一种提高6063铝合金阳极氧化效果的加工工艺
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及铝合金制造技术领域,尤其涉及一种提高6063铝合金阳极氧化效果的加工工艺。
背景技术
6063铝合金由于具有较高的阳极氧化效果以及中等强度,因而被广泛的应用于平板、笔记本电脑等消费性电子产品的外观件中。一般而言,6063铝合金背板的阳极缺陷包括了“黑线”、“花斑”以及“料纹”。“黑线”与熔铸过程中的熔体净化以及过滤有关系;“花斑”则与挤压态的晶粒大小有关系,一般而言控制挤压工艺,使得最大晶粒不超过300微米,且晶粒尺寸均匀则可避免该缺陷。而“料纹”缺陷则与组织中第二相的数量及分布有关,第二相越多、越沿挤压方向线性分布,则“料纹”越明显。目前控制“料纹”缺陷的常规方法是减少材料中的Fe含量,以减少金属间化合物的含量。但减少Fe含量,会增加材料成本,尤其是当Fe含量低于0.10wt%以下时,难以被工业化应用和终端接受。因此有必要提供一种区别于调整Fe含量的技术,用以满足市场的需要。
发明内容
本发明的目的是针对现有技术中的不足,提供一种提高6063铝合金阳极氧化效果的加工工艺,以满足市场的需求。
本发明的目的通过以下技术方案实现:
一种提高6063铝合金阳极氧化效果的加工工艺,包括铸锭进行均质退火,均质后材料进行挤压,挤压材进行时效处理;
当所述6063铝合金包括如下质量百分含量的成分:Mg0.45wt%-0.9wt%、Si0.2-0.6wt%、Cu≤0.10wt%、Mn≤0.10wt%、Cr≤0.10wt%、Ti≤0.10wt%、Zn≤0.10wt%、Fe0.2wt%-0.45wt%,其余组分为Al和不可避免的杂质,在挤压过程中,挤压棒温为430-480℃,挤出料总长度的前15%长度的挤压速度为1-3米/分钟,剩余料的挤压速度为10-20米/分钟。
当所述6063铝合金包括如下质量百分含量的成分:Mg0.45wt%-0.9wt%、Si0.2-0.6wt%、Cu≤0.10wt%、Mn≤0.10wt%、Cr≤0.10wt%、Ti≤0.10wt%、Zn≤0.10wt%、Fe<0.2wt%,其余组分为Al和不可避免的杂质,在挤压过程中,挤压棒温为485-520℃,挤压速度为8-20米/分钟。
进一步地,所述铸锭进行均质退火为:在500-540℃保温5-30h后,再升温至550-580℃保温5-30h后冷却。
进一步地,所述挤压后进行时效处理为:在170-200℃保温1-30h。
6063中主要存在两种第二相:可溶的Mg
本发明则利用挤压工艺在组织中形成大量与含Fe相类似尺寸的Mg
当6063合金中Fe含量<0.2wt%时,含Fe化合物较少,因此需要尽可能避免Mg
本发明通过对不同Fe元素含量的挤压工艺进行调整,实现消除6063铝合金阳极料纹缺陷,避免了单纯降低Fe含量造成的材料成本增加的不足,可大幅度的降低原材料的成本及实现高效的生产。
附图说明
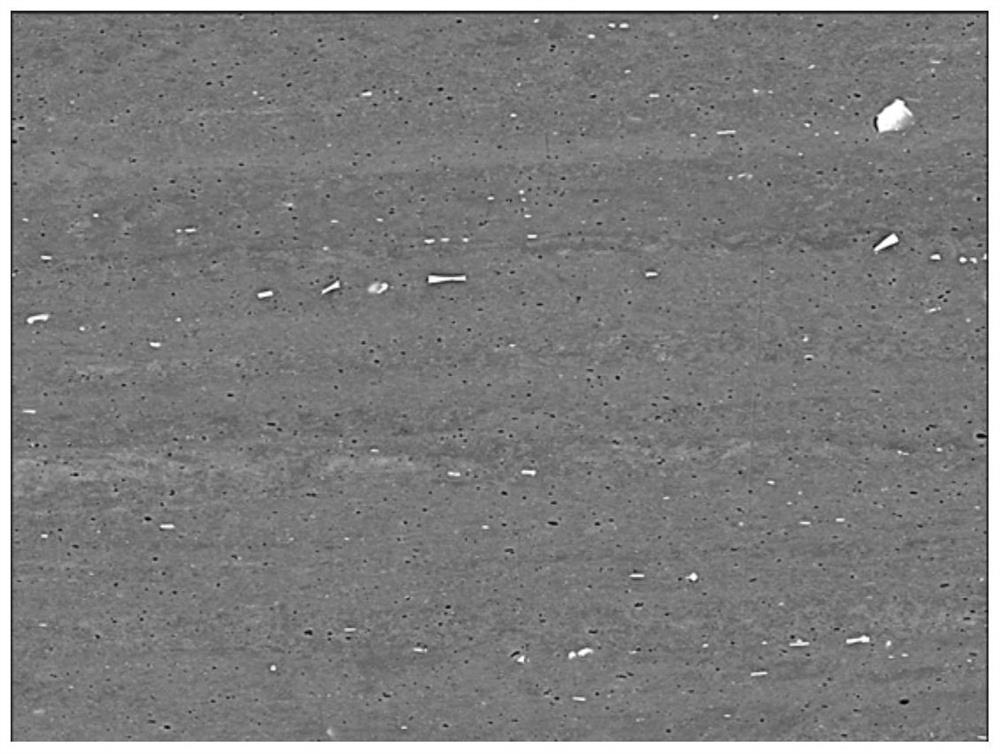
图1实施例1 500x扫描电镜图;
图2比较例2 500x扫描电镜图。
具体实施方式
为了进一步理解本发明,下面结合实施例对本发明优选实施方案进行描述,但是应当理解,这些描述只是为进一步说明本发明的特征和优点,而不是对本发明权利要求的限制。
实施例1
