一种间隙涂布模组
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及电池正负极凹版底涂设备技术领域,特别是涉及一种间隙涂布模组。
背景技术
凹版涂布主要用于将凹版辊凹坑中特定功能的涂料等涂布到基材上,实现基材表面的涂布印刷。然而,现在客户端需要在一台涂布机上实现多种规格的斑马涂布,为了实现多种规格的斑马涂布,通常需要更换不同的凹版辊,品种越多,凹版辊数量越多,更换次数越频繁,此种方法成本高,效率低,与智能化工厂发展相违背
发明内容
为了克服现有技术的不足,本发明提供一种间隙涂布模组,在仅使用一种规格的凹版辊情况下,通过其他模块实现多种规格间歇涂布,降低设备凹版辊投入成本和更换次数,智能化实现一键切换产品规格。
为解决上述技术问题,本发明提供如下技术方案:一种间隙涂布模组,包括机架,其特征在于:所述机架上设置有压印辊机构、凹版辊机构和涂料盒机构;所述机架包括底架,所述底架的两侧固定设有两块对称的墙板,两块墙板之间设有纵向分布的横撑;所述两块墙板之间设有压印辊机构,所述压印辊机构包括设置在两块墙板之间的压印胶辊,所述压印胶辊的一端设有固定在墙板上的压印伺服电机,所述压印伺服电机的传动轴通过压印联轴器和压印胶辊的一端固定连接;所述凹版辊机构包括架设在两块墙板之间的凹版辊,凹版辊的一端设有凹版伺服电机,所述凹版辊的后方设置有刮刀机构,所述刮刀机构一侧设置有刮刀横移驱动,所述墙板的顶部设有版辊往复驱动,所述涂料盒机构设置在凹版辊正下方。
作为本发明的一种优选技术方案,所述底架由方通焊接组成,所述墙板为精加工件,所述横撑为精加工件。
作为本发明的一种优选技术方案,所述压印辊机构具体包含压印胶辊、压印轴承和压印伺服驱动,所述压印胶辊表面包胶,胶为三元乙丙橡胶,硬度为邵氏硬度60以上,所述压印轴承为深沟轴承。
作为本发明的一种优选技术方案,所述凹版辊机构具体包含凹版辊、凹版轴承、凹版伺服驱动、刮刀机构、刮刀横移驱动和版辊往复驱动,所述凹版轴承为深沟轴承,数量为奇数,凹版辊的驱动端设置两个凹版轴承且固定,凹版辊的非驱动端设置一个凹版轴承且游动,所述凹版伺服驱动包括凹版伺服电机和精密行星减速机,凹版伺服驱动输出端通过凹版轴承连接到凹版辊的驱动端。
作为本发明的一种优选技术方案,所述刮刀机构包括刮刀翻转电机、刮刀压板组,所述刮刀翻转由气缸驱动,正常运行时刮刀压向凹版辊,换刮刀时脱离凹版辊,所述刮刀压板组由上下两块航空铝板组成,运行时上下两块航空铝板压夹刮刀片,保持刮刀不变形不移位。
作为本发明的一种优选技术方案,所述刮刀横移驱动包括横移伺服驱动、横移平台,所述横移伺服驱动包括横移伺服电机和凸轮组,横移伺服驱动通过连接板连接到横移平台,所述横移平台由横移板设置在四组导轨上。
