮部242运行平稳。
在一个实施例中,请参阅图7和图8,所述抽芯组件20还包括推动机构25, 所述推动结构25包括:推板251,所述推板251套设在所述螺杆22的外部并 与模具主体10连接,且所述推板251位于所述第一螺纹部221的下部;推动件 252,所述推动件252与所述推板251连接,并可推动所述推板251相对所述螺 杆22轴向运动。注塑件200注塑成型时,注塑件200与推板251是连接的,且 推板251与模具主体10包括的B板15连接,其是不会转动的,当螺杆22从 注塑件200上螺纹旋出后,然后通过推动件252和推板251的配合将注塑件200 从型芯镶件21上轴向推出,进而实现将注塑件200取出,其操作简单。可选的 是,推动件252包括推杆2521和注塑机连杆2522,所述注塑机连杆2522与所 述推杆2521连接,所述推杆2521与推板251连接。可选的是,推动件252的 顶出行程为150mm。
综上所述,本实施例提供了一种模具100,包括模具主体10和抽芯组件20。 其中,抽芯组件20,包括:型芯镶件21,所述型芯镶件21的端部设有骨位镶 部211,用于注塑件200顶部的骨位201成型;呈中空的螺杆22,所述螺杆22 的外部设有第一螺纹部221,用于所述注塑件200内部的螺纹202成型,所述 螺杆22套设于所述型芯镶件21的外围并可与所述型芯镶件21产生相对运行。 本实施例提供的抽芯组件20以及模具,采用型芯镶件21和螺杆22的配合,由 于螺杆22在转动的过程中,型芯镶件21是静止的,不会转动,也即用于注塑 件200的骨位201成型的骨位镶部211不会产生转动,从而避免了转动螺杆22 与骨位201产生干涉的问题,同时本实施例采用型芯镶件21和螺杆22的配合 还减少了螺杆22与注塑件200的螺纹连接接触面积,避免了注塑件200收缩包 紧力度大导致的旋转抽芯困难的问题,且本实施例提供的抽芯组件20以及模具 其结构简单,操作方便,提高了抽芯效率,并确保了产品质量。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发 明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明 的保护范围之内。
- 用于成型筒状部件的模具、抽芯方法和用于成型筒状外壳的模具组件
- 一种模具抽芯冷却装置及模具抽芯机构