一种适用于X-Y平面运动的集成式3D打印喷头
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及一种3D打印喷头,具体涉及一种适用于X-Y平面运动的集成式3D打印喷头,它属于3D打印设备技术领域。
背景技术
3D打印机,又称增材制造设备,是快速成型设备的一种,它以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体。依据打印方式与打印材料的不同,3D打印机可分为不同的种类。其中熔融沉积(FDM)3D打印机是目前应用最广泛的一类3D打印设备,其主要成型原理为采用喷头将丝状热塑性材料加热至熔融态后按照零件每一层截面的预定轨迹在工作平台上均匀地挤出成型,由此可见,3D打印喷头是直接决定熔融沉积3D打印机工作性能的关键零部件。
现阶段熔融沉积(FDM)3D打印机的3D打印喷头包含的零部件数量多、喷头整体质量大、一般采用风冷式冷却机构,普遍存在喷头可靠性及稳定性较差、惯性质量大、冷却效果差等问题,难以达到工业级熔融沉积3D打印机需具备的可靠性高、成型速度快等技术要求。
因此,开发一种结构简单可靠、零件数量少、惯性质量小、冷却效率高的集成式3D打印喷头,以满足工业级3D打印机对于高可靠性、高速度3D打印成型技术要求,显得尤为必要。
发明内容
本发明的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理,结构简单可靠、零件数量少、惯性质量小、冷却效率高、使用维护方便的适用于X-Y平面运动的集成式3D打印喷头。
本发明解决上述问题所采用的技术方案是:该适用于X-Y平面运动的集成式3D打印喷头,包括电机、喷头支座、挤丝轮、塑料送料软管和标准气动快速接头,所述电机与喷头支座连接,挤丝轮固定在电机输出轴上并随电机轴做径向旋转运动,其特征在于:还包括复合滑块销轴、U型槽滚轮轴承、压紧基座、压紧螺钉、压紧弹簧、金属喉管和喷嘴,所述复合滑块销轴的滑块端安装在喷头支座上,U型槽滚轮轴承的轴承内圈安装在复合滑块销轴的销轴端,压紧基座固定在喷头支座,该压紧基座上开有螺纹通孔,压紧螺钉安装在该螺纹通孔内;压紧弹簧一端面与复合滑块销轴的滑块一端面紧密贴合,该压紧弹簧另一端面与压紧螺钉头部端面紧密贴合;塑料送料软管一端安装在标准气动快速接头上,该标准气动快速接头固定在喷头支座上,金属喉管、喷嘴均安装在喷头支座下部位置,该金属喉管下端面与喷嘴上端面紧密贴合。
作为优选,本发明所述喷头支座上开有安装通孔一、螺纹通孔一、通孔一、通孔二、安装孔一、安装孔二、冷却水出水孔、通孔三、螺纹孔一、T型滑槽、螺纹孔二、通孔四和安装通孔二,喷头支座上部位置分别开有两个水平方向且互相交错垂直的安装通孔一、安装通孔二;喷头支座位于电机输出轴上侧位置开有竖直方向螺纹通孔一,标准气动快速接头采用螺纹连接方式固定在该螺纹通孔一内;喷头支座下部位置位于喷嘴左右两侧分别开有水平方向安装孔一和安装孔二;电机与喷头支座采用四个螺钉分别穿过喷头支座上的通孔一、通孔二、通孔三、通孔四连接固定;喷头支座下部位置围绕金属喉管开有内部随形冷却流道且该冷却流道在喷头支座侧面分别开有冷却水进水孔及冷却水出水孔;压紧基座与螺纹孔一、螺纹孔二安装配合;复合滑块销轴设置在喷头支座的T型滑槽内。
