导丝
文献发布时间:2024-01-17 01:13:28
技术领域
本发明涉及导丝。
背景技术
导丝是为了将用于进行血管内产生的狭窄部的治疗的各种导管引导到狭窄部而使用的医疗器具。
导丝需要在血管的复杂的弯曲部和分支部中前进并通过狭窄部。因此,谋求导丝在插入于血管内的那一侧(前端侧)为了提高血管选择性和安全性而弯曲刚性低,在施术者进行操作的那一侧(基端侧)为了确保推入性和转矩传递性而弯曲刚性高。因此,已知一种使用将外径和材料特性不同的金属芯部彼此连接而成的芯部件以使得前端侧和基端侧具有不同特性的导丝。
在下述专利文献1中,公开了一种通过将在前端侧的芯部和基端侧的芯部分别设置的小径部插入到管状的连接部件的内腔而将前端侧的芯部与基端侧的芯部连接的导丝。
现有技术文献
专利文献
专利文献1:WO2006/002199号公报
发明内容
发明所要解决的课题
在导丝从血管的弯曲部通过时,导丝以被推压到血管的弯曲部的外侧的内壁的方式弯曲,一边与血管的内表面接触一边移动。此时,若弯曲的导丝的曲率半径大,则导丝与血管的内表面的接触面积变大。因此,导丝在血管的弯曲部处通过性降低,并且对血管带来的负荷增加。尤其是,对于使用利用管状的连接部件将芯部彼此连接的芯部件的导丝,在连接部件的端部具有与连接部件的壁厚相当的层差的情况下,具有由于连接部件的端部与血管的内表面接触而损伤血管的隐忧。
本发明的至少一个实施方式是鉴于上述情况而做出的,具体地说,提供一种导丝,在利用管状的连接部件将前端侧的芯部与基端侧的芯部连接的导丝中,血管的弯曲部处的通过性提高,并且能够抑制对血管带来的负荷和血管的损伤。
用于解决课题的方案
本实施方式的导丝是利用管状的连接部件将第1芯部的基端部与配置在上述第1芯部的基端侧的第2芯部的前端部连接的导丝,其中,上述第1芯部的基端部具有朝向基端而外径渐减的基端锥部,上述第2芯部的前端部具有朝向前端而外径渐减的前端锥部,上述基端锥部和上述前端锥部中的至少一方具有连续锥部,该连续锥部在上述导丝的长轴方向上包括配置在距上述第1芯部的基端或上述第2芯部的前端最近的位置的第1连接锥部、和相对于上述第1连接锥部在距上述第1芯部的基端或上述第2芯部的前端远的那一侧相邻配置且具有与上述第1连接锥部不同的倾斜角的第2连接锥部,上述连续锥部具有上述第1连接锥部的外表面与上述连接部件的端部的内表面嵌合的嵌合部。
发明效果
根据本发明的一个实施方式,导丝在形成连续锥部的第1连接锥部与第2连接锥部的边界位置,沿着导丝的长轴方向的刚性发生变化。由此,导丝从血管的弯曲部通过时的曲率半径变小,从而能够减小导丝与血管的内表面的接触面积。因此,导丝在血管的弯曲部处的通过性提高,并且对血管带来的负荷减少。另外,导丝的连接部件的端部与血管的内表面接触的机会减少,因此即使是在连接部件的端部具有与连接部件的壁厚相当的层差的情况,也能够抑制血管的损伤。
附图说明
图1是本实施方式的导丝的概略平面图。
图2是本实施方式的导丝的从厚度方向观察时的长轴方向的局部剖视图。
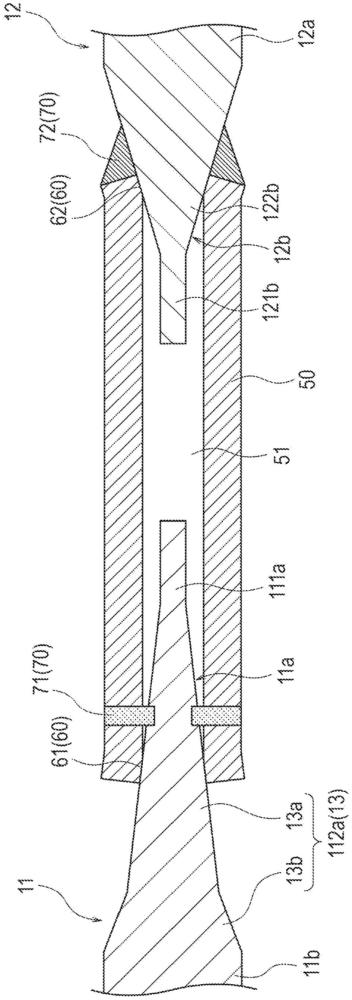
图3是本实施方式的导丝的连接部件周边的概略剖视图。
图4是本实施方式的导丝的第1芯部与连接部件的连接部分的概略局部剖视图。
图5是本实施方式的导丝的第2芯部与连接部件的连接部分的概略局部剖视图。
图6是示意地表示将导丝插入到试验器具的通路时的导丝的弯曲形状的一例的图。
具体实施方式
以下,一边参照附图一边详细说明用于实施本发明的方式。在此所示的实施方式是为了将本发明的技术思想具体化而例示的,并不对本发明进行限定。另外,在不脱离本发明的要旨的范围内由本领域技术人员等可想到的能够实施的其他方式、实施例及运用技术等全部包含于本发明的范围、要旨,并且包含于权利要求书记载的技术方案和其均等的范围。
而且,本说明书中附加的附图为了便于容易地图示和理解,对于比例尺、横纵的尺寸比、形状等,存在相对于实物适当变更而示意性表现的情况,但只不过为一例,并不限定对本发明的解释。
在本说明书中,为了便于说明,对导丝100处于自然状态(不附加外力而笔直延伸的状态)的情况下的方向进行定义。在图1中,“长轴方向”是导丝100延伸的方向,设为沿着导丝100的中心轴C的方向(图中的左右方向)。“径向”设为在以导丝100的长轴方向为基准轴的芯部的轴正交截面(横截面)中相对于芯部件10远离或接近的方向。“周向”设为以芯部件10的长轴方向为基准轴的旋转方向。对于“厚度方向”,在导丝100的前端具有平板部11g的情况下,设为平板部11g的观察横截面时的矩形的短边延伸的方向(图中的近前·纵深方向)。对于“宽度方向”,在导丝100的前端具有平板部11g的情况下,设为平板部11g的观察横截面时的矩形的长边延伸的方向(图中的上下方向)。
另外,将导丝100插入于血管的那一侧设为“前端侧”,将前端侧的相反侧(施术者所把持的那一侧)设为“基端侧”。另外,将从前端(最前端)起包含沿着长轴方向的一定范围的部分设为“前端部”,将从基端(最基端)起包含长轴方向上的一定范围的部分设为“基端部”。
此外,在以下的说明中,在标注“第1”、“第2”这样的序数词进行说明的情况下,只要没有特别告知,则仅是为了方便而使用的,并不规定任何顺序。
本实施方式的导丝100是为了将用于进行血管内治疗的导管或支架引导到狭窄部而插入于血管内的医疗器具。此外,导丝100也能够根据治疗目的插入到血管以外的其他生物体管腔(脉管、尿管、胆管、输卵管、肝管等)而使用。
[结构]
如图1或图2所示,本实施方式的导丝100具有:长尺寸的芯部件10;将芯部件10的前端部的周围覆盖的管腔体20;将管腔体20固定到芯部件10的固定部30;和将包含芯部件10的各部件覆盖的覆盖层40。另外,导丝100具备:将第1芯部11与第2芯部12连接的连接部件50;在将第1芯部11或第2芯部12与连接部件50连接了时形成的嵌合部60;和用于提高芯部件10与连接部件50的连接强度的连接固定部70。以下,详细说明导丝100的各部分。
〈芯部件〉
芯部件10具有第1芯部11、配置在第1芯部11的基端侧的第2芯部12、和将第1芯部11与第2芯部12连接的管状的连接部件50。第1芯部11和第2芯部12通过将第1芯部11的基端部插入于连接部件50的前端部、并将第2芯部12的前端部插入于连接部件50的基端部而连接。在芯部件10与连接部件50的接触部分形成有嵌合部60。
第1芯部11是向导丝100的前端侧沿着长轴方向延伸的长尺寸部件。第1芯部11从第1芯部11的基端朝向前端侧按顺序具备第1连接部11a、第1外径恒定部11b、第1锥部11c、第2外径恒定部11d、第2锥部11e、过渡部11f和平板部11g,各部分一体地形成。
第1连接部11a是经由连接部件50与后述的第2芯部12的第2连接部12b连接的部位。第1连接部11a从第1芯部11的基端以规定长度延伸至第1外径恒定部11b的基端。第1连接部11a的外径在第1连接部11a的整体范围内小于第1外径恒定部11b的外径。第1连接部11a如图3及图4所示从第1芯部11的基端朝向前端侧按顺序具备基端连接外径恒定部111a和基端锥部112a。此外,第1连接部11a也可以在基端锥部112a的基础上还具有其他锥部和/或外径恒定部。
