一种手工香皂成型定位工装
文献发布时间:2024-01-17 01:13:28
技术领域
本发明涉及手工肥皂制作工装和治具领域,具体是涉及一种手工香皂成型定位工装。
背景技术
在现有的手工香皂成型定位工装中,如公告号为CN216890858U的中国专利,其公开了一种手工香皂成型定位工装,包括模具组件、模具装置、硅胶内模、塑型外模、连接机构、防尘盖和夹持装置,模具组件用于香皂冷却成型,模具组件由两组呈相对状态设置的模具装置组成,每组模具装置均包括有用于装载流体的硅胶内模、用于防止硅胶内模受热变形的塑型外模和用于将硅胶内模和塑型外模固定在一起的连接机构,防尘盖位于两组模具组件的上端,夹持装置用于将两组模具装置固定在一起,通过两个硅胶内模有利于脱模便利,并且脱模时不会损坏香皂,两个塑型外模能够维持硅胶内模的外形,保证在硅胶内模在受热后不会变形,连接机构和夹具装置结构简单,操作方便。
上述现有技术中,都是通过工装模具进行对手工香皂的定位成型,但是第一方面上述现有技术中,模具的闭合过程没有针对模具内部残留的空气进行处理,制作出的香皂易出现气泡影响成型效果,第二方面上述现有技术中,模具只能单次单个成型,制作香皂效率底,且模具造型单一,手工香皂的外形不具备多样性。
发明内容
为了能够将手工香皂的原料皂基液收纳入定位模具中,并通过内部结构作用将皂基液凝固定型成手工香皂,本申请特意提供一种手工香皂成型定位工装。
一种手工香皂成型定位工装,包括支撑柱,其特征在于:所述支撑柱上滑动安装有升降压合装置,支撑柱上固定安装有定位组件,升降压合装置和定位组件上下位置对应,支撑柱上方设置有入料口,入料口底部设置有输料通道,输料通道末端滑动连接在定位组件上,支撑柱下端滑动安装有托模底盘,托模底盘上安装有可替换模具。
作为优选,所述的升降压合装置包括电动滑块、圆盘支架、连杆外壳、第一压合板、电磁铁、弹簧连杆、挤压开关、第二压合板、旋转压合板和连杆,支撑柱上均匀安装有电动滑块,电动滑块通过连杆与圆盘支架固定连接,圆盘支架下端均匀安装有连杆外壳,连杆外壳下端安装有第一压合板,第一压合板中部滑动设置有连杆,连杆位于连杆外壳中部,连杆外壳下端固定连接有第一压合板,第一压合板上固定安装有电磁铁,第一压合板外壁边缘开设有挤压开关,挤压开关和电磁铁之间电连接,第一压合板和弹簧连杆一端滑动连接,弹簧连杆的另一端固定连接有第二压合板,第二压合板与连杆下端固定连接,第二压合板下端固定连接有旋转压合板。
作为优选,所述弹簧连杆包括挤压弹簧、连接杆和铁片,第一压合板和第二压合板之间通过挤压弹簧连接,第一压合板上开设有通孔,通孔内设置有连接杆,连接杆的下端固定连接在第二压合板上,连接杆的上方设置有铁片。
作为优选,所述挤压开关包括受压弹簧、挤压滑块和电位开关,第一压合板边缘开设有空腔,受压弹簧、挤压滑块和电位开关依次设置在空腔内部,挤压滑块和受压弹簧一端固定连接,受压弹簧的另一端和电位开关固定连接,电位开关和电磁铁之间电连接。
作为优选,所述旋转压合板包括旋转电机、第三压合板、单向通道和活塞疏通头,连杆下端设置有旋转电机,旋转电机输出轴上安装有第三压合板,第三压合板上开设有单向通道,单向通道对应位置设置有活塞疏通头,活塞疏通头安装在第三压合板上。
