原位自生纳米Al2O3增强铝基复合材料的激光增材制造方法
文献发布时间:2023-06-19 09:27:35
技术领域
本发明属于铝基复合材料制备技术领域,更具体地,涉及一种原位自生纳米Al
背景技术
铝基复合材料是以颗粒、纤维或晶须等为增强相,以铝或铝合金为基体,通过特定工艺复合而成的一种先进材料。铝基复合材料既具有铝基体的良好耐磨性、易加工性、低密度等特点,又兼具增强相的高硬度、低膨胀系数、耐高温稳定性等优势。铝基复合材料由于具备优异的综合性能,已成为航空航天、轨道交通等领域最佳候选材料之一。传统制备铝基复合材料的方法众多,主要包括粉末冶金法、搅拌铸造法、喷射沉积法、压力铸渗法等。然而,采用传统方法制备铝基复合材料时依然存在诸多问题,主要体现在:(1)增强相因其尺寸小、比表面高,容易发生团聚,在铝基体中难以实现均匀分布;(2)铝基体与增强相之间的润湿性往往较差,加上增强相表面容易受污染,会进一步恶化润湿性;(3)制备铝基复合材料的高温条件,容易造成铝基体与增强相发生有害反应。可见,铝基复合材料制备技术是影响其迅速发展和广泛应用的瓶颈问题。
激光选区熔化技术具备高精度、净成形和高性能制造等优点,被认为是增材制造领域发展最快和最具潜力的技术之一。激光选区熔化技术在用于制备铝基复合材料方面具有显著优势:(1)激光熔池内存在的强烈对流场可起到搅拌作用,有助于增强相在铝基体中的均匀分布;(2)对流场也可促进增强相与铝基体充分接触,提高增强相与铝基体之间的润湿性;(3)成形时经历了快速加热和冷却过程,铝基体保持熔融态的时间较短,可有效避免铝基体与增强相发生有害反应。因此,激光选区熔化技术可解决铝基复合材料制备过程中的瓶颈问题。
在激光选区熔化成形的铝基复合材料中,增强相主要包括Al
发明内容
针对现有技术的以上缺陷或改进需求,本发明的目的在于提供一种原位自生纳米Al
为实现上述目的,按照本发明,提供了一种原位自生纳米Al
(1)将ZnO陶瓷粉体和AlSi10Mg铝合金粉体混合形成混合料,然后将该混合料放置于球磨机中进行球磨处理,得到ZnO/AlSi10Mg复合粉体;
(2)以所述步骤(1)得到的所述复合粉体为原料,采用激光选区熔化工艺进行增材制造成形,即,先通过铺粉装置将所述复合粉体均匀铺放在成形基板上,然后利用激光对粉体层进行扫描,使其完全熔化并凝固形成实体片层;
(3)对所述步骤(2)得到的所述实体片层进行激光再次扫描,待其再次熔化并冷凝后形成重熔片层;然后将工作缸下降,直至下降行程等于预设铺粉层厚;
(4)重复所述步骤(2)和步骤(3),直至多个片层逐层堆积,从而成形得到原位自生纳米Al
作为本发明的进一步优选,所述步骤(1)中,所述ZnO陶瓷粉体的粒径为0.5~12μm;所述AlSi10Mg铝合金粉体呈球状,粒径为5~127μm。
作为本发明的进一步优选,所述步骤(1)中,所述球磨处理为间歇式球磨处理,具体是每球磨15~30min,暂停空冷10~20min;所述间歇式球磨处理的总时间为10~20h;
优选的,所述间歇式球磨处理具体是每球磨15min,暂停空冷15min。
作为本发明的进一步优选,所述步骤(1)中,所述球磨处理采用的球磨介质为Al