基端连接外径恒定部111a从第1芯部11的基端以规定长度延伸至基端锥部112a的基端。基端连接外径恒定部111a的外径d1大致恒定,且小于连接部件50的内径。基端连接外径恒定部111a的外径d1为0.2mm~0.6mm。基端连接外径恒定部111a如图4所示,基端连接外径恒定部111a的整体配置在连接部件50的内腔51中。
基端锥部112a从基端连接外径恒定部111a的前端以规定长度延伸至第1外径恒定部11b的基端。在本实施方式的导丝100中,基端锥部112a是从基端连接外径恒定部111a的前端朝向前端侧按顺序将第1连接锥部13a与第2连接锥部13b沿长轴方向相邻配置的连续锥部13。第2连接锥部13b在长轴方向上相对于第1连接锥部13a在距第1芯部11的基端远的那一侧相邻地配置。第1连接锥部13a和第2连接锥部13b具有不同的倾斜角θ。此外,在本说明书中,“倾斜角θ”是指在从导丝100的中心轴C穿过的纵截面中,中心轴C或平行于中心轴C的假想线与各锥部的外表面所成的角。
基端锥部112a的基端的外径与基端连接外径恒定部111a的外径d1相等。基端锥部112a的前端的外径与第1外径恒定部11b的外径相等。此外,形成连续锥部13的锥形部的数量也可以为两个以上。另外,基端锥部112a也可以为具有一个倾斜角θ的单一锥部。
作为基端锥部112a发挥功能的连续锥部13具备将具有不同倾斜角θ的多个锥部沿长轴方向连续配置的阶梯性的锥形状。形成连续锥部13的第1连接锥部13a的外表面在与连接部件50的前端部的内表面接触的部分具有嵌合部60。
第1连接锥部13a从基端连接外径恒定部111a的前端以规定长度延伸至第2连接锥部13b的基端。第1连接锥部13a呈从基端连接外径恒定部111a朝向前端侧而外径渐增的锥形状。第1连接锥部13a的基端的外径与基端连接外径恒定部111a的外径d1相等。第1连接锥部13a的前端的外径d2大于连接部件50的内径。因此,第1连接锥部13a如图4所示,第1连接锥部13a中的仅一部分插入于连接部件50的内腔51。第1连接锥部13a的锥形状能够通过对第1芯部11进行基于砂轮的机械研磨或基于酸的蚀刻而形成。
第2连接锥部13b从第1连接锥部13a的前端以规定长度延伸至第1外径恒定部11b的基端。第2连接锥部13b呈从第1连接锥部13a的前端朝向前端侧而外径渐增的锥形状。第2连接锥部13b的基端的外径与第1连接锥部13a的前端的外径d2相等。因此,第2连接锥部13b不配置于连接部件50的内腔51。第2连接锥部13b的前端的外径d3与第1外径恒定部11b的外径相等。第2连接锥部13b的锥形状能够通过对第1芯部11进行基于砂轮的机械研磨或基于酸的蚀刻而形成。
第1外径恒定部11b从第1连接部11a的前端以规定长度延伸至第1锥部11c的基端。第1外径恒定部11b的外径大致恒定,且与第2芯部12的基部12a的外径大致相等。
第1锥部11c从第1外径恒定部11b的前端以规定长度延伸至第2外径恒定部11d的基端。第1锥部11c呈从第1外径恒定部11b朝向前端侧而外径渐减的锥形状。第1锥部11c的锥形状能够通过对第1芯部11进行基于砂轮的机械研磨或基于酸的蚀刻而形成。
第2外径恒定部11d从第1锥部11c的前端以规定长度延伸至第2锥部11e的基端。第2外径恒定部11d的外径大致恒定,且小于第1外径恒定部11b的外径。
第2锥部11e从第2外径恒定部11d的前端以规定长度延伸至过渡部11f的基端。第2锥部11e呈从第2外径恒定部11d朝向过渡部11f而外径渐减的锥形状。第2锥部11e的锥形状能够通过对第1芯部11进行基于砂轮的机械研磨或基于酸的蚀刻而形成。
过渡部11f从第2锥部11e的前端以规定长度延伸至平板部11g的基端。过渡部11f呈从第2锥部11e朝向平板部11g而厚度渐减、宽度渐增的楔形状。过渡部11f的楔形状能够通过对具有圆形横截面形状的第1芯部11进行作为冷加工的一种的冲压加工而形成。从与长轴方向正交的面观察时(观察横截面时)的过渡部11f的横截面形状在基端侧呈外径与第2锥部11e大致相等的圆形,但随着从基端侧趋向前端侧而逐渐从圆形向矩形变形,在前端侧呈形状与平板部11g大致相同的矩形。过渡部11f的前端部具有与平板部11g的基端部大致相等的厚度和宽度,形成与平板部11g连续的面。此外,平板部11g的“厚度”设为平板部11g的观察横截面时的矩形的短边的长度,平板部11g的“宽度”设为平板部11g的观察横截面时的矩形的长边的长度。
平板部11g从过渡部11f的前端以规定长度延伸至导丝100的前端。平板部11g通过对具有圆形的横截面形状的第1芯部11进行冲压加工而形成。因此,平板部11g的横截面形状形成为矩形。平板部11g的厚度从过渡部11f的前端到平板部11g的前端为止大致恒定。从厚度方向观察到的平板部11g的形状形成为在平板部11g的前端带圆角的矩形。因此,平板部11g的宽度从过渡部11f的前端朝向前端侧大致恒定,但在带有圆角的部分变小。此外,平板部11g的宽度也可以从过渡部11f的前端到平板部11g的前端为止恒定。平板部11g的横截面形状不限定于矩形,也可以是在角部具有R形状的圆角长方形。
此外,第1芯部11的构造不限定于上述。例如,第1芯部11也可以从前端到基端具有恒定的外形和恒定的外径。
第2芯部12是从连接部件50向导丝100的基端侧延伸的长尺寸部件。第2芯部12如图3及图5所示,从第2芯部12的基端朝向前端侧按顺序具备延长部14、基部12a和第2连接部12b,各部分一体地形成。
延长部14是用于为了使导丝100的全长延长而与另行准备的延长丝连接的部位。延长部14从基部12a的基端朝向导丝100的基端侧以规定长度延伸。延长部14呈从基部12a朝向基端侧而外径渐减且具有多个弯曲部的形状。此外,也可以不设置延长部14。
基部12a从第2连接部12b的基端以规定长度延伸至延长部14的前端。基部12a的外径大致恒定,与第1芯部11的第1外径恒定部11b的外径大致相等。
第2连接部12b是经由连接部件50与第1芯部11的第1连接部11a连接的部位。第2连接部12b从第2芯部12的前端以规定长度延伸至基部12a的前端。第2连接部12b的外径在第2连接部12b的整体范围内小于基部12a的外径。第2连接部12b从第2芯部12的前端朝向基端侧按顺序具备前端连接外径恒定部121b和前端锥部122b。此外,第2连接部12b也可以在前端锥部122b的基础上还具有其他锥部和/或外径恒定部。
前端连接外径恒定部121b从第2芯部12的前端以规定长度延伸至前端锥部122b的前端。前端连接外径恒定部121b的外径大致恒定,且小于连接部件50的内径。另外,前端连接外径恒定部121b的外径与第1芯部11的基端连接外径恒定部111a的外径d1大致相等。前端连接外径恒定部121b的外径为0.2mm~0.6mm。