作为优选,本发明还包括结构完全相同的电阻加热块一和电阻加热块二,该电阻加热块一固定在安装孔内,电阻加热块二固定在安装孔内。
作为优选,本发明还包括直线轴承一和直线轴承二,该直线轴承一安装在安装通孔二内,直线轴承二安装在安装通孔一内。
作为优选,本发明所述复合滑块销轴一端为矩形滑块、该复合滑块销轴另一端为圆柱形销轴,喷头支座正面位于电机输出轴左侧位置开有水平方向T型滑槽,复合滑块销轴的滑块端通过间隙配合安装在喷头支座的T型滑槽内并与其组成直线导轨运动副。
作为优选,本发明所述U型槽滚轮轴承的轴承外圈开有U型凹槽且其凹槽圆弧半径取比3D打印丝料半径大1mm-2mm;该U型槽滚轮轴承的轴承内圈通过过盈配合安装在复合滑块销轴的销轴端。
作为优选,本发明所述压紧弹簧设置在喷头支座的T型滑槽内。
作为优选,本发明所述塑料送料软管为空心长圆柱管且其中心圆孔直径比成型用3D打印丝料外径大0.5mm-1mm。
作为优选,本发明所述喷头支座上还开有螺纹通孔二,金属喉管采用螺纹连接方式固定在喷头支座下部位置竖直方向螺纹通孔二上端;喷嘴采用螺纹连接方式固定在喷头支座下部位置竖直方向螺纹通孔二下端、且金属喉管下端面与喷嘴上端面紧密贴合并保证喷嘴与金属喉管同轴安装。
作为优选,本发明所述电机采用伺服电机或者步进电机。
本发明与现有技术相比,具有以下优点和效果:1)3D打印喷头支座集X-Y平面运动支座功能、送料驱动及导向支座功能、加热熔融沉积打印支座功能三者于一体,且3D打印喷头采用循环水冷方式并在喷头支座内部设计有随形冷却流道、省去了传统风冷方式采用的冷却风扇组件,集成度高、零件数量少、可靠性好,冷却效率高,整体惯性质量小、动作响应快,尤其适用于工业级高速3D打印应用领域;2)调整压紧螺钉即可调节挤丝轮对3D打印丝料的压紧力,塑料送料软管、金属喉管、喷嘴等都是通过螺纹连接方式安装固定,当更换不同直径丝料时也可快速拆卸更换适配的塑料送料软管、金属喉管、喷嘴,使用维护方便。
附图说明
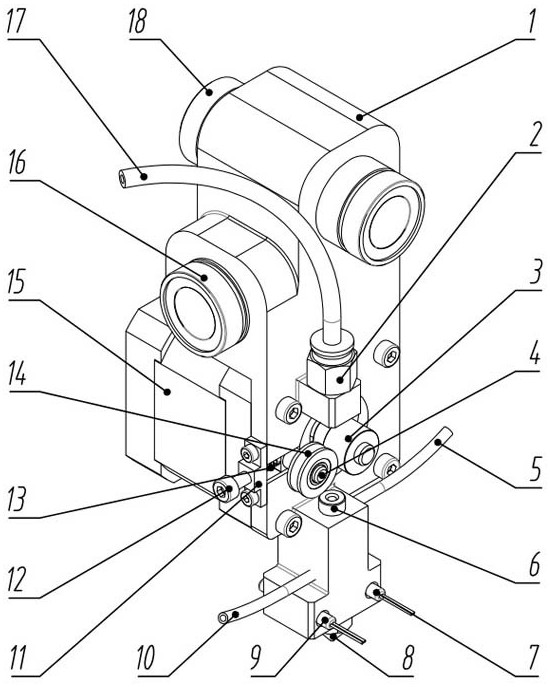
图1是本发明实施例的整体装配结构示意图。
图2为本发明实施例中喷头支座的结构示意图。
图1中:喷头支座1,标准气动快速接头2,挤丝轮3,复合滑块销轴4,塑料进水软管5,金属喉管6,电阻加热块一7,喷嘴8,电阻加热块二9,塑料出水软管10,压紧基座11,压紧螺钉12,压紧弹簧13,U型槽滚轮轴承14,电机15,直线轴承一16,塑料送料软管17,直线轴承二18;
图2中:安装通孔一1-01,螺纹通孔一1-02,通孔一1-03,螺纹通孔二1-04,通孔二1-05,安装孔一1-06,安装孔二1-07,冷却水出水孔1-08,通孔三1-09,螺纹孔一1-10, T型滑槽1-11,螺纹孔二1-12,通孔四 1-13,安装通孔二1-14。
具体实施方式
下面结合附图并通过实施例对本发明作进一步的详细说明,以下实施例是对本发明的解释而本发明并不局限于以下实施例。
