一种哑光油漆的涂布方法
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及油漆涂装技术领域,更具体地,涉及一种哑光油漆的涂布方法。
背景技术
木质地板表面往往需要涂布油漆以达到保护和美观的效果。漆膜是具有光度的树脂薄膜,在阳光照射下会发生反光。一些光度较高的漆膜在强日光的照射下,即使在室内,也会影响较为刺眼的反光,增加了光污染,影响生活质量。
以紫外光为固化条件的油漆涂布技术是现有技术中木质地板油漆涂布的常被应用的方式,其具有流水线作用、生产效率高、成膜效果稳定等优点。一般的,紫外光固化灯在自然条件下实施固化工作,即暴露在空气中,同时选择波段较长的紫外光(一般为400~600nm)以消弭空气中的氧气对紫外光照射强度、照射距离的影响。现有技术的紫外光固化工艺通过调整油漆配方、选择相对较低的紫外光波段,从而能够制备光度为15°左右的哑光漆膜。
为了进一步降低漆膜的光度,现有技术还有利用准分子光源配合哑光油漆制备光度为10°左右的哑光漆膜。但漆膜固化时成膜效果难于控制,常出现漆膜褶皱的质量问题。并且,在实际使用中,10°左右的光度仍能够形成一定的反光。为此,现有技术中缺少一种能够制备光度更低的油漆涂层的涂布方法。
发明内容
本申请提供一种哑光油漆的涂布方法。
在本申请的一个方面,提供了一种哑光油漆的涂布方法,通过油漆涂布的步骤以将油漆涂布于板材的表面形成流平涂层,之后,先通过预固化的步骤以使所述流平涂层预固化形成预固化漆膜,再通过固化的步骤以将所述预固化漆膜固化形成哑光漆膜;其中,
所述预固化的步骤是在单一气体成分保护下进行的,使用的UV光的波段为150~200nm;
所述固化的步骤是在空气环境下进行的,使用的UV光的波段为400~600nm。
作为优选,所述单一气体成分为惰性气体。
作为优选,所述单一气体成分为氮气。
作为优选,所述单一气体成分的氮气纯度为99.5~99.9%,充气压力≥1.5MPa。
作为优选,所述油漆涂布的步骤中,油漆涂布量为20~50g/㎡。
作为优选,在所述油漆涂布的步骤之前,通过整平处理的步骤以提高板材表面的平整度。
作为优选,所述整平处理的步骤是对所述板材的表面依序进行润湿处理、干燥处理和砂光处理。
作为优选,所述润湿处理是在所述表面涂布去离子水;所述干燥处理使用热源加热所述表面从而实现干燥,且所述热源与所述表面具有5~10mm的间距。
作为优选,所述预固化的步骤是在负压环境下进行,使所述流平涂层处于扩张状态下被预固化,并形成处于扩张状态的所述预固化漆膜。
作为优选,在所述预固化的步骤与所述固化的步骤之间,通过常压缓冲的步骤使所述预固化漆膜恢复形态。
综上所述,与现有技术相比,本发明的有益效果是:
1、本申请的一种哑光油漆的涂布方法能够涂布并固化形成光度低至2~4°的哑光漆膜,该漆膜具有相对较好的视觉效果;同时,表面发生轻微划伤时划痕不易被察觉,具有视觉角度形成了自修复的效果;哑光油漆能够达到最高50g/㎡的涂布量,因此相对较高的漆膜硬度。
2、进一步地,本申请的技术方案通过整平处理的步骤的设置,扩大了哑光油漆涂布方法能够适应的板材的幅面,处理大幅面的板材也能够得到相对较好的漆饰效果与出材率,减少甚至避免缺陷产品的出现。
3、进一步地,本申请的技术方案通过使预固化的步骤在负压中进行,从而能够对凹凸程度在一定范围内的仿古表面进行哑光油漆的制备。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本申请的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