前端锥部122b从前端连接外径恒定部121b的基端以规定长度延伸至基部12a的前端。前端锥部122b呈从前端连接外径恒定部121b朝向基端侧而外径渐增的锥形状。在本实施方式的导丝100中,前端锥部122b为单一锥部。前端锥部122b的前端的外径与前端连接外径恒定部121b的外径相等。前端锥部122b的基端的外径与基部12a的外径相等。因此,前端锥部122b如图5所示,前端锥部122b中的仅一部分插入于连接部件50的内腔51中。此外,前端锥部122b也可以是连续锥部13。前端锥部122b的外表面在与连接部件50的基端部的内表面接触的部分具有嵌合部60。
第2芯部12的前端锥部122b的倾斜角θ3大于第1芯部11的第1连接锥部13a的倾斜角θ1,且小于第1芯部11的第2连接锥部13b的倾斜角θ2。前端锥部122b的倾斜角θ3为0.10°~0.17°。另外,第2芯部12的前端锥部122b的长度比第1芯部11的第1连接锥部13a短,比第2连接锥部13b长。前端锥部122b的长度为19mm~25mm。
在此,对导丝100的具体的尺寸例进行说明。导丝100的长轴方向上的全长为1000mm~4500mm。第1芯部11的长度为150mm~1000mm。第1连接部11a与第1外径恒定部11b合在一起的长度为10mm~300mm。第1锥部11c的长度为10mm~100mm。第2外径恒定部11d的长度为10mm~300mm。第2锥部11e的长度为10mm~100mm。过渡部11f的长度为1mm~20mm。平板部11g的长度为1mm~20mm。
第1连接部11a及第1外径恒定部11b的外径为0.2mm~1mm。第1锥部11c及第2外径恒定部11d的外径为0.1mm~1mm。第2锥部11e的外径为0.05mm~1mm。过渡部11f的厚度为0.01mm~1mm,宽度为0.05mm~1mm。平板部11g的厚度为0.01mm~1mm,宽度为0.05mm~1mm。
第2芯部12的长度为850mm~3500mm。第2芯部12的外径为0.2mm~1mm。
第1芯部11及第2芯部12能够由Ni-Ti系合金等超弹性合金、SUS302、SUS304、SUS303、SUS316、SUS316L、SUS316J1、SUS316J1L、SUS405、SUS430、SUS434、SUS444、SUS429、SUS430F等不锈钢、琴钢线、钴系合金等各种金属材料形成。另外,第1芯部11优选由刚性比第2芯部12的材料低的材料形成。作为一例,第1芯部11由Ni-Ti系合金形成,第2芯部12由不锈钢形成。此外,形成第1芯部11及第2芯部12的材料不限定于上述例子。另外,第1芯部11及第2芯部12也可以由相同材料形成。
〈管腔体〉
管腔体20是将线材相对于芯部件10卷绕为螺旋状而形成的部件。在本实施方式中,管腔体20由第1线圈21和配置在第1线圈21的基端侧的第2线圈22形成。第1线圈21从第1芯部11的前端配置到中间部。第2线圈22从第1芯部11的中间部配置到基端侧。此外,管腔体20也可以由一个线圈形成。管腔体20还可以由三个以上的线圈形成。
第1线圈21包围芯部件10的第1芯部11,并固定于第1芯部11。第1线圈21与第1芯部11同轴地配置。第1线圈21的长度为3mm~60mm。
第1线圈21通过将线材以在相邻的线材彼此之间具有间隙的方式卷绕为螺旋状而形成。第1线圈21的相邻线材间的间隙为1μm~10μm。第1线圈21的相邻的线材间的间隙优选设为等间隔。
第2线圈22包围芯部件10的第1芯部11,并固定于第1芯部11。第2线圈22与第1芯部11同轴地配置。第2线圈22的长度为10mm~400mm。
第2线圈22形成为将线材以在相邻的线材彼此之间不具有间隙的方式紧密卷绕为螺旋状的密绕部。此外,第2线圈22也可以具有密绕部和将线材以在相邻的线材彼此之间具有间隙的方式疏松卷绕为螺旋状的疏绕部。在具有疏绕部的情况下,第2线圈22中的密绕部位于第2线圈22的前端部及基端部,疏绕部位于前端侧的密绕部与基端侧的密绕部之间。
第1线圈21的基端部与第2线圈22的前端部以接触的状态配置。此外,第1线圈21的基端部与第2线圈22的前端部也可以局部缠绕在一起。该情况下,第1线圈21的基端部的线材和第2线圈22的前端部的线材沿着长轴方向交替排列配置。由此,抑制第1线圈21与第2线圈22分离。第1线圈21的基端部与第2线圈22的前端部缠绕在一起的长度为0.1mm~2mm。第1线圈21及第2线圈22卷绕方向一致,以能够缠绕在一起。
第1线圈21及第2线圈22的线材的外径为20μm~90μm,优选为30μm~70μm。在本实施方式中,形成第1线圈21的线材的外径大于形成第2线圈22的线材的外径。另外,形成第1线圈21及第2线圈22的线材不仅可以是一条线材,也可以是由两条以上的线材组成的捻合线。
第1线圈21及第2线圈22的线材没有特别限定,能够由不锈钢、超弹性合金、钴系合金、金、铂、钨等金属或包含这些金属的合金等形成。作为一例,第1线圈21为比第2线圈22柔软且造影性高的铂系合金,第2线圈22的材料由不锈钢形成。铂系合金适合使用Pt-Ir、Pt-Ni、Pt-W等。
第1线圈21及第2线圈22的外径优选分别从前端到基端为止恒定。在本实施方式中,第1线圈21的外径与第2线圈22的外径大致相等。因此,管腔体20的外径从前端到基端为止大致恒定。第1线圈21及第2线圈22的外径为0.15mm~2mm。
构成第1线圈21及第2线圈22的线材的形成材料、线材的外径、线材的截面形状、线材的间距等能够根据导丝100的目的适当选择。另外,线材的截面形状优选为圆形,但也可以为椭圆形、多边形等。截面形状不为圆形的线材的截面的中心能够为线材的截面的重心。
〈固定部〉
固定部30是用于将管腔体20固定于芯部件10的部件。在本实施方式的导丝100中,固定部30具有将管腔体20的前端固定于芯部件10的前端固定部31、将管腔体20的中间部固定于芯部件10的中间固定部32、和将管腔体20的基端固定于芯部件10的基端固定部33。
形成固定部30的材料为钎料或焊锡料。钎料具有金钎料、银钎料等。焊锡料具有Sn-Ag合金系焊锡、Sn-Pb合金系焊锡等。形成固定部30的材料也可以是粘接剂。
前端固定部31将第1线圈21的前端部固定于第1芯部11的平板部11g。前端固定部31位于导丝100的最前端,外表面平滑地形成为大致半球状。
中间固定部32将第1线圈21的基端部和第2线圈22的前端部固定于第1芯部11的第2锥部11e。中间固定部32在第1芯部11中设于第1线圈21的基端部和第2线圈22的前端部相接触的位置。
在第1线圈21的基端部和第2线圈22的前端部局部缠绕在一起而配置的情况下,第1线圈21的基端部和第2线圈22的前端部也可以经由筒状部件32a而固定。筒状部件32a配置在管腔体20的内周面与芯部件10的外周面之间。筒状部件32a通过减小管腔体20的内周面与芯部件10的外周面之间的间隙而将管腔体20和芯部件10同轴地固定。在本实施方式的导丝100中,筒状部件32a的前端部的外径小于筒状部件32a的基端部的外径。由此,如图2所示,能够将内径小的第1线圈21和内径大的第2线圈22相对于芯部件10同轴地固定。筒状部件32a的前端部的外径和筒状部件32a的基端部的外径可以根据第1线圈21的内径和第2线圈22的内径适当选择。筒状部件32a能够由金属或树脂材料形成。