作为优选,所述定位组件包括滑动套设环、气缸、连动杆、伸缩连杆、模型框和冷凝器,支撑柱上设置有滑槽,滑槽上套设安装有滑动套设环,支撑柱和滑动套设环之间设置有气缸,支撑柱上均匀设置有伸缩连杆,伸缩连杆和滑动套设环之间通过销轴连接有连动杆,伸缩连杆的伸出端安装有模型框,模型框的外壁上安装有冷凝器,模型框的内部开设有空腔,冷凝器与空腔连通,模型框上端设置有进料通孔,输料通道下端位于进料通孔内。
作为优选,所述可替换模具和模型框之间滑动配合,可替换模具外侧设置有橡胶圈,可替换模具中部设置有模腔,模腔内部滑动设置有顶板。
作为优选,所述托模底盘包括升降滑块、底托和承物板,支撑柱上设置有升降滑块,升降滑块上固定安装有承物板,承物板上方可拆卸安装有可替换模具,可替换模具内部为几何多边形造型,可替换模具外侧设置的橡胶圈和模型框之间为气密性滑动配合,防止皂基液从缝隙流出,支撑柱底端固定安装有底托。
综上所述,本申请包括以下至少一种有益技术效果:
1、为实现清除模具内残留的空气,消除空气对香皂成型的不良影响,本发明通过对升降压合装置进行设计,增加压合板和旋转抹平的设计,并在压合板表面增加活塞疏通头,使得模具内部空气能完全排出的同时对皂基液表面进行抹平处理,消除模具残留空气对手工香皂成型的影响,增强成型成功率。
2、为了提高手工制作香皂的效率,并增加香皂造型多样性,本发明针对定位组件和模具进行设计,在定位组件内部设置了可替换的多种几何结构造型模具,使得制作出的香皂造型多种多样,增强手工香皂制作的趣味性,采用多组定位组件同时工作,提高制作香皂的效率。
附图说明
下面结合附图和实施例对本发明进一步说明。
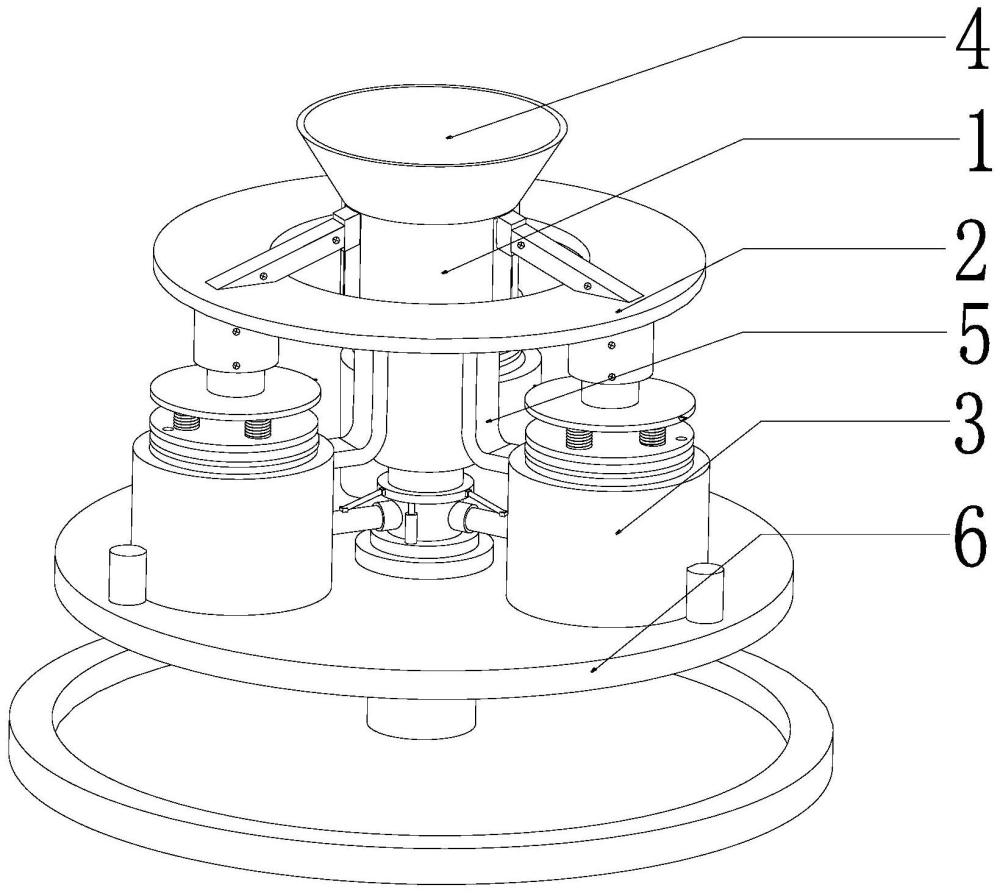
图1是本发明的结构示意图;
图2是本发明的剖面图;
图3是本发明图2的A处放大图;
图4是本发明升降压合装置的剖面图;
图5是本发明图4的B处放大图;
图6是本发明出模工作示意图;
图7是本发明可替换模具的结构示意图;
附图标记说明:1、支撑柱;2、升降压合装置;21、电动滑块;22、圆盘支架;23、连杆外壳;24、第一压合板;25、电磁铁;26、弹簧连杆;27、挤压开关;271、受压弹簧;272、挤压滑块;273、电位开关;28、第二压合板;29、旋转压合板;291、旋转电机;292、第三压合板;293、单向通道;294、活塞疏通头;30、连杆;3、定位组件;31、滑动套设环;32、气缸;33、连动杆;34、伸缩连杆;35、模型框;36、冷凝器;4、入料口;5、输料通道;6、托模底盘;61、升降滑块;62、底托;63、承物板;7、可替换模具。
具体实施方式
以下结合附图1-7对本申请做进一步详细说明。
本申请实施例公开一种手工香皂成型定位工装,能够将手工香皂的原料皂基液收纳入定位模具中,并通过工装内结构作用将皂基液凝固定型成手工香皂的工装。
实施例一:
参照图1、图2、图3所示,为本实施例公开的一种手工香皂成型定位工装,包括支撑柱1,所述支撑柱1上滑动安装有升降压合装置2,支撑柱1上固定安装有定位组件3,升降压合装置2和定位组件3上下位置对应,支撑柱1上方设置有入料口4,入料口4底部设置有输料通道5,输料通道5末端滑动连接在定位组件3上,支撑柱1下端滑动安装有托模底盘6,托模底盘6上安装有可替换模具7。
