单面镀锡光伏黑色汇流条及其制作方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及光伏汇流条技术领域,具体涉及一种单面镀锡光伏黑色汇流条及其制作方法。
背景技术
汇流条又称焊带,汇流条是光伏组件中电流收集的关键,对光伏组件的功率影响很大,目前所采用的用于连接太阳能电池片的汇流条为锡的本色,即银白色。这样太阳光照射在组件上,光源会反射到飞行员的眼睛上,造成短暂的眩光,所以客户有需求提出制作黑色汇流条的光伏组件。
传统的黑色汇流条是通过在传统双面镀锡汇流条的非焊接面喷涂黑色油漆的工艺生产出来的,即汇流条的双面均有锡层,在非焊接面的锡层的表面喷涂黑色油漆形成黑色油漆层。但是这种工艺形成的黑色汇流条,在与电池组引线焊接的过程中,黑色油漆层下方的锡层遇焊接高温后容易产生流动,造成上面的黑色油漆层的黑色油漆移位进而形成褶皱或者掉漆。
发明内容
本发明要解决的技术问题是:克服现有技术的不足,提供一种单面镀锡光伏黑色汇流条及其制作方法,解决以往汇流条在焊接后造成黑色油漆移位进而形成褶皱或者掉漆的问题。
本发明解决其技术问题所采用的技术方案是:
一方面,一种单面镀锡光伏黑色汇流条,包括
铜带基材;
所述铜带基材的外表面涂有可阻热的油层,所述油层外喷涂有黑色油漆层;
所述铜带基材的内表面镀有作为焊接层的锡层。
进一步地,所述油层的厚度为15±5um,所述黑色油漆层的厚度为15±5um,所述锡层的厚度为25±5um。
另一方面,一种所述的单面镀锡光伏黑色汇流条的制作方法,包括以下步骤:
步骤S01,制作带油层的铜带:在铜带基材的外表面喷涂阻热油以得到油层;
步骤S02,制作单面镀锡汇流条:将带油层的铜带送入镀锡设备,使得铜带基材的内表面进行镀锡以形成锡层,所述油层上无锡料附着;
步骤S03,制作黑色汇流条:在单面镀锡汇流条的油层上喷涂黑色油漆以得到黑色油漆层。
进一步地,所述镀锡设备包括
锡槽,所述锡槽内装有锡液;
引导轮,用于将单面镀锡汇流条在竖直方向引导出锡槽;
左风刀,置于锡槽上方,用于对锡槽外的单面镀锡汇流条的外表面的油层进行吹风;
所述左风刀的出风口的出风气压为0.006~0.11Mpa;
右风刀,置于锡槽上方,用于对锡槽外的单面镀锡汇流条的内表面的锡层进行吹风;
所述右风刀的出风口的出风气压为0.155~0.235Mpa。
进一步地,所述左风刀和右风刀均包括吹风机构,所述吹风机构包括通风管、风管座、进风管、连接杆、滑块、滑杆;
所述通风管的头部连通出风部,所述通风管的尾部连通进风管,所述通风管的中部穿过风管座,所述风管座顶部具有连接部,所述连接杆的一端与连接部可旋转并锁定连接,所述连接杆的另一端与滑块固定,所述滑块穿在滑杆上,所述滑块可在滑杆上滑动并锁定。
所述出风部的上表面与下表面均为斜面,所述出风部具有出风口;所述左风刀的出风部的上表面与所述右风刀的出风部的上表面形成钝角。
进一步地,所述滑杆两端分别与滑杆支座连接,所述滑杆支座与升降支座连接,所述升降支座可在竖直设置的固定杆上移动并锁定。
进一步地,所述风管座设有用于通风管穿过的穿管孔,所述穿管孔内安装有环形的紧固环,所述紧固环的外表面与所述穿管孔的孔壁面固定连接,所述紧固环的内表面设有两个上、下对应的缓冲组件。
进一步地,所述缓冲组件包括抵块、伸缩弹簧和导向部件,所述伸缩弹簧的一端与紧固环的内表面连接,所述伸缩弹簧的另一端与抵块连接;所述抵块的表面为弧形结构;所述导向部件包括限位柱和稳固柱,所述抵块上固定稳固柱,所述紧固环上固定限位柱,所述限位柱在稳固柱内活动。
本发明的有益效果是:
本发明的单面镀锡光伏黑色汇流条,黑色油漆层与铜带基材之间不再有锡层,而是有可以阻挡焊接时热量传至黑色油漆层的油层,油层在焊接时不容易产生流动,因此使得黑色油漆层在光伏组件焊接高温作用下,也能保持稳定,黑色油漆层无移位,因而减少褶皱和掉漆,很好的解决了黑色油漆移位进而形成褶皱或者掉漆的问题。