基端固定部33将第2线圈22的基端部固定于第1芯部11的第2外径恒定部11d。
〈覆盖层〉
覆盖层40具备第1覆盖层41、第2覆盖层42及第3覆盖层43。覆盖层40能够由可降低在导丝100与血管、导管之间产生的摩擦的材料形成。由此,覆盖层40使导丝100的操作性和安全性提高。
第1覆盖层41将设于第1芯部11的各部分(管腔体20、固定部30)以及第1芯部11的一部分(第2外径恒定部11d)的外表面覆盖。
第2覆盖层42将第1芯部11的与管腔体20相比位于基端侧的部位覆盖。第2覆盖层42将第1芯部11的基端部(第1锥部11c、第1外径恒定部11b)的外表面覆盖。
第3覆盖层43将第2芯部的基部12a的外表面覆盖。
第1芯部11的第1连接部11a、连接部件50及第2芯部12的第2连接部12b未被覆盖层40覆盖。此外,也能够在未被覆盖层40覆盖的部位设置覆盖层40。
第1覆盖层41能够由低摩擦材料形成。作为低摩擦材料,可列举亲水性聚合物、硅树脂。形成第1覆盖层41的亲水性聚合物可列举纤维素系高分子物质、聚环氧乙烷系高分子物质、马来酸酐系高分子物质(例如,甲基乙烯基醚-马来酸酐共聚物这样的马来酸酐共聚物)、丙烯酰胺系高分子物质(例如,聚丙烯酰胺、甲基丙烯酸缩水甘油酯-二甲基丙烯酰胺的嵌段共聚物)、水溶性尼龙、聚乙烯醇、聚乙烯吡咯烷酮、以及它们的衍生物。
第2覆盖层42、第3覆盖层43能够由低摩擦材料形成。作为低摩擦材料,可列举聚乙烯、聚丙烯等聚烯烃、聚氯乙烯、聚酯(PET、PBT等)、聚酰胺、聚酰亚胺、聚氨酯、聚苯乙烯、聚碳酸酯、硅树脂、氟树脂(PTFE、ETFE等)或它们的复合材料。
此外,形成第1覆盖层41、第2覆盖层42及第3覆盖层43的材料不限定于上述。第1覆盖层41、第2覆盖层42及第3覆盖层43也可以分别沿着芯部件10的长轴方向由不同材料形成。例如,第1覆盖层41中,第1芯部11的前端部由硅树脂形成,第1芯部11的基端部由亲水性聚合物形成。另外,第1覆盖层41、第2覆盖层42及第3覆盖层43各自的层数也可以是多层。此外,也可以不设置第1覆盖层41、第2覆盖层42及第3覆盖层43中的任一个。
〈连接部件〉
连接部件50是将第1芯部11的基端部与第2芯部12的前端部连接的部件。连接部件50是具有规定长度和内腔51的金属制管。
第1芯部11通过将第1连接部11a的基端锥部112a的基端侧从连接部件50的前端插入并推入至内腔51而与连接部件50嵌合。第2芯部12通过将第2连接部12b的前端锥部122b的前端侧从连接部件50的基端插入并推入至内腔51而与连接部件50嵌合。由此,连接部件50能够将第1芯部11与第2芯部12连接。在第1芯部11与第2芯部12经由连接部件50连接的状态下,第1芯部11的基端(基端连接外径恒定部111a)与第2芯部12的前端(前端连接外径恒定部121b)在连接部件50的内腔51内分离。
在嵌合前,连接部件50的外径从连接部件50的前端到基端为止大致恒定,为0.3mm~0.8mm。连接部件50的内径从连接部件50的前端到基端为止大致恒定,为0.2mm~0.6mm。连接部件50的壁厚t为0.03mm~0.10mm。连接部件50的长度为5mm~200mm。
形成连接部件50的金属可列举不锈钢、Ni-Cr系合金、Ni-Ti系合金、Ni-Al系合金、Cu-Zn系合金等超弹性合金。形成连接部件50的金属优选为超弹性合金,更优选为Ni-Ti系合金。由此,导丝100难以产生连接部件50的位置处的扭折。另外,连接部件50通过由与芯部件10同种的金属形成,容易实现连接部件50与芯部件10的基于焊接的固定。
〈嵌合部〉
嵌合部60是芯部件10与连接部件50的接触部分。嵌合部60具有作为第1芯部11的基端部与连接部件50的前端部之间的接触部分的前端嵌合部61、和作为第2芯部12的前端部与连接部件50的基端部之间的接触部分的基端嵌合部62。嵌合部60在第1芯部11与连接部件50嵌合时以及第2芯部12与连接部件50嵌合时形成,使得第1芯部11与连接部件50的连接以及第2芯部12与连接部件50的连接变得牢固。
前端嵌合部61是第1芯部11与连接部件50的接触部分。在将第1芯部11的基端连接外径恒定部111a及第1连接锥部13a的一部分插入于连接部件50的内腔51、并使第1连接锥部13a与连接部件50的前端接触后,施加规定的嵌合压力而将第1芯部11向连接部件50的内腔51推入,由此第1芯部11与连接部件50嵌合。由此,在第1芯部11的第1连接锥部13a的外表面与连接部件50的前端部的内表面相接触的部分形成前端嵌合部61。
前端嵌合部61优选具有连接部件50以沿着第1连接锥部13a的外表面的方式向径向外侧扩展的张开(喇叭)形状。在将第1芯部11与连接部件50嵌合时,通过将第1芯部11推入连接部件50的内腔51,连接部件50的前端部成为以连接部件50沿着第1连接锥部13a的外表面的方式向径向外侧扩展的张开形状。因此,前端嵌合部61中的连接部件50的内径及外径比嵌合前的连接部件50大。在连接部件50的前端部不为张开形状的情况下,连接部件50中仅连接部件50的前端的内表面与第1连接锥部13a的外表面接触。因此,前端嵌合部61仅形成在连接部件50的前端附近的微小区域。在连接部件50的前端部为张开形状的情况下,前端嵌合部61的面积与连接部件50的前端部不为张开形状的情况相比变大。因此,通过将前端嵌合部61设为张开形状,第1芯部11与连接部件50牢固地嵌合。另外,通过将前端嵌合部61设为张开形状,导丝100能够抑制弯曲时应力集中于连接部件50的前端,因此难以产生以连接部件50前端为起点的扭折。另一方面,在第1芯部11与连接部件50的嵌合中,若将第1芯部11过于推入连接部件50的内腔51,则连接部件50的前端部会耐不住变形而破损。因此,前端嵌合部61的长轴方向上的长度优选为0.1mm~3.0mm。
在将第1芯部11与连接部件50嵌合时,在连接部件50的内腔51中配置第1芯部11的基端连接外径恒定部111a及第1连接锥部13a的一部分。通过第1芯部11的第1连接部11a具有基端连接外径恒定部111a,从而配置于连接部件50的内腔51中的第1芯部11的长度与第1连接部11a仅由基端锥部112a形成的情况相比变长。由此,由于能够缩短连接部件50的内腔51中的第1芯部11与第2芯部12的分离距离,所以芯部件10能够抑制在连接部件50的内腔51中的第1芯部11与第2芯部12分离的部分处局部刚性降低。
基端嵌合部62是第2芯部12与连接部件50的接触部分。在将第2芯部12的前端连接外径恒定部121b和前端锥部122b的一部分插入于连接部件50的内腔51、并使前端锥部122b与连接部件50的基端接触后,施加规定的嵌合压力并将第2芯部12向连接部件50的内腔51推入,由此第2芯部12与连接部件50嵌合。由此,在第2芯部12的前端锥部122b的外表面与连接部件50的基端部的内表面相接触的部分形成基端嵌合部62。
在第2芯部12与连接部件50的嵌合中也是,通过将连接部件50的基端部设为张开形状,得到与上述的第1芯部11与连接部件50的嵌合相同的效果。基端嵌合部62的长轴方向上的长度为0.1mm~3.0mm。