参见图1至图2,本实施例适用于X-Y平面运动的集成式3D打印喷头包括喷头支座1、标准气动快速接头2、挤丝轮3、复合滑块销轴4、塑料进水软管5、金属喉管6、电阻加热块一7、喷嘴8、电阻加热块二9、塑料出水软管10、压紧基座11、压紧螺钉12、压紧弹簧13、U型槽滚轮轴承14、电机15、直线轴承一16、塑料送料软管17和直线轴承二18。
本实施例喷头支座1采用低密度高导热率铝合金材料,且喷头支座1上部位置分别开有两个水平方向且互相交错垂直的安装通孔一1-01、安装通孔二1-14,直线轴承一16安装固定在安装通孔二1-14内,直线轴承二18安装固定在安装通孔一1-01内。
本实施例电机15采用伺服电机或者步进电机,采用四4个螺钉分别穿过喷头支座1上的通孔一1-03、通孔二1-05、通孔三1-09、通孔四 1-13将电机15与喷头支座1连接固定并将使得电机15水平横向安装固定在喷头支座1中间位置背面;挤丝轮3安装固定在电机15输出轴上并只能随电机轴做径向旋转运动。
本实施例复合滑块销轴4一端为矩形滑块、另一端为圆柱形销轴,喷头支座1正面位于电机15输出轴左侧位置开有水平方向T型滑槽1-11,复合滑块销轴4的滑块端通过间隙配合安装在喷头支座1的T型滑槽1-11内并与其组成直线导轨运动副,U型槽滚轮轴承14的轴承外圈开有U型凹槽且其凹槽圆弧半径取比3D打印丝料半径大1mm-2mm,U型槽滚轮轴承14的轴承内圈通过过盈配合安装固定在复合滑块销轴4的销轴端,使得滚轮轴承14既能绕复合滑块销轴4做径向旋转运动、又能随复合滑块销轴4一起沿T型滑槽1-11做来回往复直线运动。
本实施例通过螺纹孔一1-10、螺纹孔二1-12将压紧基座11采用螺纹连接方式安装固定在喷头支座1的T型滑槽1-11一侧,且压紧基座11中间位置开有螺纹通孔,压紧螺钉12安装在该螺纹通孔内,压紧弹簧13安装在T型滑槽1-11内且压紧弹簧13一端面与复合滑块销轴4的滑块一端面紧密贴合、压紧弹簧13另一端面与压紧螺钉12头部端面紧密贴合。
本实施例喷头支座1位于电机输出轴上侧位置开有竖直方向螺纹通孔一1-02,标准气动快速接头2采用螺纹连接方式安装固定在该螺纹通孔一1-02内;塑料送料软管17为空心长圆柱管且其中心圆孔直径设计为比成型用3D打印丝料外径大0.5mm-1mm,塑料送料软管17一端安装固定在标准气动快速接头2上。
本实施例喷头支座1下部位置开有竖直方向螺纹通孔二1-04,金属喉管6为空心圆柱管,金属喉管6中心为圆形通孔且其孔径设计为比成型用3D打印丝料外径大0.5mm-1mm,金属喉管6外圆柱面加工有外螺纹,金属喉管6采用螺纹连接方式安装固定在喷头支座1下部位置竖直方向螺纹通孔二1-04上端。
本实施例喷嘴8为采用高导热率铜合金材料的空心锥形圆柱体且其上端外侧面加工有外螺纹,喷嘴8中心为圆形通孔且其孔径根据实际成型精度需要设计,喷嘴8采用螺纹连接方式安装固定在喷头支座1下部位置竖直方向螺纹通孔二1-04下端、且金属喉管6下端面与喷嘴8上端面紧密贴合并保证喷嘴8与金属喉管6同轴安装。