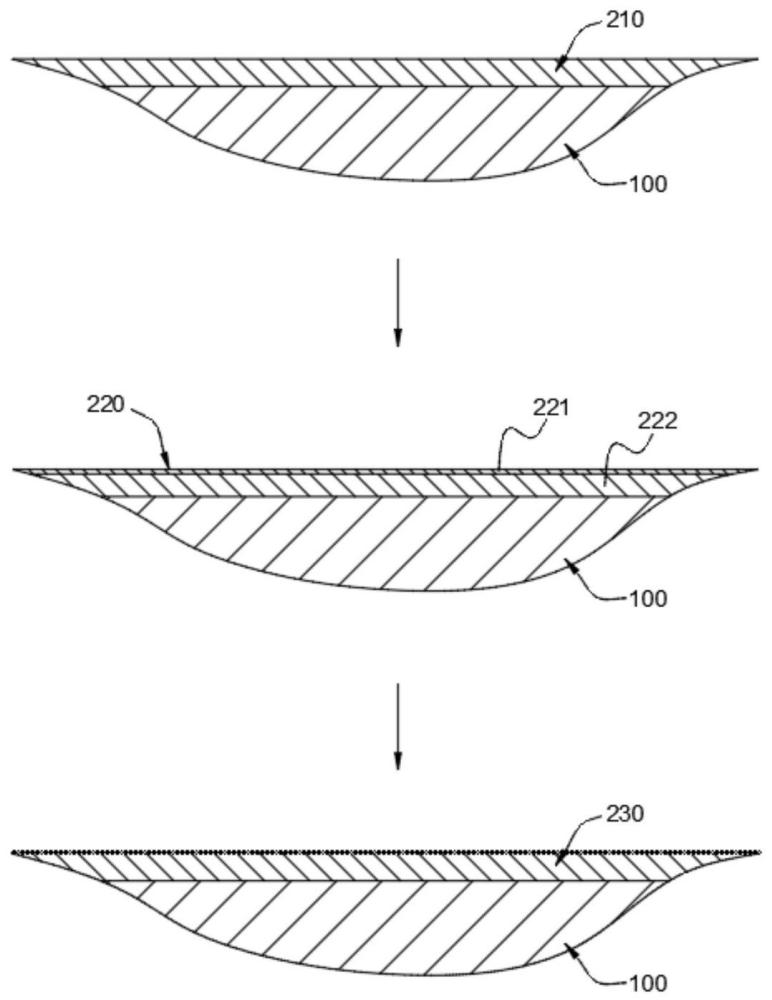
图1为本申请实施例1的哑光油漆的涂布方法的成膜状态的示意图。
图2为本申请实施例1的预固化的步骤的实施设备的结构示意图。
图3为本申请实施例2的整平处理的步骤的流程示意图。
图4为本申请实施例3的整平处理的步骤的流程示意图。
图5为本申请实施例4的热辊筒与板材表面的位置关系示意图。
图6为本申请实施例5的真空盒的结构示意图。
图中:100、板材,210、流平涂层,220、预固化漆膜,221、最表层,222、主体厚度层,230、哑光漆膜,310、紫外光固化灯,320、进气口,330、风刀,410、热辊筒,500、真空盒,510、盒体,520、闸门,530、紫外光灯组,540、真空抽吸口。
具体实施方式
为了使本技术领域的人员更好地理解本申请中的技术方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
实施例1
本实施例公开了一种哑光油漆的涂布方法,参照图1所示,具体是:首先,通过油漆涂布的步骤以将油漆涂布于板材100的表面形成流平涂层210,随后通过预固化的步骤以使流平涂层210预固化形成预固化漆膜220,最后通过固化的步骤以将预固化漆膜200固化形成哑光漆膜230。特别的,预固化的步骤是在单一气体成分保护下进行的,使用的UV光的波段为150~200nm;固化的步骤是在空气环境下进行的,使用的UV光的波段为400~600nm。
借由上述方法,在板材100的表面形成流平涂层210之后,使用短波段的紫外光以相对较小的照射强度,仅使流平涂层210的最表层221受热而发生扩张,并在紫外光条件下发生固化;位于固化的最表层221之下的、流平涂层的主体厚度层222仍保持油态。所以,预固化漆膜220是包括固化的最表层221与未固化的主体厚度层222的复合层。固化的最表层221浮于主体厚度层222之上,并受主体厚度层222的幅面限制而无法改变扩张,从而固化后的最表层221呈现均匀收缩、不光滑的形态。最后,通过固化的步骤以相对较大的紫外光照射强度使预固化漆膜220的主体厚度层222发生固化得到整体固化的哑光漆膜230。该漆膜230具有均匀收缩、具有不规则的微小凹坑凹陷、不光滑的表面,从而该哑光漆膜230的光度能够降低至2~4°的哑光效果,具有相对较好的视觉效果。
在上述方法中,由于短波段的紫外光强度相对较弱,通过使预固化的步骤是在单一气体成分保护下进行以避免空气中不同气体组分对光照距离、强度的影响,使涂布质量更为稳定。
进一步地,由于上述哑光的效果是通过表面不规则的微小凹坑凹陷对光线的散射实现的,因此,该哑光漆膜230同时还具有漆膜更为饱满、清晰度好的优点。更为重要的是,当哑光漆膜230表面发生轻微划伤时,划痕不容易被察觉,从而从视觉角度形成了自修复的效果。
具体来说,单一气体成分应当为惰性气体,优选为氮气。理论上氮气的气体纯度越高、充气压力越大,预固化的步骤的处理效果越好,但从实际与成本考虑,选择氮气纯度为99.5~99.9%,使充气压力高于1.5MPa。
作为一种优选的实施方式,由于本实施例的流平涂层210通过预固化的步骤和固化的步骤两次固化而成膜,因此实际上来说,哑光油漆涂布工序形成的流平涂层210的允许的涂层厚度能够相对较厚。现有技术中的UV紫外光固化的哑光油漆的流平涂层厚度(即涂布厚度)一般在20~35g/㎡,本实施例的流平涂层210能够达到50g/㎡,即本实施例的技术方案允许20~50g/㎡范围内的涂布厚度。因此,固化后的哑光漆膜230具有相对较高的漆膜硬度。