在将第2芯部12与连接部件50嵌合了时,在连接部件50的内腔51中配置有第2芯部12的前端连接外径恒定部121b及前端锥部122b的一部分。通过第2芯部12的第2连接部12b具有前端连接外径恒定部121b,从而配置于连接部件50的内腔51中的第2芯部12的长度与第2连接部12b仅由前端锥部122b形成的情况相比变长。由此,由于能够缩短连接部件50的内腔51中的第1芯部11与第2芯部12的分离距离,所以芯部件10能够抑制在连接部件50的内腔51中的第1芯部11与第2芯部12分离的部分处局部刚性降低。
第1芯部11与连接部件50的嵌合以及第2芯部12与连接部件50的嵌合通过利用嵌合机的机械嵌合进行。利用嵌合机的机械嵌合可以以固定的嵌合压力(推入力)进行嵌合,也可以使嵌合压力阶梯性变动。此外,第1芯部11与连接部件50的嵌合以及第2芯部12与连接部件50的嵌合也可以通过人手进行,还可以同时使用人手和嵌合机。
〈连接固定部〉
芯部件10与连接部件50通过连接固定部70而固定。连接固定部70具有将连接部件50的前端部固定于第1芯部11的前端连接固定部71、和将连接部件50的基端部固定于第2芯部12的基端连接固定部72。
前端连接固定部71将连接部件50的前端部固定于第1芯部11的第1连接锥部13a。通过在前端嵌合部61的基础上还设置前端连接固定部71,第1芯部11与连接部件50能够牢固地连接。前端连接固定部71在长轴方向上设在从前端嵌合部61向基端侧分离的位置。由此,沿着长轴方向观察时的第1芯部11与连接部件50的固定部位成为前端嵌合部61和前端连接固定部71这两个部位,因此第1芯部11与连接部件50能够更牢固地连接。前端连接固定部71优选在沿连接部件50的径向相对的位置设置两个。
前端连接固定部71优选是利用激光焊接形成的焊接部。激光焊接能够在不使连接部件50的外径变化的情况下将连接部件50与第1连接锥部13a固定,因此能够减小前端连接固定部71对导丝100的功能带来的影响。焊接部为以激光照射点P为中心的半径0.05mm~0.40mm的大致圆形。
第1连接锥部13a的外表面与连接部件50的内表面优选在前端连接固定部71的前端侧及基端侧沿径向分离。在激光焊接中,通过对作为被焊接材料的金属照射规定的激光、使金属熔融并凝固,从而将被焊接材料彼此连接。因此,前端连接固定部71若设于第1芯部11与连接部件50的前端嵌合部61、或与前端嵌合部61相邻的位置,则由于第1芯部11与连接部件50的径向距离过短,所以金属熔融时产生的气体容易残留于前端连接固定部71,容易产生气孔、凹坑、裂纹等。由此,前端连接固定部71在外表面产生凹凸而外观变得不良,或固定强度变得不充分。第1连接锥部13a由于朝向基端侧而外径渐减,所以第1芯部11与连接部件50的径向距离随着从连接部件50的前端趋向于基端侧而变长。因此,若前端连接固定部71设在从连接部件50的前端分离规定距离以上的位置,则第1芯部11与连接部件50的径向距离变得过长,由此熔融金属在第1芯部11与连接部件50之间的空间内扩展,外表面容易凹陷。由此,前端连接固定部71的外观变得不良。另外,第1芯部11和连接部件50与熔融金属的接触面积变小,因此前端连接固定部71的固定强度变得不充分。
在本实施方式的导丝100中,将前端连接固定部71设在如下位置,即,第1连接锥部13a的外表面与连接部件50的内表面在前端连接固定部71的前端侧及基端侧沿径向分离的位置。因此,在金属熔融时产生的气体也从前端连接固定部71的前端侧及基端侧脱离,难以产生气孔、凹坑、裂纹等。另外,由于熔融金属在第1芯部11与连接部件50之间的空间内适度扩展,所以连接部件50的外表面变得平滑,并且得到充分的连接强度。
通过像这样将前端连接固定部71形成在第1连接锥部13a的外表面与连接部件50的内表面在前端连接固定部71的前端侧及基端侧沿径向分离的位置,从而导丝100的第1芯部11与连接部件50的焊接部的外表面变得平滑且连接强度高。
从连接部件50的前端到激光照射点P为止的长轴方向上的距离S优选为2.5mm~4.0mm。即,焊接部的中心设在从连接部件50的前端向长轴方向基端侧离开2.5mm~4.0mm的位置。由此,前端连接固定部71(焊接部)形成在从连接部件50的前端向长轴方向基端侧的2.0mm~4.5mm的范围。另外,用于形成前端连接固定部71的激光照射点P处的第1连接锥部13a的外表面与连接部件50的内表面的在径向上的距离H优选为0.0005mm~0.0017mm。由此,前端连接固定部71(焊接部)形成在第1连接锥部13a的外表面与连接部件50的内表面的径向上的距离为0.0001mm~0.0021mm的范围。通过将前端连接固定部71形成于上述范围,连接部件50的前端部能够牢固地连接于第1芯部11,并且能够具有凹凸小的平滑的外表面。
激光照射点P处的第1连接锥部13a的外表面与连接部件50的内表面的径向上的距离H相对于连接部件50的壁厚t的比率r(r=H/t)优选为0.01以上0.05以下,更优选为0.010以上0.034以下。即,焊接部的中心优选设在比率r为0.01以上0.05以下的位置,更优选设在比率r为0.010以上0.034以下的位置。通过使比率r为下限值以上,金属熔融时产生的气体能够从前端连接固定部71脱离,因此前端连接固定部71难以产生气孔、凹坑、裂纹等。另外,通过使比率r为上限值以下,前端连接固定部71中因激光照射而熔融的金属量相对于第1芯部11与连接部件50之间的空间的体积变得充分,外表面难以产生凹陷。另外,由于第1芯部11和连接部件50与熔融金属的接触面积变大,所以前端连接固定部71的固定强度提高。通过将比率r设为上述范围,连接部件50的前端部能够牢固地连接于第1芯部11,并且能够具有凹凸小的平滑的外表面。
基端连接固定部72将连接部件50的基端部固定于第2芯部12的前端锥部122b。通过在基端嵌合部62的基础上还设置基端连接固定部72,能够将第2芯部12与连接部件50更牢固地连接。形成基端连接固定部72的连接材料72a是钎料或焊锡料。钎料是金钎料或银钎料等。焊锡料是Sn-Ag合金系焊锡、Sn-Pb合金系焊锡等。连接材料72a也可以是粘接剂。
基端连接固定部72在第2芯部12与连接部件50的基端嵌合部62的基端侧与其相邻地配置,呈从连接部件50的基端朝向基端侧而外径渐减的锥形状。由此,连接部件50的基端中的与连接部件50的壁厚t相当的层差变小,因此能够抑制在将导管从导丝100的基端侧插入时导管的前端损伤。基端连接固定部72的锥形状能够通过对连接材料72a的外表面进行机械研磨而形成。
本实施方式的导丝100在第1芯部11的基端锥部112a具有连续锥部13,该连续锥部13由第1连接锥部13a和在第1连接锥部13a的前端侧与其相邻配置且具有与第1连接锥部13a不同的倾斜角θ的第2连接锥部13b构成。由此,在形成连续锥部13的第1连接锥部13a与第2连接锥部13b的边界位置,形成沿着导丝100的长轴方向的刚性发生变化的刚性变化点。导丝100中,连续锥部13中的第1连接锥部13a的基端侧的一部配置于连接部件50的内腔51,第2连接锥部13b不配置于连接部件50的内腔51。因此,刚性变化点与连接部件50的前端相比配置于导丝100的前端侧的位置。
