一种钢帘线收线工字轮整形模具的加工方法
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及工业生产工具加工技术领域,尤其涉及一种整形部为上半圆形的钢帘线收线工字轮整形模具的加工方法。
背景技术
钢帘线是在子午线汽车轮胎中作为橡胶骨架材料广泛使用的材料,在钢帘线生产中,作为钢丝线收线线盘的工字轮是常规使用最多的部件之一。如图1所示,工字轮10一般包括中心的轮轴11以及轮辐12,为了在生产过程中搬运流转方便,在工字轮加工过程中,轮辐外圈121通常是通过卷圆机进行卷圆成型,方便操作人员对线盘进行旋转移动。但是由于长期的使用,难免于出现磕碰,导致线盘外圈出现不同程度的形变,形变的发生直接导致线盘在高速旋转收线过程中不平衡跳动,这种跳动对于直径很细的钢丝线来讲容易造成断线,另外,工字轮高速旋转时产生跳动也会造成安全隐患,影响生产设备的正常运行。而作为钢帘线生产过程中大量使用的工字轮来讲,如果发生问题就将部件报废,显然是一种不经济的行为,为造成生产成本的上升和不必要的材料浪费。为了节约成本,需对磕碰的部位进行整形后重复使用,需要故需加工制作一套单段圆弧上半圆形模具进行整形加工。由于工字轮收线盘的外圈为圆形,为了实现良好的整形效果,必需使用整形部位半圆形(上半圆)整形模具,由于产品为单件,而且针对不同的工字轮,其外圈尺寸不同,如采用铸造加工,单套模具的开模成本较高;如车削加工,由于圆弧的内外径尺寸较大,需大型车床加工,设备的选型存在局限性;而且加工时间较长,刀具及综合成本同样很高。另外因只取整圆的单段(仅需要部分圆弧段),还需要对车好的整圆进行切割,比较浪费。另外,对于整形模具来讲,模具整形部加工的精度直接影响了整形的效果;另外,在整形时,需要使用千斤顶提供比较大的压力来进行,整形模具的强度需要得到保证,不能在压力作用下发生变形。
发明内容
本发明的目的是针对钢帘线收线工字轮收线盘外圈整形的需求,设计一种钢帘线收线工字轮整形模具的加工方法,可以对收线盘外圈变形的工字轮进行整形,保证整形模具的加工精度以及结构强度。
为实现上述目的,本发明采用了如下技术方案:
一种钢帘线收线工字轮整形模具的加工方法,其包括如下步骤:
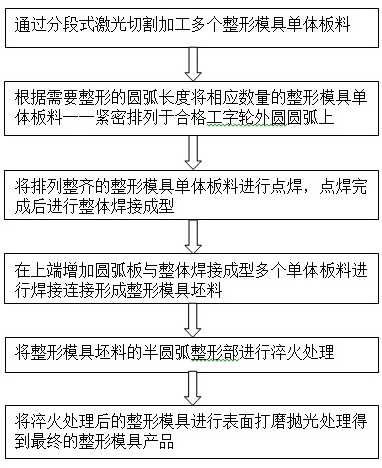
S1、将模具钢材料采用分段激光切割工艺,加工整形模具单体板料;
S2、根据外圈变形的工字轮需要整形的圆弧长度选择相应数量的步骤S1中制备的整形模具单体板料,将其一一紧密排列于合格工字轮外圆圆弧上;
S3、将排列整齐的整形模具单体板料焊接形成一个整体;
S4、在整形模具单体板料焊接形成的整体部件上部放置圆弧型的加强板然后将圆弧型的加强板与整体焊接成型多个单体板料进行焊接连接形成整形模具坯料;
S5、将焊接完成的整形模具坯料的半圆弧整形部进行淬火处理;
S6、将淬火处理后的整形模具进行表面打磨抛光处理,得到最终的整形模具产品。
优选的,在步骤S3和S4的焊接过程中,采用先点焊再整体焊接。
本发明的钢帘线收线工字轮整形模具加工工艺,采用的原材料成本以及加工成本低,加工工艺简单,无需大规格、高精度的加工设备即可进行,结构强度高,可以适应外圈整形时的大压力作业需求,外圈整形误差可以控制在1mm之内,方便实用的同时确保了加工合格率。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1所示为钢帘线收线工字轮的结构示意图;