可以在板材100的表面直接实施本实施例的哑光油漆的方法,也可以作为工序之一替换油漆涂布工艺中现有技术的哑光油漆涂布工序。具体如下:
工序一、以辊涂的方式在板材100的表面涂布水性底漆,并通过红外线流平隧道干燥水性底漆;砂光以准备底漆的涂布。
工序二、以辊涂和/或淋涂的方式在水性底漆之上涂布多道功能性底漆,包括耐磨底漆、增韧底漆等,功能性底漆的涂布量20~25g/㎡不等,通过UV紫外光固化,紫外光波长450nm,处理时间2~3s不等;砂光以准备面漆的涂布。
工序三、以辊涂的方式在功能性底漆之上涂布耐磨面漆,耐磨面漆的涂布量为25g/㎡,通过UV紫外光固化,紫外光波长550nm,处理时间3s;,砂光以准备哑光油漆的涂布。
工序四、涂布哑光油漆;
工序四中油漆涂布的步骤,以辊涂的方式在耐磨面漆之上涂布哑光油漆,涂布量
为45g/㎡,形成流平涂层210;
工序四中预固化的步骤,将板材100在氮气保护下以UV紫外光固化得到预固化漆膜220,其中,氮气纯度为99.8%,使充气压力为2.0MPa,紫外光波长170nm,处
理时间2s;
工序四中固化的步骤,将板材100在自然工作环境(即空气环境)中以UV紫外光固化得到哑光漆膜230,其中,紫外光波长450nm,处理时间3s。
当然的,本领域技术人员可以理解,可以不实施工序二、工序三,而直接将哑光油漆涂布于水性底漆之上。
上述油漆涂布工艺通过现有技术的油漆涂布流水线实现,仅工序四中预固化的步骤的设备与现有技术的UV紫外光固化机略有区别。具体来说,参照图2所示,应当提供一个能够使单一气体成分能够进出的环境,例如一个用于向紫外光固化灯310的下方空间通入氮气的进气口320,用于在紫外光固化灯310前后形成氮气气帘的风刀330,进气口320、设置于紫外光固化灯前后的风刀330均与外部氮气气源管路连接。
实施例2
实施例2与实施例1的区别在于,在油漆涂布的步骤之前,通过整平处理的步骤以提高板材100表面的平整度。并且,本实施例处理的板材100的幅面为150mm×15000mm。
在长期生产时间中,发明人发现实施例1的哑光油漆的涂布方法在处理幅面相对较小、平整度极高的板材100时,能够获得相对较好的处理效果、较高的出材率,但是处理幅面相对较大、表面略有不平整的板材100时,则极易出现漆膜褶皱的现象。这可能是由于本身流平涂层210各处接受的紫外光能相对较小,当流平涂层210不平整,即流平涂层210各处与紫外光固化灯之间的距离不完全相等时,距离过大或过小处会出现不均衡的收缩,从而形成较为严重的褶皱。为此,发明人通过整平处理的步骤的设置,以在最初提高板材100表面的平整度,从而即使处理大幅面的板材100,也能够得到相对较好的漆饰效果与出材率,减少甚至避免缺陷产品的出现。
参照图3所示,本实施例的整平处理的步骤是对板材100的表面依序进行润湿处理、干燥处理和砂光处理。例如,润湿处理是通过辊涂在板材100表面涂布去离子水,涂布量为15~20g/㎡;干燥处理是通过红外线流平隧道干燥被润湿的板材100表面,干燥时间为5~10s;砂光处理是使用现有技术的砂光机实现。
该步骤可以重复多次,一般为2~3次。该步骤可以替代实施例1中的工序一,也可以作为实施例1的工序一之前的准备处理的步骤。当然的,当该步骤用于替代实施例1的工序一时,至少最后一次的润湿处理应当使用水性底漆。
在本实施例中,通过对板材100的表面的润湿处理能够使表面的木纤维竖立,并在干燥处理后被一定程度的固化,所以在砂光时能够得到更为平整的砂光表面。进一步地,通过多次重复上述步骤,能够(1)提高砂光量以砂除表面本身的不平整,(2)使砂光表面更细腻、平整,从而为哑光油漆的涂布提供平整度相对较高的处理表面。