这样构成的导丝100在弯曲时,从基于连续锥部13得到的刚性变化点到连接部件50的前端的曲率半径变小。因此,因连续锥部13而在比连接部件50的前端靠前端侧的位置具有刚性变化点的导丝100与不具有连续锥部13的导丝100相比,能够减小从血管的弯曲部通过时的导丝100与血管的内表面的接触面积。因此,导丝100在血管的弯曲部处的通过性提高,并且对血管带来的负荷减少。导丝100由于连接部件50的端部与血管的内表面接触的机会减少,所以即使在连接部件50的端部具有与连接部件50的壁厚t相当的层差的情况下,也能够抑制血管的损伤。
导丝100的第1芯部11由超弹性合金形成,连续锥部13配置在第1芯部11的基端锥部112a。超弹性合金难以产生塑性变形。通过在由超弹性合金构成的第1芯部11配置连续锥部13,即使在从基于连续锥部13得到的刚性变化点到连接部件50的前端的曲率半径变小的情况下,导丝100也难以发生扭折。
在第1芯部11中,与连接部件50嵌合的第1连接锥部13a的倾斜角θ1优选为0.01°<θ1<0.05°。第1连接锥部13a的基端侧的一部分配置于连接部件50的内腔51。第1连接锥部13a随着减小倾斜角θ1,配置于连接部件50的内腔51中的第1连接锥部13a的长度变长。因此,第1连接锥部13a通过使倾斜角θ1小于规定角度,能够缩短连接部件50的内腔51中的第1芯部11与第2芯部12的分离距离。由此,导丝100能够抑制在连接部件50的内腔51中的第1芯部11与第2芯部12分离的部分处局部刚性降低。
在第1芯部11与连接部件50嵌合时,第1连接部11a的配置于连接部件50的内腔51中的部分具有支承连接部件50的功能。因此,通过使配置于连接部件50的内腔51中的第1连接锥部13a的长度变长,连接部件50难以产生因嵌合压力导致的连接部件50的挠曲,能够抑制塑性变形。其结果为,导丝100的真直度变高,转矩传递性提高。另外,由于能够将第1芯部11与连接部件50以高嵌合压力嵌合,所以第1芯部11与连接部件50能够更牢固地嵌合。
而且,第1连接锥部13a通过将倾斜角θ1设为小于上限值,从而连接部件50的前端部处的第1连接锥部13a的外表面与连接部件50的内表面之间的距离变短。由此,连接部件50的前端部被第1连接锥部13a有效支承,因此抑制了嵌合时的连接部件50的破损。另外,若第1连接锥部13a的倾斜角θ1小于上限值,则连接部件50的前端部在嵌合时容易变形为沿着第1连接锥部13a的外表面的形状,因此容易形成张开形状的前端嵌合部61。另一方面,若第1连接锥部13a的倾斜角θ1为上限值以上,则第1连接锥部13a处的外径的变化率变大。因此,导丝100在基端连接外径恒定部111a与第1连接锥部13a的边界附近沿着长轴方向刚性急剧变化而容易扭折。另外,若第1连接锥部13a的倾斜角θ1为下限值以下,则嵌合时的第1连接锥部13a与连接部件50的位置难以确定,难以将前端嵌合部61形成在所期望的位置。
如上述那样,与连接部件50嵌合的锥部的倾斜角θ(第1连接锥部13a的倾斜角θ1)优选小于规定角度。但是,若将基端锥部112a设为倾斜角θ小的单一锥部,则导丝100在连接部件50的前端侧较长地存在外径比第1外径恒定部11b小的部分。对于导丝100的外径小的部分,由于导丝100的外径与导管的内径之差变大,所以使导丝100对导管的支承性降低。另外,导丝100的外径小的部分的刚性也降低,因此导丝100的推入性降低。
导丝100通过将基端锥部112a设为连续锥部13,与将基端锥部112a设为单一锥部的情况相比,从连接部件50的前端到第1外径恒定部11b为止的外径小的部分的长度变短。由此,导丝100可抑制对于导管的支承性和推入性的降低。另外,导丝100在把持第1芯部11的第1外径恒定部11b进行嵌合时,能够缩短第1芯部11与连接部件50的距离。因此,对于第1芯部11,嵌合时第1芯部11向连接部件50的插入变得容易,第1芯部11和连接部件50破损的可能性降低。由此,导丝100的真直度变高,转矩传递性提高。而且,第1芯部11能够增长被第2覆盖层42覆盖的部分的长度。由此,导丝100与血管之间的摩擦阻力变小,在血管内的通过性提高。
在连续锥部13中,第2连接锥部13b的倾斜角θ2大于第1连接锥部13a的倾斜角θ1。由此,第1芯部11能够在减小沿着第1连接部11a的长轴方向的刚性的变化的同时,设置基于连续锥部13得到的刚性变化点。在第2连接锥部13b的倾斜角θ2小于第1连接锥部13a的倾斜角θ1的情况下,使从连接部件50的前端到第1外径恒定部11b为止的外径小的部分的长度缩短的效果减小,因此难以得到基于将基端锥部112a设为连续锥部13的效果。
第2连接锥部13b的倾斜角θ2优选为0.1°<θ2<2.5°。由此,由于第1连接锥部13a与第2连接锥部13b的边界附近的沿着长轴方向的刚性平缓地变化,所以导丝100能够抑制基端锥部112a处的扭折。
第1连接锥部13a和第2连接锥部13b具有不同的长度。第1连接锥部13a的长度L2优选比第2连接锥部13b的长度L3长。第1连接锥部13a的长度L2为25mm~33mm。第2连接锥部13b的长度L3为1mm~7mm。
通过将第1连接锥部13a的长度L2设为比第2连接锥部13b的长度L3长,第1芯部11能够增长配置于连接部件50的内腔51中的第1连接锥部13a的长度,缩短从连接部件50的前端到第1外径恒定部11b为止的长度。若配置于连接部件50的内腔51中的第1连接锥部13a的长度变长,则连接部件50的内腔51中的第1芯部11与第2芯部12的分离距离缩短,因此导丝100能够抑制在连接部件50的内腔51中的第1芯部11与第2芯部12分离的部分处局部刚性降低。另外,由于从连接部件50的前端到第1外径恒定部11b为止的外径小的部分的长度缩短,所以导丝100抑制对于导管的支承性和推入性的降低。
在第1芯部11与连接部件50嵌合时,第1连接部11a的配置于连接部件50的内腔51中的部分具有支承连接部件50的功能。因此,通过使配置于连接部件50的内腔51中的第1连接锥部13a的长度变长,难以产生由嵌合压力导致的连接部件50的挠曲,能够抑制连接部件50的塑性变形。另外,导丝100在把持第1芯部11的第1外径恒定部11b进行嵌合时,能够缩短第1芯部11与连接部件50的距离。因此,对于第1芯部11,嵌合时第1芯部11容易向连接部件50插入,第1芯部11和连接部件50破损的可能性降低。其结果为,导丝100的真直度变高,转矩传递性提高。
而且,通过从连接部件50的前端到第1外径恒定部11b为止的长度变短,第1芯部11能够增长被第2覆盖层42覆盖的部分的长度。由此,导丝100的摩擦阻力变小,在血管内的通过性提高。
[制造方法]
接下来,对本实施方式的导丝100的制造方法进行说明。此外,以下说明对连接部件50连接第1芯部11及第2芯部12的工序,用于制造导丝100的其他工序的说明省略。