附图说明
下面结合附图对本发明进一步说明。
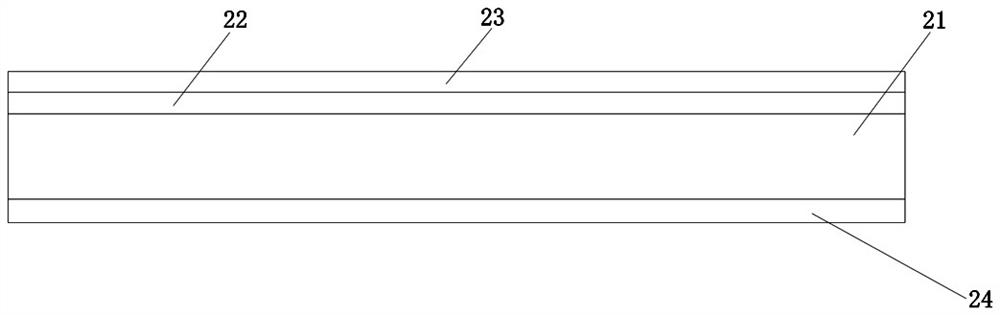
图1是本发明中单面镀锡光伏黑色汇流条的结构示意图;
图2是左风刀与右风刀的安装示意图;
图3是风管座的截面示意图;
图4是图3中A处放大图;
其中,21、铜带基材,22、油层,23、黑色油漆层,24、锡层;
71、通风管,72、出风部,73、进风管;
50、滑杆,51、滑块,52、连接杆,53、风管座,54、连接部;
61、滑杆支座;
10、抵块,11、伸缩弹簧,12、紧固环,13、限位柱,15、稳固柱。
具体实施方式
现在结合附图对本发明作进一步的说明。这些附图均为简化的示意图仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
如图1所示,一方面,一种单面镀锡光伏黑色汇流条,包括
铜带基材21;
所述铜带基材21的外表面涂有可阻热的油层22,所述油层22外喷涂有黑色油漆层23;
所述铜带基材21的内表面镀有作为焊接层的锡层24。
进一步地,所述油层22的厚度为15±5um,所述黑色油漆层23的厚度为15±5um,所述锡层24的厚度为25±5um。
另一方面,一种所述的单面镀锡光伏黑色汇流条的制作方法,包括以下步骤:
步骤S01,制作带油层22的铜带:在铜带基材21的外表面喷涂阻热油以得到油层22;
步骤S02,制作单面镀锡汇流条:将带油层22的铜带送入镀锡设备,使得铜带基材21的内表面进行镀锡以形成锡层24,所述油层22上无锡料附着;
步骤S03,制作黑色汇流条:在单面镀锡汇流条的油层22上喷涂黑色油漆以得到黑色油漆层23。
步骤S01中喷涂的阻热油为从上海涵泳化工有限公司处购买的型号为A920-C的一种耐高温涂料,能长期承受380摄氏度以上温度,具有耐高温、隔热保温、防腐防氧化、绝缘耐磨等功能。喷涂的阻热油涂料具有良好的附着性,能稳定的附着在铜带基材的表面,且具有长期稳定性和长寿命,成本低廉。经镀锡设备后,油层一面无分层、裂缝、分离、无气泡、粉化、裂纹、脱落现象,油层表面无锡料附着,具有良好的绝缘性能;油层为超薄涂层,能很好的控制黑色汇流条整体厚度,满足超薄汇流条需求;该油层具有良好的层间附着性,能使黑色油漆稳定附着在其表面。阻热油的热障率>90%,高效隔热,屏蔽阻热,阻止热能辐射。
本发明的单面镀锡光伏黑色汇流条,黑色油漆层与铜带基材之间不再有锡层,而是有可以阻挡焊接时热量传至黑色油漆层的油层,油层在焊接时不容易产生流动,因此使得黑色油漆层在光伏组件焊接高温作用下,也能保持稳定,黑色油漆层无移位,因而减少褶皱和掉漆,很好的解决了黑色油漆移位进而形成褶皱或者掉漆的问题。带有黑色油漆层的汇流条被焊接至光伏组件时,黑色油漆层朝上,可有效防止眩光。
步骤S01中阻热油的喷涂工艺参数见表1。
步骤S03制作完成后的黑色汇流条取样进行若干次焊接测试,焊接温度260℃±5℃,焊接时间10s,黑色油漆层均无移位,无褶皱和掉漆。步骤S03制作完成后的黑色汇流条取样进行力学性能测试,测试数据见表2,力学性能测试均达到技术参数的要求,证明本发明的黑色汇流条产品的稳定性。
表2。
由于本发明的单面镀锡汇流条中一面镀锡,一面无锡料附着,传统风刀的左风刀的出风口出风气压与右风刀的出风口出风气压相等,传统汇流条的左风刀的出风部的上表面与右风刀的出风部的上表面形成锐角,若传统风刀应用于该单面镀锡汇流条中,容易造成锡料四周飞溅,最终阻塞出风口,因此需要改进镀锡设备中的风刀结构。
如图2所示,进一步地,本发明的镀锡设备包括
锡槽,所述锡槽内装有锡液;
引导轮,用于将单面镀锡汇流条在竖直方向引导出锡槽;
左风刀,置于锡槽上方,用于对锡槽外的单面镀锡汇流条的外表面的油层22进行吹风;