实施例3
实施例3与实施例2的区别在于,参照图4所示,干燥处理使用热源加热表面从而实现干燥。例如,使表面润湿的板材100通过热辊筒410段,板材100在通过热辊筒410段时辊筒外缘抵接板材100的表面。通过热辊筒410的数量、温度以需要的热源长度(即干燥时间)而定。本实施例中,热辊筒410段的长度为2m,热辊筒410的温度为120℃。
由于热辊筒410在向板材100表面提供热量以使其干燥的同时,还能够通过辊筒面与板材100表面的接触以辅助地提高其平整度。
实施例4
实施例4与实施例3的区别在于,参照图5所示,热源与表面具有5~10mm的间距,例如6mm。该距离的设置,能够使具有相对较高温度的热辊筒410在具有相对较高含水率的板材100的表面形成熨烫的效果,从而更好地提高板材100表面的平整度在本步骤中能够被提高的程度。
实施例5
实施例5与实施例1的区别在于,预固化的步骤是在负压环境下进行,使流平涂层210处于扩张状态下被预固化,并形成处于扩张状态的预固化漆膜220,并在预固化的步骤之后,通过常压缓冲的步骤使预固化漆膜220恢复形态。
在本实施例中,通过使预固化的步骤是在负压环境下进行,从而能够利用负压使流平涂层210被扩张,在不对板材100表面进行进一步的整平处理的前提下,使流平涂层210的至少最表层221被抻拉平整以便最表层221被均匀的预固化。
具体来说,参照图6所示,预固化的步骤在负压盒500中进行。负压盒500包括盒体510、能够使板材100离开或进入盒体510的闸门520、位于盒体510顶部的且间隔设置的紫外光灯组530、开设在盒体510顶部且位于相邻两个紫外光灯组530之间的真空抽吸口540、以及与真空抽吸口540可以控制的管路连接的真空气泵。
根据实际经验来看,不需要使盒体510中达到某一个稳定的真空度,只需要使真空气泵工作保持抽吸即可。
实施例6
实施例6与实施例5的区别在于,处理的板材100的表面经过仿古镂槽处理。
显然的,本领域技术人员可以理解,实施例5的方法较实施例3或者实施例4的处理方式而言需要投入更高的成本。但它的优点在于,针对一些凹凸程度在0.2~0.3mm范围内的仿古工艺的板材100,也能够达涂布形成哑光漆膜230,从而使仿古工艺的板材能够兼具仿古与哑光的装饰效果。
实施例7
实施例7与实施例1的区别在于,在对板材进行如实施例3的整平处理的步骤,同时按照实施例5使预固化的步骤在负压下进行。
实施例1至实施例7的哑光油漆的涂布方法涂布形成的哑光油漆漆膜性能参数如表1所示。其中,对照组1为现有技术的哑光油漆涂布形成的漆膜;对照组2为现有技术能够做到的光度最低的仿古油漆。
表1.实施例1至实施例6的哑光油漆的涂布方法涂布形成的哑光油漆漆膜性能
以上描述是为了进行图示说明而不是为了进行限制。通过阅读上述描述,在所提供的示例之外的许多实施方式和许多应用对本领域技术人员来说都将是显而易见的。因此,本教导的范围不应该参照上述描述来确定,而是应该参照所附权利要求以及这些权利要求所拥有的等价物的全部范围来确定。出于全面之目的,所有文章和参考包括专利申请和公告的公开都通过参考结合在本文中。在前述权利要求中省略这里公开的主题的任何方面并不是为了放弃该主体内容,也不应该认为申请人没有将该主题考虑为所公开的申请主题的一部分。
- 一种水性哑光高耐候环保画布涂布材料及其制备方法
- 一种高耐磨UV哑光涂料的制备方法及其UV哑光涂层的制备方法
- 一种防哑光膜水性哑油及其制备方法
- 一种烟熏木双组分哑光清面漆涂料及其制备方法
- 一种应用于高哑度哑光聚酯薄膜的表面涂布装置
- 一种塑料件一体化涂装哑光油漆及其制备方法和涂装方法