作为本发明的进一步优选,所述步骤(1)中,所述球磨处理采用的转速为300~500r/min,球磨过程中采用氩气作为保护气氛。
作为本发明的进一步优选,所述步骤(1)得到的所述复合粉体,呈球状,粒径为2~100μm。
作为本发明的进一步优选,所述步骤(1)中,所述混合料中ZnO陶瓷粉体的质量百分数为1~3wt.%,AlSi10Mg铝合金粉体的质量百分数为97~99wt.%。
作为本发明的进一步优选,所述步骤(2)中,所述激光选区熔化工艺的参数如下:激光光斑直径为70~100μm,激光功率为190~240W,激光扫描速率为400~1000mm/s,激光扫描间距为50~80μm,激光扫描方式为正交扫描;优选的,铺粉厚度设置为30μm;
更优选的,所述步骤(2)中,所述激光选区熔化工艺的参数如下:激光光斑直径为90μm,激光功率为240W,激光扫描速率为400mm/s,激光扫描间距为60μm。
作为本发明的进一步优选,所述步骤(3)中,所述激光再次扫描所采用的工艺参数如下:激光光斑直径为70~100μm,激光功率为120~240W,激光扫描速率为800~1400mm/s,激光扫描间距为50~80μm,激光扫描方式为正交扫描;
更优选的,所述步骤(3)中,所述激光再次扫描所采用的工艺参数如下:激光光斑直径为90μm,激光功率为240W,激光扫描速率为800mm/s,激光扫描间距为60μm。
作为本发明的进一步优选,所述步骤(2)和所述步骤(3)均是在氩气保护气氛下进行,氩气的出气压力均满足3~5KPa。
通过本发明所构思的以上技术方案,与现有技术相比,能够取得以下有益效果:
(1)本发明采用激光选区熔化技术,通过激光与ZnO/AlSi10Mg复合粉体的交互作用,激发Al与ZnO在激光温度场中发生铝热反应原位生成Al
(2)本发明采用原位自生的方式将Al
(3)本发明通过在激光选区熔化工艺形成实体片层后,采用激光再次扫描(即,激光重熔扫描工艺),可实现实体片层的重熔,熔体将再次铺展,有利于消除已凝固实体片层的孔洞缺陷,提高材料的致密性;在激光重熔过程中,实体片层经历了完全的熔化和凝固,温度梯度和冷却速度都很大,有利于微观组织的细化,提升力学性能。
(4)本发明尤其可优选采用间歇式球磨工艺,如每球磨15~30min暂停空冷10~20min,可以防止球磨罐内部温度过高,避免了高温条件下AlSi10Mg粉体的氧化现象,有利于粉体的增材制造成形。另外,本发明将球磨介质与原料的质量比优选控制为10:1~15:1,由于ZnO陶瓷粉体为典型脆性材料,AlSi10Mg粉体为典型塑性材料,采用球磨处理,在球磨介质的冲击下,使ZnO粉体破碎,并在球磨介质的挤压下,使破碎的ZnO粉体“粘附”于AlSi10Mg粉体表面。而通过将球磨介质与原料的质量比控制为10:1~15:1,能够在保证AlSi10Mg粉体球形度、确保后续均匀铺粉的前提下,利于后续成形过程中纳米级Al
(5)此外,本发明还可进一步对激光选区熔化工艺及激光重熔扫描工艺的参数设定进行优化,通过优化激光选区熔化工艺以调控激光能量,从而有效控制铝热反应的进程。本发明可将激光选区熔化的最佳工艺参数设定为激光光斑直径为90μm,激光功率为240W,激光扫描速率为400mm/s,激光扫描间距为60μm;在此工艺下,复合粉体可彻底进行铝热反应,生成的Al