本实施例喷头支座1下部位置围绕金属喉管6开有内部随形冷却流道且该冷却流道在喷头支座1侧面分别开有冷却水进水孔及冷却水出水孔1-08,塑料进水软管5为空心长圆柱管且一端与冷却水进水孔连接固定,塑料出水软管10为空心长圆柱管且一端与冷却水出水孔1-08连接固定。
本实施例喷头支座1下部位置位于喷嘴8左右两侧分别开有水平方向安装孔一1-06、安装孔二1-07,电阻加热块7安装固定在安装孔一1-06内,电阻加热块9安装固定在安装孔二1-07内。
本实施例的工作原理为:在喷头平面运动功能方面,只需将3D打印机X轴、Y轴两根光轴分别插入安装固定在喷头支座1上的直线轴承一16、直线轴承二18即可在X轴、Y轴运动机构驱动下实现3D打印喷头在X-Y平面内按任意连续轨迹运动,在喷头送料驱动及导向功能方面,将塑料送料软管17的另一端与3D打印机料盘端连接,并将3D打印丝料依次穿过塑料送料软管17、挤丝轮3与U型槽滚轮轴承14之间组成的凹槽、金属喉管6直至喷嘴8。
本实施例通过调整压紧螺钉12调节U型槽滚轮轴承14对3D打印丝料的压紧力,在电机15驱动下挤丝轮3逆时针旋转以带动3D打印丝料连续不断地向喷嘴8方向输送,在喷头加热熔融沉积打印功能方面,先将塑料进水软管5与塑料出水软管10的另一端分别与3D打印机冷却水循环系统连接、并使得循环冷却水从塑料进水软管5中流入内部随形冷却流道并从塑料出水软管10中排出,在循环冷却水的冷却作用下金属喉管6内的3D打印丝料保持低温固体状态,在电阻加热块一7、电阻加热块二9的加热作用下喷嘴8内的3D打印丝料处于加热熔融状态,在固态3D打印丝料推送作用下不断将喷嘴8内加热熔融状态的3D打印丝料挤出成型。
本实施例3D打印喷头支座1集X-Y平面运动支座功能、送料驱动及导向支座功能、加热熔融沉积打印支座功能三者于一体,且3D打印喷头采用循环水冷方式并在喷头支座1内部设计有随形冷却流道、省去了传统风冷方式采用的冷却风扇组件,集成度高、零件数量少、可靠性好,冷却效率高,整体惯性质量小、动作响应快,尤其适用于工业级高速3D打印应用领域。
本实施例调整压紧螺钉12即可调节挤丝轮3对3D打印丝料的压紧力,塑料送料软管17、金属喉管6、喷嘴8等都是通过螺纹连接方式安装固定,当更换不同直径丝料时也可快速拆卸更换适配的塑料送料软管17、金属喉管6和喷嘴8,使用维护方便。
综上,本实施例具备结构简单可靠、零件数量少、惯性质量小、冷却效率高、使用维护方便等优点,非常适合于作为适用于X-Y平面运动的集成式工业级高速3D打印机3D打印喷头。
通过上述阐述,本领域的技术人员已能实施。
此外,需要说明的是,本说明书中所描述的具体实施例,其零、部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本实用新型结构所作的举例说明。凡依据本实用新型专利构思所述的构造、特征及原理所做的等效变化或者简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
- 一种适用于X-Y平面运动的集成式3D打印喷头
- 适用于X-Y平面运动的集成式3D打印喷头