所述的升降压合装置2包括电动滑块21、圆盘支架22、连杆外壳23、第一压合板24、电磁铁25、弹簧连杆26、挤压开关27、第二压合板28、旋转压合板29和连杆30,支撑柱1上均匀安装有电动滑块21,电动滑块21通过连杆与圆盘支架22固定连接,圆盘支架22下端均匀安装有连杆外壳23,连杆外壳23下端安装有第一压合板24,第一压合板24中部滑动设置有连杆30,连杆30位于连杆外壳23中部,连杆外壳23下端固定连接有第一压合板24,第一压合板24上固定安装有电磁铁25,第一压合板24外壁边缘开设有挤压开关27,挤压开关27和电磁铁25之间电连接,第一压合板24和弹簧连杆26一端滑动连接,弹簧连杆26的另一端固定连接有第二压合板28,第二压合板28与连杆30下端固定连接,第二压合板28下端固定连接有旋转压合板29。
所述弹簧连杆26包括挤压弹簧261、连接杆262和铁片263,第一压合板24和第二压合板28之间通过挤压弹簧261连接,第一压合板24上开设有通孔,通孔内设置有连接杆262,连接杆262的下端固定连接在第二压合板28上,连接杆262的上方设置有铁片263。
所述挤压开关27包括受压弹簧271、挤压滑块272和电位开关273,第一压合板24边缘开设有空腔,受压弹簧271、挤压滑块272和电位开关273依次设置在空腔内部,挤压滑块272和受压弹簧271一端固定连接,受压弹簧271的另一端和电位开关273固定连接,电位开关273和电磁铁25之间电连接。
所述旋转压合板29包括旋转电机291、第三压合板292、单向通道293和活塞疏通头294,连杆30下端设置有旋转电机291,旋转电机291输出轴上安装有第三压合板292,第三压合板292上开设有单向通道293,单向通道293对应位置设置有活塞疏通头294,活塞疏通头294安装在第三压合板292上。
在实际操作过程中,在制作香皂的准备阶段,在初始状态下挤压滑块272伸出第一压合板24的端部,电磁铁25的电路通路,电磁铁25对铁片263产生磁力且磁力大于挤压弹簧261的复位力,在磁力的作用下连接杆262吸在第一压合板24上固定不动,使得第二压合板28位置相对于第一压合板24固定不动,第一压合板24内部设置有触碰开关,触碰开关与旋转电机291电连接。
开始制作香皂时,首先将选定使用的可替换模具7安装在定位组件3上,将定量的皂基液倒进入料口4,皂基液经过输料通道5落入可替换模具7中,之后电动滑块21带动升降压合装置2整体下降,下降过程中,当伸出的挤压滑块272受力向内收缩时,此时电磁铁25的电路断电,弹簧连杆26复位,与此同时,触碰开关带动旋转电机291工作,旋转电机291的工作设定为旋转固定圈数后停止,此时旋转压合板29在旋转电机291的带动下旋转固定圈数,旋转压合板29对可替换模具7中的皂基液进行抹平与按压,皂基液中的空气在压力作用下顶开活塞疏通头294,经过单向通道293排出,空气排出后,活塞疏通头294复位,复位的活塞疏通头294将从单向通道293溢出的皂基液压回可替换模具7中,待可替换模具7中的皂基液凝固后,电动滑块21下降最低点,升降压合装置2将可替换模具7从定位组件3中压出到托模底盘6上完成出模操作,电动滑块21再带动升降压合装置2上升,当升降压合装置2离开定位组件3时,挤压滑块272复位,电磁铁25的电路通路,电磁铁25吸引铁片263向上贴合,第二压合板28在连接杆262的带动下上升至初始位置,完成一个手工香皂成型定位周期。