图2所示为本发明的钢帘线收线工字轮整形模具的加工方法的工艺流程示意图;
图3所示为本发明的钢帘线收线工字轮整形模具的加工方法的加工过程示意图;
图4所示为整形模具单体板料的放大结构示意图。
10-工字轮,11-轮轴,12-轮辐,121-外圈,201-整形模具单体板料,202-整形部,203-加强板,200-整形模具。
具体实施方式
为使对本发明的目的、构造、特征、及其功能有进一步的了解,兹配合实施例详细说明如下。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
结合参照图2、图3所示的本发明的钢帘线收线工字轮整形模具的加工方法的流程示意图,所述的加工方法包括如下步骤:
S1、将模具钢材料采用激光切割工艺,加工整形模具单体板料201;本实施例中,为了简化工艺和设备需求,将整形模具所需的一定长度的圆弧段分成多个板料段,通过激光切割先将模具钢材料先切割成一段段的板材,再切割形成整形部所需的半圆弧槽202,具体如图3的(a)以及图4;
S2、根据外圈变形的工字轮需要整形的圆弧长度选择相应数量的步骤S1中制备的整形模具单体板料,将其一一紧密排列于合格工字轮外圆圆弧上,参照图3(b);利用合格工字轮外圆圆弧来定位,可以保证加工后的整形模具的整形部与代整形的外圈实现比较完美的配合,保证整形的精度;
S3、将排列整齐的整形模具单体板料焊接形成一个整体;在本实施例中,焊接时先采用点焊,点焊完成后进行整体焊接成型,如此,可以保证单体板料之间的位置不会发生移位,也可以避免单体板料之间产生内应力参照图3(b);
S4、在整形模具单体板料焊接形成的整体部件上部放置圆弧型的加强板203,参见图3中的(c);然后将圆弧型的加强板与整体焊接成型多个单体板料进行焊接连接形成整形模具坯料,参见图3中的(d);同样的,在焊接时先点焊再整体焊接;
S5、将焊接完成的整形模具坯料的半圆弧整形部进行淬火处理,淬火条件按照一般的模具钢的淬火工艺即可;
S6、将淬火处理后的整形模具进行表面打磨抛光处理,去除焊接过程造成的表面毛刺等,得到最终的整形模具产品,在打磨抛光时,特别要保证半圆形整形部的表面质量。
本发明的钢帘线收线工字轮整形模具的加工方法,根据合格的工字轮外圈圆弧为标准,采用分段式激光板料切割,加工半圆弧整形部,然后根据需要整形的工字轮外圈圆弧长度,进行板料数量的确认,再将切割好的板料一一放置于合格工字轮外圆圆弧上,摆放整齐后进行点焊,点焊完成后进行整体焊接成型,成型后在上端增加一块圆弧加强板与焊接完成的整体板料进行焊接连接,增加模具使用下压时的整体强度;同时对圆弧面进行淬火处理,确保表面硬度,而后对表面进行打磨抛光处理,模具成型。
本发明的钢帘线收线工字轮整形模具的加工方法,可以利用公司现有模具钢边角材料加工制备而成,工艺简单,无需大规格、高精度的加工设备即可进行,成本低,可以适应外圈整形时的大压力作业需求,方便可靠地对外圈变形的工字轮进行整形后再投入正常的生产流转,外圈整形误差可以控制在1mm之内,方便实用的同时确保了加工合格率,可以保证钢帘线生产流转正常使用,避免了工字轮的大量报废,降低生产投入成本。
本发明已由上述相关实施例加以描述,然而上述实施例仅为实施本发明的范例。必需指出的是,已揭露的实施例并未限制本发明的范围。相反地,在不脱离本发明的精神和范围内所作的更动与润饰,均属本发明的专利保护范围。
- 一种钢帘线工字轮收线压盖
- 一种钢帘线工字轮收线压盖