作为本发明的一种优选技术方案,所述版辊往复驱动包括往复横移板、导轨和直线电机,所述往复横移板设置在两组导轨上,所述直线电机设置在横移板下方。
作为本发明的一种优选技术方案,所述凹版辊设置在往复横移板上,所述刮刀机构、刮刀横移驱动设置在往复横移板上。
作为本发明的一种优选技术方案,根据权利要求所述一种间隙涂布模组,其特征在于:所述涂料盒机构凹版涂料盘包括浆料盘、搅拌气缸和浆料盘升降螺杆组。
与现有技术相比,本发明能达到的有益效果是:
通过凹版辊运动时一直吸附涂布料至凹版辊凹坑,通过凹版辊往复运动,将凹版辊与压印胶辊做有规律的离合相对运动达到间歇或连续涂布,控制凹版辊与压印胶辊离合时间来控制涂布长度、间隙大小,实现了一键换型,节省了版辊的规格数量和换辊换型时间。
附图说明
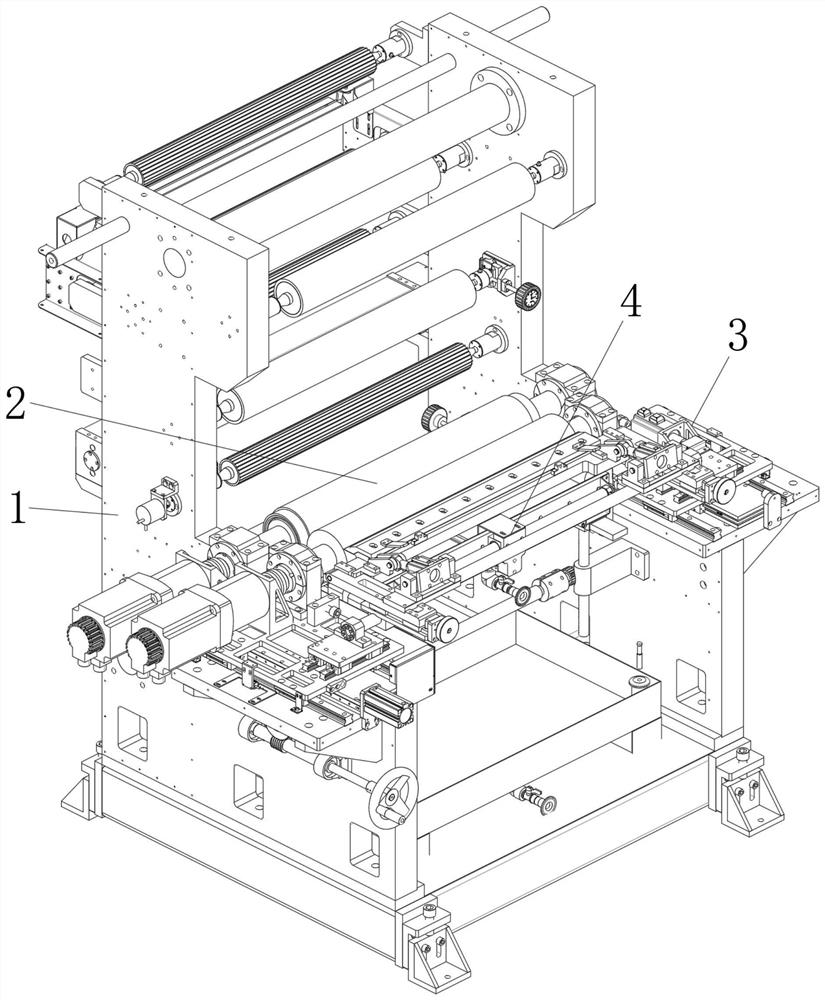
图1为间隙涂布模组的结构示意图;
图2为间隙涂布模组中机架的结构示意图;
图3为间隙涂布模组中压印辊机构的结构示意图;
图4为间隙涂布模组中凹版辊机构的结构示意图。
其中:1、机架;2、压印辊机构;3、凹版辊机构;4、涂料盒机构;101、底架;102、墙板;103、横撑;201、压印胶辊;202、压印轴承;203、压印联轴器;204、减速机;205、压印伺服电机;301、凹版辊;302、凹版轴承;303、凹版伺服驱动;304、刮刀机构;305、刮刀横移驱动;306、版辊往复驱动;401、浆料盘;402、搅拌气缸;403、料盘升降。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本发明,但下述实施例仅仅为本发明的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本发明的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
实施例:
一种规格凹版辊实现多种间歇涂布的模组,包括机架1、机架1上设置有压印辊机构2、凹版辊机构3和涂料盒机构4;
机架1包括底架101,底架101的两侧固定设有两块对称的墙板102,两块墙板102之间设有两根纵向分布的横撑103;两块墙板102之间设有压印辊机构2,压印辊机构2有两组,压印辊机构2包括压印胶辊201,压印胶辊201设置在两块墙板102之间,压印胶辊201的两端设有固定在墙板102上的压印轴承202,压印胶辊201的两端转动安装在压印轴承202上,压印胶辊201的一端设置有压印伺服电机205,压印伺服电机205的传动轴通过压印联轴器203和压印胶辊201的一端固定连接,压印伺服电机205的输出端和压印胶辊201之间设有用于传动的减速器204,凹版辊机构3包括凹版辊301,凹版辊301架设在两块墙板102之间,凹版辊301的两端设置有固定在墙板102上的凹版轴承302,凹版辊301转动安装在凹版轴承302上,凹版辊301的一端设有驱动凹版辊301的凹版伺服驱动303,凹版辊301的后方设置有刮刀机构304,刮刀机构304一侧设置有刮刀横移驱动305,墙板102的顶部设有版辊往复驱动306,版辊往复驱动306的输出端连接有凹版辊301和刮刀机构304,涂料盒机构4设置在凹版辊301正下方。
