一种伺服贴标机贴标压力的控制方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明属于伺服电机控制的技术领域,具体涉及一种伺服贴标机贴标压力的控制方法。
背景技术
目前的贴标机在加工过程中不做贴标压力控制,在实际加工中,伺服驱动器控制贴装头贴装的行程是固定的,但是由于贴装头贴标过程中加速度大,速度快,因此很容易出现过冲的现象,从而导致整个贴装行程超过了预设的固定行程,使贴装头对加工件形成了很大的冲击力,进而导致加工件出现损坏的现象。
发明内容
本发明的目的在于提供一种伺服贴标机贴标压力的控制方法,实现对驱动贴装头的伺服电机进行转矩控制,保证贴装头的进给效率,通过控制伺服电机的转矩,保证贴装头有足够的贴装压力,同时避免贴装头的贴装压力过大导致工件损坏。
本发明通过下述技术方案实现:
一种伺服贴标机贴标压力的控制方法,包括以下步骤:
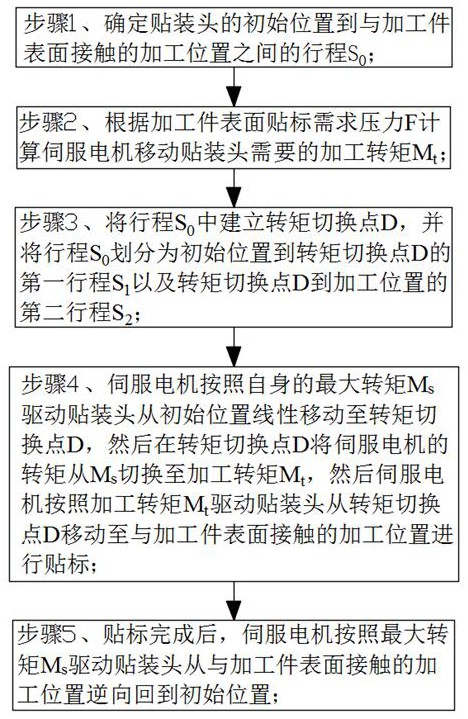
步骤1、通过伺服电机采用点动方式将贴标机的贴装头从初始位置移动至接触加工件表面的加工位置,记录伺服电机在起始位置和加工位置之间的行程S
步骤2、根据加工件表面贴标需求压力F计算伺服电机移动贴装头需要的加工转矩M
步骤3、将行程S
步骤4、伺服电机按照自身的最大转矩M
步骤5、贴标完成后,伺服电机按照最大转矩M
将S
需要说明的是,伺服电机的输出端与丝杆连接,贴装头通过丝杆螺母套设在丝杆上,通过伺服电机带动丝杆转动,进而驱动丝杆螺母带动贴装头进行线性移动。
为了更好的实现本发明,进一步地,所述步骤3中,S
为了更好的实现本发明,进一步地,所述步骤3中,VT≤S
为了更好的实现本发明,进一步地,所述步骤3中,所述转矩切换点D靠近加工件表面设置。
为了更好的实现本发明,进一步地,所述步骤2中,计算加工转矩Mt的公式为:
M
其中:F为加工件表面贴标需求压力;L为驱动贴装头线性移动的丝杆的导程。
为了更好的实现本发明,进一步地,根据加工件表面贴标最小需求压力F
本发明与现有技术相比,具有以下优点及有益效果:
本发明通过将贴装头的进给行程分割为行程S1与行程S2,在行程S1使得伺服电机保持最大转矩带动贴装头快速进给至转矩切换点,然后在转矩切换点将伺服电机的转矩切换至通过加工件表面贴标需求压力计算得到的工作转矩,然后使得伺服电机按照工作转矩带动贴装头从转矩切换点移动至与工件表面接触的位置,进而在保持工作转矩的前提下对工件表面进行贴标,能够保证贴标稳固,同时避免贴标过冲导致工件损坏。
附图说明
图1为本发明的步骤流程示意图;
图2为贴标头的进给示意图。
具体实施方式
实施例1:
本实施例的一种伺服贴标机贴标压力的控制方法,如图1和图2所示,包括以下步骤:
步骤1、通过伺服电机采用点动方式将贴标机的贴装头从初始位置移动至接触加工件表面的加工位置,记录伺服电机在起始位置和加工位置之间的行程S
步骤2、根据加工件表面贴标需求压力F计算伺服电机移动贴装头需要的加工转矩M
步骤3、将行程S
步骤4、伺服电机按照自身的最大转矩M
步骤5、贴标完成后,伺服电机按照最大转矩M
贴装头在初始位置吸取标签,然后伺服电机按照最大转矩M
实施例2:
本实施例在实施例1的基础上做进一步优化,所述步骤3中,S
通过伺服电机带动丝杆转动,进而通过低杆驱动贴装头进行线性移动。通过伺服电机内部自带的伺服电机编码器采集伺服电机的脉冲信号,并将脉冲信号反馈至外部电机控制系统。但是伺服电机编码器反馈信号至外部电机控制系统存在最小反馈时间T,因此丝杆存在最小进给盲区行程S
在最小进给盲区行程S
由于工作转矩M
本实施例的其他部分与实施例1相同,故不再赘述。
实施例3:
本实施例在上述实施例1或2的基础上做进一步优化,所述步骤3中,所述转矩切换点D靠近加工件表面设置,即尽可能使得S
本实施例的其他部分与上述实施例1或2相同,故不再赘述。
实施例4:
本实施例在上述实施例1-3任一项的基础上做进一步优化,所述步骤2中,计算加工转矩M
M
其中:F为加工件表面贴标需求压力;L为驱动贴装头线性移动的丝杆的导程。
本实施例的其他部分与上述实施例1-3相同,故不再赘述。
实施例5:
本实施例在上述实施例1-4任一项的基础上做进一步优化,所述步骤2中,根据加工件表面贴标最小需求压力F
上述最小加工转矩M
M
上述最大加工转矩M
M
本实施例的其他部分与上述实施例1-4相同,故不再赘述。
以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本发明的保护范围之内。
- 一种伺服贴标机贴标压力的控制方法
- 一种采用伺服定位底托的全自动旋转式贴标机