(工序1)
工序1是从连接部件50的前端侧将第1芯部11的基端连接外径恒定部111a和第1芯部11的第1连接锥部13a的一部分插入到连接部件50的内腔51的工序。通过将第1芯部11的第1连接锥部13a的一部分插入于连接部件50的内腔51,第1芯部11的第1连接锥部13a的外表面与连接部件50的前端部的内表面接触。
(工序2)
工序2是将第1芯部11与连接部件50嵌合的工序。在工序2中,在将第1芯部11的基端连接外径恒定部111a和第1芯部11的第1连接锥部13a的一部分插入到连接部件50的内腔51、并且使第1芯部11的第1连接锥部13a的外表面与连接部件50的前端部的内表面接触的状态下,使第1芯部11与连接部件50以相对接近的方式移动。通过第1芯部11与连接部件50的相对移动,第1芯部11的基端连接外径恒定部111a和第1芯部11的第1连接锥部13a的一部分被朝向连接部件50的内腔51的基端侧推入。另外,在将第1芯部11的基端连接外径恒定部111a和第1芯部11的第1连接锥部13a的一部分朝向连接部件50的基端侧推入时,通过施加规定的嵌合压力,连接部件50的前端部成为以沿着第1芯部11的第1连接锥部13a的外表面的方式向径向外侧扩展的张开形状。由此,能够在第1芯部11的第1连接锥部13a的外表面与连接部件50的前端部的内表面相接触的部分,形成第1芯部11的第1连接锥部13a的外表面与连接部件50的前端部的内表面嵌合的前端嵌合部61。此外,将第1芯部11向连接部件50推入的作业能够使用公知的嵌合机200进行。
(工序3)
工序3是从连接部件50的径向外侧对连接部件50的外表面照射激光来形成将连接部件50与第1芯部11的第1连接锥部13a固定的前端连接固定部71(焊接部)的工序。此时,激光照射点P设为从第1芯部11的第1连接锥部13a的外表面与连接部件50的前端部的内表面相接触的位置向连接部件50的基端侧分离规定距离的位置。通过对从第1芯部11的第1连接锥部13a的外表面与连接部件50的前端部的内表面相接触的位置向连接部件50的基端侧分离规定距离的位置照射激光,能够在从连接部件50的前端分离规定距离的位置形成前端连接固定部71。此外,通过将激光向连接部件50的沿径向相对的两个部位照射,能够在该两个部位设置前端连接固定部71。向连接部件50照射激光的作业能够使用公知的激光照射装置进行。
(工序4)
工序4是从连接部件50的基端侧将第2芯部12的前端连接外径恒定部121b和第2芯部12的前端锥部122b的一部分插入到连接部件50的内腔51的工序。通过将第2芯部12的前端锥部122b的一部分插入于连接部件50的内腔51,第2芯部12的前端锥部122b的外表面与连接部件50的前端部的内表面接触。
(工序5)
工序5是将第2芯部12与连接部件50嵌合的工序。在工序5中,在将第2芯部12的前端连接外径恒定部121b和第2芯部12的前端锥部122b的一部分插入到连接部件50的内腔51、并且使第2芯部12的前端锥部122b的外表面与连接部件50的基端部的内表面接触的状态下,使第2芯部12与连接部件50以相对接近的方式移动。通过使第2芯部12与连接部件50相对移动,第2芯部12的前端连接外径恒定部121b和第2芯部12的前端锥部122b的一部分被朝向连接部件50的内腔51的前端侧推入。另外,在将第2芯部12的前端连接外径恒定部121b和第2芯部12的前端锥部122b的一部分朝向连接部件50的前端侧推入时,通过施加规定的嵌合压力,连接部件50的基端部成为以沿着第2芯部12的前端锥部122b的外表面的方式向径向外侧扩展的张开形状。由此,能够在第2芯部12的前端锥部122b的外表面与连接部件50的基端部的内表面相接触的部分,形成第2芯部12的前端锥部122b的外表面与连接部件50的基端部的内表面嵌合的基端嵌合部62。此外,将第2芯部12向连接部件50推入的作业能够使用公知的嵌合机200进行。
(工序6)
工序6是形成将连接部件50的基端部与第2芯部12的前端锥部122b固定的基端连接固定部72的工序。基端连接固定部72能够通过对连接部件50的基端附近的第2芯部12的前端锥部122b的外表面适用连接材料72a而形成。
(工序7)
工序7是对形成基端连接固定部72的连接材料72a的外表面进行机械研磨而将其设为外径从连接部件50的基端朝向基端侧渐减的锥形状的工序。此外,对连接材料72a的外表面进行机械研磨的作业能够使用公知的研磨机进行。
此外,导丝100也可以替换工序1~工序3和工序4~工序7的顺序来制造。即,也可以在将第2芯部12连接到连接部件50之后,将第1芯部11连接到连接部件50。
[作用效果]
如以上说明那样,本实施方式的导丝100是利用管状的连接部件50将第1芯部11的基端部与配置于第1芯部11的基端侧的第2芯部12的前端部连接的导丝100,其中,第1芯部11的基端部具有朝向基端而外径渐减的基端锥部112a,第2芯部12的前端部具有朝向前端而外径渐减的前端锥部122b,基端锥部112a和前端锥部122b中的至少一方在导丝100的长轴方向上具有连续锥部13,该连续锥部13包括配置于距第1芯部11的基端或第2芯部12的前端最近的位置的第1连接锥部13a、和相对于第1连接锥部13a在距第1芯部11的基端或第2芯部12的前端远的那一侧相邻地配置且具有与第1连接锥部13a不同的倾斜角θ的第2连接锥部13b,连续锥部13具有第1连接锥部13a的外表面与连接部件50的端部的内表面嵌合的嵌合部60。
通过这样的结构,导丝100在形成连续锥部13的第1连接锥部13a与第2连接锥部13b的边界位置,沿着导丝100的长轴方向的刚性发生变化。由此,导丝100从血管的弯曲部通过时的曲率半径变小,因此能够减小导丝100与血管的内表面的接触面积。因此,导丝100在血管的弯曲部处的通过性提高,并且对血管带来的负荷减少。另外,导丝100由于连接部件50的端部与血管的内表面接触的机会减少,所以即使在连接部件50的端部具有与连接部件50的壁厚t相当的层差的情况下,也能够抑制血管的损伤。
另外,也可以是,本实施方式的导丝100的连续锥部13配置于第1芯部11的基端锥部112a,第1芯部11由超弹性合金形成。
通过这样的结构,即使在从基于连续锥部13得到的刚性变化点到连接部件50的前端的曲率半径变小的情况下,导丝100也难以扭折。
另外,本实施方式的导丝100也可以是,在连续锥部13中,第2连接锥部13b的倾斜角θ2大于第1连接锥部13a的倾斜角θ1。
通过这样的结构,导丝100能够在减小沿着第1连接部11a的长轴方向的刚性的变化的同时,设置基于连续锥部13得到的刚性变化点。
另外,本实施方式的导丝100也可以是,在连续锥部13中,第1连接锥部13a的长轴方向上的长度比第2连接锥部13b的长轴方向上的长度长。
通过这样的结构,导丝100能够增长配置于连接部件50的内腔51中的第1连接锥部13a的长度,缩短从连接部件50的前端至第1外径恒定部11b为止的长度。由此,导丝100能够抑制局部的刚性降低、对导管的支承性降低、推入性降低。另外,导丝100由于第1芯部11与连接部件50嵌合时的连接部件50的塑性变形和破损的可能性降低,因此真直度变高,转矩传递性提高。而且,导丝100在第1芯部11中由第2覆盖层42覆盖的部分的长度变长,因此在血管内的通过性提高。