综上,本发明利用激光选区熔化、激光重熔扫描相配合,原位自生纳米Al
附图说明
图1为本发明实施例1的ZnO粉体、AlSi10Mg粉体及经球磨制得的ZnO/AlSi10Mg复合粉体形貌和粒径分布图。对于图1中的a,标尺为1μm;对于图1中的b,标尺为50μm;对于图1中的c,标尺为50μm(插图中的标尺为3μm)。
图2为本发明实施例1的原位自生纳米Al
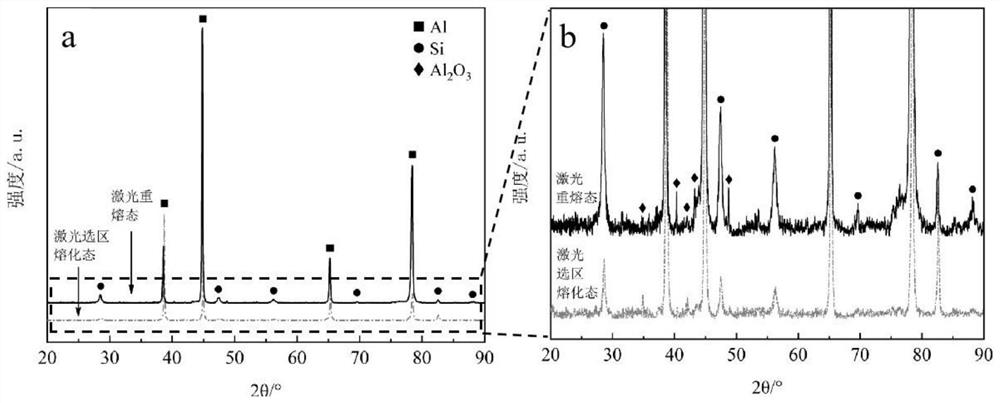
图3为本发明实施例1的原位自生纳米Al
图4为本发明实施例1的原位自生纳米Al
图5为本发明实施例1的原位自生纳米Al
图6为本发明实施例1的原位自生纳米Al
图7本发明实施例1的原位自生纳米Al
图8为本发明实施例2的原位自生纳米Al
图9为本发明实施例2的原位自生纳米Al
图10为本发明实施例3的原位自生纳米Al
图11为本发明实施例3的原位自生纳米Al
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
实施例1
本实施例的铝基复合材料具体按照以下步骤制备:
(1)称取3g的ZnO陶瓷粉体和97g的AlSi10Mg铝合金粉体进行混合,形成混合料。其中,ZnO粉体呈无规则形状,粒径为0.5~12μm,其SEM形貌和粒径分布见图1中的a和图1中的d;AlSi10Mg铝合金粉体呈球状,粒径为5~127μm,其SEM形貌和粒径分布见图1中的b和图1中的e。
然后将混合料放置于球磨机中进行球磨处理,采用的球磨介质为Al
(2)以步骤(1)制备的复合粉体为原料,采用激光选区熔化工艺进行增材制造成形,先通过铺粉装置将复合粉体均匀铺放在成形基板上,然后利用激光对粉体层进行扫描,使其完全熔化并凝固形成实体片层,激光选区熔化成形过程见图2中的a。激光选区熔化工艺参数设置如下:激光光斑直径为90μm,激光功率为240W,激光扫描速率为400mm/s,激光扫描间距为60μm,激光扫描方式为正交扫描,铺粉厚度优选为30μm。激光选区熔化成形过程在氩气保护气氛下进行,氩气的出气压力为5KPa。
(3)对步骤(2)所述的实体片层进行激光再次扫描,待其再次熔化并冷凝后形成重熔片层,激光重熔过程见图2中的b。激光重熔工艺参数设置如下:激光光斑直径为90μm,激光功率为240W,激光扫描速率为800mm/s,激光扫描间距为60μm,激光扫描方式为正交扫描。激光重熔过程在氩气保护气氛下进行,氩气的出气压力为5KPa。激光重熔过程结束后,将工作缸下降,直至下降行程等于预设铺粉层厚,铺粉装置再次铺粉。
(4)重复上述(2)、(3)两步骤,直至多个片层逐层堆积,成形原位自生纳米Al
实验结果表明,原位自生纳米Al
实施例2
本实施例的铝基复合材料具体按照以下步骤制备:
(1)称取3g的ZnO陶瓷粉体和97g的AlSi10Mg铝合金粉体进行混合,形成混合料。
然后将混合料放置于球磨机中进行球磨处理,采用的球磨介质为Al