实施例二:
参照图1、图2、图3所示,在实施例一的基础上,为了能够让皂基液从输料通道5落到可替换模具7中心,在本实施例二中对定位组件34内部进行完善。
所述定位组件3包括滑动套设环31、气缸32、连动杆33、伸缩连杆34、模型框35和冷凝器36,支撑柱1上设置有滑槽,滑槽上套设安装有滑动套设环31,支撑柱1和滑动套设环31之间设置有气缸32,支撑柱1上均匀设置有伸缩连杆34,伸缩连杆34和滑动套设环31之间通过销轴连接有连动杆33,伸缩连杆34的伸出端安装有模型框35,模型框35的外壁上安装有冷凝器36,模型框35的内部开设有空腔,冷凝器36与空腔连通,模型框35上端设置有进料通孔,输料通道5下端位于进料通孔内。
在实际操作过程中,气缸32对滑动套设环31产生向上的作用力,滑动套设环31通过销轴连接的连动杆33带动伸缩连杆34向内收缩,模型框35相对于输料通道5末端位置向内运动,使得输料通道5末端运动到模型框35的中心位置,皂基液从输料通道5完全落到可替换模具7中心,完成落料后,气缸32回缩,定位组件3向外移动至原位置,当升降压合装置2下降至定位组件34内部,冷凝器36开始工作,冷空气充满模型框35内部的空腔,使得模型框35内部温度降低,加速皂基液凝固。
实施例三:
参照图6、图7所示,在实施例一的基础上,为能够将完成定型的香皂进一步出模操作,在本实施例三中对可替换模具7进行完善。
所述托模底盘6包括升降滑块61、底托62和承物板63,支撑柱1上设置有升降滑块61,升降滑块61上固定安装有承物板63,承物板63上方可拆卸安装有可替换模具7,支撑柱1底端固定安装有底托62。
所述可替换模具7和模型框35之间滑动配合,可替换模具7外侧设置有橡胶圈,可替换模具7中部设置有模腔,模腔内部滑动设置有顶板。
在实际操作过程中,升降滑块61带动承物板63下降,模腔内部滑动设置的顶板将定型的香皂顶出模具完成出模操作。
本实施例的实施原理为:
步骤一、将选定使用的可替换模具安装在定位组件上,定位组件相对于输料通道末端位置在气缸的作用下向内运动到模型框的中心位置,将定量的皂基液倒进入料口,皂基液经过输料通道落入可替换模具中,完成落料后,气缸回缩,定位组件向外移动至原位置。
步骤二、电动滑块带动升降压合装置整体下降,旋转压合板对可替换模具中的皂基液进行抹平与按压,同时冷凝器开始工作,冷空气充满模型框内部的空腔,使得模型框内部温度降低,加速皂基液凝固。
步骤三、待可替换模具中的皂基液凝固后,电动滑块下降最低点,升降滑块带动承物板下降,模腔内部滑动设置的顶板将定型的香皂顶出模具完成出模操作。
步骤四、电动滑块再带动升降压合装置上升,当升降压合装置离开定位组件时,挤压滑块复位,第二压合板在连接杆的带动下上升至初始位置,完成一个手工香皂成型定位周期。
以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
- 一种手工装烟专用工装
- 一种铰接油缸定位支撑工装和定位支撑方法
- 一种适用于空气悬架导向臂的成型工装
- 一种手工香皂成型定位工装
- 一种结构可灵活调节的手工香皂成型治具