所述左风刀的出风口的出风气压为0.006~0.11Mpa;
右风刀,置于锡槽上方,用于对锡槽外的单面镀锡汇流条的内表面的锡层24进行吹风;
所述右风刀的出风口的出风气压为0.155~0.235Mpa。
所述左风刀的出风口的出风气压较低于所述右风刀的出风口的出风气压。所述左风刀的出风口的出风可以有效的将油层表面的少量锡料吹落,使得油层表面无锡料附着,且无锡料飞溅,所述右风刀的出风口的出风可以有效的使得锡层的厚度均匀,锡层厚度达到所需的技术要求,且无锡料飞溅。
进一步地,所述左风刀和右风刀均包括吹风机构,所述吹风机构包括通风管71、风管座53、进风管73、连接杆52、滑块51、滑杆50;
所述通风管71的头部连通出风部72,所述通风管71的尾部连通进风管73,所述通风管71的中部穿过风管座53,所述风管座53顶部具有连接部54,所述连接杆52的一端与连接部54可旋转并锁定连接,例如,所述连接部54开设横向孔与纵向螺纹孔,所述连接杆52的一端穿过连接部54的横向孔,调整好连接部的角度时,需旋紧时紧固件从连接部54的纵向螺纹孔穿入使得连接杆52与连接部54锁定。
所述连接杆52的另一端与滑块51固定,所述滑块51穿在滑杆50上,所述滑块51可在滑杆50上滑动并锁定。所述出风部72的上表面与下表面均为斜面,所述出风部72具有出风口;所述左风刀的出风部72的上表面与所述右风刀的出风部72的上表面形成钝角,例如,所述左风刀的出风部72的上表面与所述右风刀的出风部72的上表面形成110°~130°角,使得出风更多的朝向汇流条,较少的朝向锡槽中的锡液,减少锡液飞溅引起的出风口阻塞问题。
紧固件旋松,可以调节通风管71的倾斜角度,当通风管71达到所需的倾斜角度时即将紧固件旋紧。调节滑块在滑杆上的位置,可以调节出风口与汇流条之间的距离,使得出风口与汇流条达到所需的距离要求,例如,左风刀的出风口与汇流条的油层之间的距离为3~5mm,使得油层中附着的少量锡料能有效的被吹落至锡槽中;右风刀的出风口与汇流条的锡层之间的距离较远于左风刀的出风口与汇流条的油层之间的距离,右风刀的出风口与汇流条的锡层之间的距离为6~8mm,使得锡层的厚度达到所需的要求,且厚度均匀。
进一步地,所述滑杆50两端分别与滑杆支座61连接,所述滑杆支座61与升降支座连接,所述升降支座可在竖直设置的固定杆上移动并锁定。调节升降支座在固定杆上的位置,可以使得出风口与锡槽的锡液之间的距离达到所需的距离要求,例如,左风刀的出风口与锡槽的锡液表面之间的距离为25~35mm,较高于传统风刀设置的距离,可减少对锡槽中锡液的影响,有效防止锡槽中锡液再次飞溅至汇流条上;右风刀的出风口与锡槽的锡液表面之间的距离为25~35mm,较高于传统风刀设置的距离,可减少对锡槽中锡液的影响,有效防止锡槽中锡液再次飞溅至汇流条上。
如图3、图4所示,进一步地,所述风管座53设有用于通风管71穿过的穿管孔,所述穿管孔内安装有环形的紧固环12,所述紧固环12的外表面与所述穿管孔的孔壁面固定连接,所述紧固环12的内表面设有两个上、下对应的缓冲组件。
进一步地,所述缓冲组件包括抵块10、伸缩弹簧11和导向部件,所述伸缩弹簧11的一端与紧固环12的内表面连接,所述伸缩弹簧11的另一端与抵块10连接;所述抵块10的表面为弧形结构;所述导向部件包括限位柱13和稳固柱15,所述抵块10上固定稳固柱15,所述紧固环12上固定限位柱13,所述限位柱13在稳固柱15内活动。
传统的风管座未设置缓冲组件,因进风管通常为软管,在工作时通风管71易造成晃动使得吹风不稳定。本发明通过设置缓冲组件,可以使得通风管71工作时在风管座内更加稳定,进而使得出风更加稳定。
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
- 单面镀锡光伏黑色汇流条及其制作方法
- 一种黑色汇流条及其制作方法、全黑光伏组件