(2)以步骤(1)制备的复合粉体为原料,采用激光选区熔化工艺进行增材制造成形,先通过铺粉装置将复合粉体均匀铺放在成形基板上,然后利用激光对粉体层进行扫描,使其完全熔化并凝固形成实体片层。激光选区熔化工艺参数设置如下:激光光斑直径为90μm,激光功率为240W,激光扫描速率为400mm/s,激光扫描间距为60μm,激光扫描方式为正交扫描,铺粉厚度优选为30μm。激光选区熔化成形过程在氩气保护气氛下进行,氩气的出气压力为5KPa。
(3)对步骤(2)所述的实体片层进行激光再次扫描,待其再次熔化并冷凝后形成重熔片层。激光重熔工艺参数设置如下:激光光斑直径为90μm,激光功率为240W,激光扫描速率为1400mm/s,激光扫描间距为60μm,激光扫描方式为正交扫描。激光重熔过程在氩气保护气氛下进行,氩气的出气压力为5KPa。激光重熔过程结束后,将工作缸下降,直至下降行程等于预设铺粉层厚,铺粉装置再次铺粉。
重复上述(2)、(3)两步骤,直至多个片层逐层堆积,成形原位自生纳米Al
本实施例制备铝基复合材料的步骤与实施例1的区别之处在于,激光重熔扫描速率1400mm/s。由此制备的材料致密度达到99%,材料表面形貌平坦,熔池清晰可见,排列整齐,说明在重熔过程中熔体得以均匀铺展,而且微观组织非常细小,将有力提升力学性能,材料表面形貌见图8中的a,材料微观组织见图8中的b。成形后的材料主要包括Al基体、Si相还有Al
实施例3
本实施例的铝基复合材料具体按照以下步骤制备:
(1)称取3g的ZnO陶瓷粉体和97g的AlSi10Mg铝合金粉体进行混合,形成混合料。
然后将混合料放置于球磨机中进行球磨处理,采用的球磨介质为Al
(2)以步骤(1)制备的复合粉体为原料,采用激光选区熔化工艺进行增材制造成形,先通过铺粉装置将复合粉体均匀铺放在成形基板上,然后利用激光对粉体层进行扫描,使其完全熔化并凝固形成实体片层。激光选区熔化工艺参数设置如下:激光光斑直径为90μm,激光功率为240W,激光扫描速率为400mm/s,激光扫描间距为60μm,激光扫描方式为正交扫描,铺粉厚度优选为30μm。激光选区熔化成形过程在氩气保护气氛下进行,氩气的出气压力为5KPa。
(3)对步骤(2)所述的实体片层进行激光再次扫描,待其再次熔化并冷凝后形成重熔片层。激光重熔工艺参数设置如下:激光光斑直径为90μm,激光功率为120W,激光扫描速率为800mm/s,激光扫描间距为60μm,激光扫描方式为正交扫描。激光重熔过程在氩气保护气氛下进行,氩气的出气压力为5KPa。激光重熔过程结束后,将工作缸下降,直至下降行程等于预设铺粉层厚,铺粉装置再次铺粉。
重复上述(2)、(3)两步骤,直至多个片层逐层堆积,成形原位自生纳米Al
本实施例制备铝基复合材料的步骤与实施例1的区别之处在于,激光重熔功率120W。由此制备的材料致密度达到99%,材料表面形貌平坦致密,熔池排列整齐,微观组织非常细小,将有力提升力学性能,材料表面形貌见图10中的a,材料微观组织见图10中的b。成形后的材料主要包括Al基体、Si相还有Al
实施例4
本实施例的铝基复合材料具体按照以下步骤制备:
(1)称取3g的ZnO陶瓷粉体和97g的AlSi10Mg铝合金粉体进行混合,形成混合料。
然后将混合料放置于球磨机中进行球磨处理,采用的球磨介质为Al