进一步的,机架1具体包含底架101、墙板102和横撑103,底架101由方通焊接组成,作为整个模组的安装基准,墙板102为精加工件,设置在底架101上,为模组的安装撑板;横撑103为精加工件,设置在墙板102之间,为墙板102间距保证件;
进一步的,压印辊机构2具体包含压印胶辊201、压印轴承202和压印伺服电机205,压印胶辊201表面包胶,胶为三元乙丙橡胶,硬度为邵氏硬度60以上,压印轴承202为深沟轴承;
进一步的,凹版辊机构3具体包含凹版辊301、凹版轴承302、凹版伺服驱动303、刮刀机构304、刮刀横移驱动305和版辊往复驱动306,凹版辊301为带轴式全区域雕刻,凹版轴承302为深沟轴承,数量为奇数,凹版辊301的驱动端设置两个凹版轴承302且固定,凹版辊301的非驱动端设置一个凹版轴承302且游动,凹版伺服驱动303包括凹版伺服电机和精密行星减速机,凹版伺服驱动303输出端通过凹版轴承302连接到凹版辊301的驱动端;
刮刀机构304包括刮刀翻转电机、刮刀压板组,刮刀翻转由气缸驱动,正常运行时刮刀压向凹版辊301,换刮刀时脱离凹版辊301;刮刀压板组由上下两块航空铝板组成,运行时上下两块航空铝板压夹刮刀片,保持刮刀不变形不移位;
刮刀横移驱动305包括横移伺服驱动、横移平台,横移伺服驱动包括横移伺服电机和凸轮组,横移伺服驱动通过连接板连接到横移平台;横移平台由横移板设置在四组导轨上;
版辊往复驱动306包括往复横移板、导轨和直线电机,往复横移板设置在两组导轨上,直线电机设置在横移板下方;凹版辊301设置在往复横移板上,刮刀机构304、刮刀横移驱动305设置在往复横移板上;
凹版辊301通过凹版伺服驱动303控制驱动,浆料盘401吸附在凹版辊301表面,凹版辊301经过刮刀机构304,表面多余的浆料被刮除,版辊往复驱动306带着附有浆料的凹版辊301前后往复运动,凹版辊301与压印胶辊201有规律的离合,转而将浆料转移到基材,通过控制离合时间实现间歇涂布长度。
进一步的,涂料盒机构4凹版涂料盘包括浆料盘401、搅拌气缸402和浆料盘升降螺杆组403,浆料盘升降螺杆组403通过手动调节,使浆料盘401靠近或远离凹版辊301,搅拌气缸402在凹版辊301运行时,不停歇搅拌胶料,防止胶料沉降凝固。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种间隙涂布模组
- 一种锂电池涂布机上的涂布辊轴承消间隙装置