另外,也可以是,本实施方式的将导丝100的连续锥部13与连接部件50固定的连接固定部70设于第1连接锥部13a,并且设于与嵌合部60在长轴方向上分离的位置。
通过这样的结构,导丝100的沿着长轴方向观察时的第1芯部11与连接部件50的固定部位为嵌合部60和前端连接固定部71这两个部位,因此,第1芯部11与连接部件50能够更牢固地连接。
另外,也可以是,本实施方式的导丝100的第1连接锥部13a的外表面与连接部件50的内表面在连接固定部70的前端侧及基端侧沿径向分离。
通过这样的结构,导丝100的包含连接固定部70的连接部件50的外表面平滑,并且第1芯部11与连接部件50的连接强度高。
另外,也可以是,本实施方式的导丝100的嵌合部60具有连接部件50以沿着第1连接锥部13a的外表面的方式向径向外侧扩展的张开形状。
通过这样的结构,导丝100能够增大嵌合部60的面积,因此第1芯部11与连接部件50牢固地嵌合。另外,能够抑制弯曲时应力集中于连接部件50的前端,因此导丝100难以产生以连接部件50的前端为起点的扭折。
【实施例】
以下,利用实施例具体地说明本发明,但本发明的范围不限定于下述实施例。
[导丝的制造]
实施例1的导丝100如以下那样制造。此外,对于制造工序,实施了上述的导丝100的制造方法中的工序1、工序3、工序4、工序6、工序7。
导丝100的第1芯部11是对Ni-Ti合金制的金属线进行加工而形成的。第1芯部11的第1连接部11a形成为具有基端连接外径恒定部111a和基端锥部112a。基端锥部112a形成为将第1连接锥部13a与第2连接锥部13b沿长轴方向相邻配置的连续锥部13。基端连接外径恒定部111a的外径d1为0.235mm,第1连接锥部13a的前端的外径d2为0.279mm,第2连接锥部13b的前端的外径d3为0.340mm。基端连接外径恒定部111a的长度L1为4mm,第1连接锥部13a的长度L2为29mm,第2连接锥部13b的长度L3为4mm。第1连接锥部13a的倾斜角θ1为0.04°,第2连接锥部13b的倾斜角θ2为0.44°。
导丝100的第2芯部12是对不锈钢制的金属线进行加工而形成的。第2芯部12的第2连接部12b形成为具有前端连接外径恒定部121b和前端锥部122b。前端锥部122b形成为单一锥部。前端连接外径恒定部121b的外径为0.235mm,前端锥部122b的基端的外径为0.340mm。前端连接外径恒定部121b的长度为5mm,前端锥部122b的长度为25mm。前端锥部122b的倾斜角θ3为0.14。
连接部件50使用了外径0.350mm、内径0.255m、壁厚t0.048mm、长度35mm的Ni-Ti合金制的管。
在工序1中,试验者手持第1芯部11和连接部件50,将第1芯部11的基端连接外径恒定部111a和第1芯部11的第1连接锥部13a的一部分从连接部件50的前端侧插入并强力推入,由此将第1芯部11与连接部件50进行了嵌合。
在工序3中,试验者使用激光照射装置在从连接部件50的前端到激光照射点P为止的长轴方向上的距离S为2.5mm的位置设定激光照射点P并进行了激光照射。接着,试验者在从最先的激光照射点P向第1芯部11的周向旋转180°的位置设定激光照射点P并进行了激光照射。激光照射时的电压值为280V,脉冲宽度为1.0ms。
在工序4中,试验者手持第2芯部12和连接部件50,将第2芯部12的前端锥部122b的一部分从连接部件50的基端侧插入并强力推入,由此将第2芯部12与连接部件50进行了嵌合。
在工序6中,通过使用焊锡作为连接材料72a的锡焊进行了将连接部件50的基端部与第2芯部12的前端锥部122b固定的基端连接固定部72的形成。
在工序7中,试验者利用研磨机对工序6中进行锡焊得到的由连接材料72a构成的基端连接固定部72的表面进行研磨而将其成形为了外径朝向基端侧渐减的锥形状。
比较例1的导丝500按照上述的导丝100的制造工序进行了制造。在比较例1中,第1芯部11的第1连接部11a形成为具有基端连接外径恒定部111a和基端锥部112a。基端锥部112a形成为单一锥部。基端连接外径恒定部111a的外径d1为0.220mm,基端锥部112a的前端的外径为0.340mm。基端连接外径恒定部111a的长度为15mm,基端锥部112a的长度为80mm。基端锥部112a的倾斜角θ为0.04°。
[试验1]
试验1是对导丝从弯曲部通过时的举动进行评价的试验。将实施例1的导丝100和比较例1的导丝500插入具有包括U字状弯曲部的通路410(直径6mm、曲率半径30mm的管)的试验器具400,通过目视而观察了包含第1芯部与连接部件的嵌合部在内的区域从弯曲部通过时的导丝100的举动。
[试验1的结果]
图6是示意地示出将实施例1的导丝100和比较例1的导丝500插入到试验器具400的通路410时的导丝的弯曲形状的一例的图。在图6中,实线表现的是实施例1的导丝100,虚线表现的是比较例1的导丝500。
如图6所示,实施例1的导丝100在从通路410的弯曲部通过时,导丝100的曲率半径小,从距通路410的弯曲内侧近的位置通过。另一方面,如图6所示,比较例1的导丝500在从通路410的弯曲部通过时,导丝100的曲率半径变大,从距通路410的弯曲外侧近的位置通过。具有连续锥部13的实施例1的导丝100与不具有连续锥部13的比较例1的导丝500相比,从血管的弯曲部通过时的导丝100与血管的内表面的接触面积变小。推断为,由于导丝100在形成连续锥部13的第1连接锥部13a与第2连接锥部13b的边界位置处沿着导丝100的长轴方向的刚性发生变化,所以在弯曲时,从基于连续锥部13得到的刚性变化点到连接部件50的前端的曲率半径变小。
本申请基于2020年11月12日提出申请的日本国专利申请第2020-188863号,其公开内容通过参照作为整体被引用。
附图标记说明
10:芯部件,
11:第1芯部(11a:第1连接部,11b:第1外径恒定部,11c:第1锥部,11d:第2外径恒定部,11e:第2锥部,11f:过渡部,11g:平板部,111a:基端连接外径恒定部,112a:基端锥部),
12:第2芯部(12a:基部,12b:第2连接部,121b:前端连接外径恒定部,122b:前端锥部),
13:连续锥部(13a:第1连接锥部,13b:第2连接锥部),
14:延长部,
20:管腔体,
21:第1线圈,
22:第2线圈,
30:固定部,
31:前端固定部,
32:中间固定部,
33:基端固定部,
40:覆盖层,
41:第1覆盖层,
42:第2覆盖层,
43:第3覆盖层,
50:连接部件,
51:内腔,
60:嵌合部,
61:前端嵌合部,
62:基端嵌合部,
70:连接固定部,
71:前端连接固定部,
72:基端连接固定部(72a:连接材料),
100:导丝,
C:中心轴。
- 导丝组件及用于夹持导丝的导丝固定夹
- 无导丝FFR、无导丝IMR和无导丝CFR的检测方法