(2)以步骤(1)制备的复合粉体为原料,采用激光选区熔化工艺进行增材制造成形,先通过铺粉装置将复合粉体均匀铺放在成形基板上,然后利用激光对粉体层进行扫描,使其完全熔化并凝固形成实体片层。激光选区熔化工艺参数设置如下:激光光斑直径为90μm,激光功率为240W,激光扫描速率为400mm/s,激光扫描间距为60μm,激光扫描方式为正交扫描,铺粉厚度优选为30μm。激光选区熔化成形过程在氩气保护气氛下进行,氩气的出气压力为5KPa。
(3)对步骤(2)所述的实体片层进行激光再次扫描,待其再次熔化并冷凝后形成重熔片层。激光重熔工艺参数设置如下:激光光斑直径为90μm,激光功率为120W,激光扫描速率为1400mm/s,激光扫描间距为60μm,激光扫描方式为正交扫描。激光重熔过程在氩气保护气氛下进行,氩气的出气压力为5KPa。激光重熔过程结束后,将工作缸下降,直至下降行程等于预设铺粉层厚,铺粉装置再次铺粉。
重复上述(2)、(3)两步骤,直至多个片层逐层堆积,成形原位自生纳米Al
本实施例制备铝基复合材料的步骤与实施例1的区别之处在于,球磨介质与原料质量比为10:1,激光重熔功率120W,激光重熔扫描速率1400mm/s。由此制备的材料致密度达到99%,Al
实施例5
本实施例的铝基复合材料具体按照以下步骤制备:
(1)称取1g的ZnO陶瓷粉体和99g的AlSi10Mg铝合金粉体进行混合,形成混合料。
然后将混合料放置于球磨机中进行球磨处理,采用的球磨介质为Al
(2)以步骤(1)制备的复合粉体为原料,采用激光选区熔化工艺进行增材制造成形,先通过铺粉装置将复合粉体均匀铺放在成形基板上,然后利用激光对粉体层进行扫描,使其完全熔化并凝固形成实体片层。激光选区熔化工艺参数设置如下:激光光斑直径为90μm,激光功率为240W,激光扫描速率为400mm/s,激光扫描间距为60μm,激光扫描方式为正交扫描,铺粉厚度优选为30μm。激光选区熔化成形过程在氩气保护气氛下进行,氩气的出气压力为5KPa。
(3)对步骤(2)所述的实体片层进行激光再次扫描,待其再次熔化并冷凝后形成重熔片层。激光重熔工艺参数设置如下:激光光斑直径为90μm,激光功率为120W,激光扫描速率为1400mm/s,激光扫描间距为60μm,激光扫描方式为正交扫描。激光重熔过程在氩气保护气氛下进行,氩气的出气压力为5KPa。激光重熔过程结束后,将工作缸下降,直至下降行程等于预设铺粉层厚,铺粉装置再次铺粉。
重复上述(2)、(3)两步骤,直至多个片层逐层堆积,成形原位自生纳米Al
本实施例制备铝基复合材料的步骤与实施例1的区别之处在于,复合粉体中ZnO陶瓷与AlSi10Mg铝合金的质量比为1:99;球磨工艺为球磨介质与原料质量比为10:1,每球磨15min,暂停空冷30min,球磨总时间为15h,球磨转速为500r/min,激光重熔功率为120W,激光重熔扫描速率为1400mm/s。由此制备的材料致密度达到99%,Al
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 原位自生纳米Al2O3增强铝基复合材料的激光增材制造方法
- 原位自生纳米Al2O3增强铝基复合材料的激光增材制造方法