6063铝合金成分以质量百分比计为Mg0.6wt%、Si0.4wt%、Cu0.05wt%、Mn0.03wt%、Cr0.01wt%、Ti0.01wt%、Zn0.02wt%、Fe0.43wt%,其余组分为Al和不可避免的杂质。
按照以上6063型铝合金中各元素的质量百分比称取原料并进行熔炼和铸造,得到铸锭;
铸锭进行均质退火,铸锭在510℃保温10h后,再升温至550℃保温30h后冷却;
均质后材料进行挤压,挤压棒温为430℃,挤出料总长度的前15%长度的挤压速度为3米/分钟,剩余料的挤压速度为20米/分钟;
挤压材进行时效处理,所获得的挤压材在200℃保温1h。
实施例2
其成分与实施例1一致。
按照以上6063型铝合金中各元素的质量百分比称取原料并进行熔炼和铸造,得到铸锭;
铸锭进行均质退火,铸锭在500℃保温30h后,再升温至580℃保温5h后冷却;
挤压棒温为480℃,挤出料总长度的前15%长度的挤压速度为1米/分钟,剩余料的挤压速度为10米/分钟。
挤压材进行时效处理,所获得的挤压材在170℃保温30h。
实施例3
其成分与实施例1一致。
按照以上6063型铝合金中各元素的质量百分比称取原料并进行熔炼和铸造,得到铸锭;
铸锭进行均质退火,铸锭在540℃保温5h后,再升温至560℃保温10h后冷却;
挤压过程中,挤压棒温为453℃,挤出料总长度的前15%长度的挤压速度为2.3米/分钟,剩余料的挤压速度为16米/分钟。
挤压材进行时效处理,所获得的挤压材在180℃保温10h。
实施例4
6063铝合金成分以质量百分比计为Mg0.63wt%、Si0.41wt%、Cu0.02wt%、Mn0.01wt%、Cr0.02wt%、Ti0.02wt%、Zn0.01wt%、Fe0.2wt%,其余组分为Al和不可避免的杂质。
其加工工艺与实施例1一致。
实施例5
6063铝合金成分以质量百分比计为Mg0.59wt%、Si0.45wt%、Cu0.01wt%、Mn0.03wt%、Cr0.01wt%、Ti0.02wt%、Zn0.01wt%、Fe0.15wt%,其余组分为Al和不可避免的杂质。
挤压过程中,挤压棒温为485℃,挤压速度为20米/分钟。其它加工工艺与实施例1一致。
实施例6
与实施例5相比,其挤压过程中,挤压棒温为520℃,挤压速度为8米/分钟。
实施例7
与实施例5相比,其挤压过程中,挤压棒温为512℃,挤压速度为16米/分钟。
比较例1
与实施例1相比,其挤压过程中,挤压棒温为532℃,挤出速度为17米/分钟。
比较例2
其合金的成分与实施例5一致,其采用实施例1的加工工艺。
按照GB/T6892-2015《一般工业用铝及铝合金挤压型材》标准,检测本发明实施例和比较例制备得到的铝合金型材的力学性能,检测结果如表1所示。表1给出了实施例1-7及比较例1-2中合金的性能。
表1
如表1所示,本发明通过合理调整挤压工艺,提高了材料的阳极氧化效果,较好满足消费性电子产品外观件的使用要求。
根据上述说明书的揭示,本发明所属领域的技术人员还可以对上述实施方式进行适当的变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对本发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。
- 铝合金阳极氧化工艺、铝合金制品及铝合金阳极氧化液
- 一种铝合金阳极氧化工艺和阳极氧化铝合金