注塑成型的无刷电动机用磁体保持件
文献发布时间:2023-06-19 09:57:26
本发明涉及具有权利要求1的前序部分特征的无刷电动机用转子单元以及具有权利要求15和16的前序部分特征的无刷电动机和磁体保持件制造方法。
从现有技术中知道了转子带有永磁体的电动机。永磁体围绕转子芯布置并位于转子芯的外侧上。转子限定了也应被用在说明书和权利要求书中的几何轴线和方向。中心轴线与转子的对称轴线重合并在电动机中也代表转子的旋转轴线。该装置的轴向在旋转轴线的方向上延伸。径向的特点在于距中心轴线的距离增大。因此,转子的永磁体在径向上靠外。周向的走向与转子相切,在周向上,每个方向向量都垂直于该装置的半径来定向。
此外根据现有技术,电动机具有定子,定子在径向上布置在转子之外并在外侧以环形的方式包围转子。定子包含许多电磁铁,它们通常由铁芯和绕组形成。定子绕组的适当通电产生旋转磁场,其在转子中相应产生转矩。定子安置在电动机体中,转子连同其电机轴可旋转地安装在电动机体中。
永磁体通常由脆性材料制成。磁体未与转子芯螺纹连接,而是安放在转子芯的朝外平面上,它们在这里被磁体保持件机械保持。磁体保持件尤其吸收在转子旋转时作用于磁体的离心力。
因此,磁体保持件的任务一方面是将磁体牢固精确地保持在预定位置。另一方面,它们也可以作为导向机构。在制造过程中,首先给转子芯配备磁体保持件,然后将磁体推移入预定位置,其中该磁体在轴向上沿转子芯的平坦外表面在磁体保持件的每两个保持部之间被插入。这种磁体保持件已由现有技术例如US7,687,957B2和US2015/0001978公开。
通常以单独部件的形式制造磁体保持件。但也知道了将磁体保持件喷注到转子芯上。
本发明的任务是提供一种具有磁体保持件的转子单元和一种电动机,在此能特别简单且廉价地制造磁体保持件。
该任务通过具有权利要求1的特征的用于无刷电动机的转子单元以及具有权利要求15和16的特征的无刷电动机和磁体保持件制造方法来完成。
因此,提出一种用于无刷电动机的转子单元,其具有:
-围绕中心轴线的环形的转子芯,
-在该转子单元的周向上围绕该转子芯布置的多个磁体组件,每个磁体组件具有一个凸形的外周面、一个内接触面、两个轴向端面和两个沿径向指向的侧面,
-一体喷注在该转子芯上的磁体保持件,该磁体保持件具有在周向上均匀间隔开且分别布置在两个相邻的磁体组件之间的多个保持部,
其中,该保持部分别具有轴部和头部,其中该轴部在周向上位于该磁体组件之间,而该头部形成在该轴部的一端上,其中该头部在径向上向内指向该转子芯地超出该轴部并插入该转子芯的布置在该转子芯的端面区域内的相应凹部中,因此在径向上将该磁体保持件固定在该转子芯上。
该磁体保持件是一体的且完全在注塑成型中形成。仅该头部将磁体固定在转子芯上。这有以下优点,需要更少的材料。另外,与之匹配的转子芯具有可按照冷挤压方法来生产且因此特别容易制造的简单设计。
该头部优选在中心轴线方向上具有如下高度,该高度对应于转子单元的总高度的至多20%,尤其是10%。由此可以节省材料并显著简化转子芯的形状。只有这样才能以冷挤压方法来制造转子芯。
在一个优选实施方式中,该头部在沿横向于中心轴线延伸的平面的横截面中呈T形构成并在喷注时以其位于径向上的底切插入转子芯的相应凹部中。因此,该磁体保持件以形状配合方式与该转子芯连接。
该轴部优选在沿着横向于中心轴线延伸的平面的横截面中呈T形构成,从而该轴部固定磁体组件在转子芯上的径向位置。因此,该轴部形成用于磁体组件的支座且至少部分在外侧覆盖它们,从而其径向位置被限定。
每个轴部优选具有腹板,该腹板被插入在转子芯外侧沿中心轴线方向延伸的凹槽中。所述腹板和凹槽优选从头部或凹部起在转子芯的其余高度上延伸,因此可以合作保证该磁体保持件在周向上在转子芯上的位置在磁体组件的整个高度范围内被限定。
在此有利的是该腹板在沿着横向于中心轴线延伸的平面的横截面中基本呈矩形。可以很容易地在转子芯上形成与之对应的凹槽。
该保持部优选成型在磁体保持件的底部上。在一个实施方式中,该保持部可借助周向彼此间隔的多个保持臂来形成。但是也可以规定,该磁体保持件在周向上无中断地且在磁体保持件的总高度上围绕磁体组件。在这种情况下,该磁体保持件优选呈罐状并具有布置在底部上的壳罩,其中该保持部布置在壳罩内侧上。
在一个优选实施方式中,每个磁体组件由一个永磁体和一个磁通导体形成,该永磁体分别具有一个平坦的外接触面、一个平坦的内接触面、两个轴向端面和两个侧面,该磁通导体具有凸形的外周面和平坦的内接触表面,其中,各自磁通导体的平坦的内接触面与相应永磁体的平坦的外接触面接触并且磁通导体分别呈一件式形成。
该转子芯优选在外侧具有平坦的外表面,这些平坦的外表面均具有相同的尺寸和相同的形状并且沿转子芯的外周面以均匀的角间距分布,其中在每两个外表面之间设置所述凹槽,该凹槽在径向上从外侧形成在如下边缘中,在该区域中两个相邻的外表面形成该边缘。
磁体保持件优选由具有玻璃纤维的聚对苯二甲酸丁二醇酯或聚酰胺制成。
此外,规定一种无刷电动机,其具有定子、可旋转安装在壳体中的电机轴以及被固定在电机轴上的前述内转子-转子单元。在这种情况下,所述定子在外侧包围所述转子。
还提供一种无刷电动机用内转子-转子单元的磁体保持件的制造方法,该方法包括以下步骤:
·提供注塑模具,
·将转子芯安放在该注塑模具中,
·插入用于转子单元的磁体组件的占位件,
·将塑料引入该注塑模具中,
·取出注塑产品并取出占位件。
但也可以规定,在制造方法中将转子芯和磁体组件安放在注塑模具中并包覆注塑。该磁体保持件是一体的并且完全在注塑成型中形成。
在此优选的是在中心轴线方向上在转子芯的一端上布置有用于注入塑料的多个凹部。仅仅在注塑成型过程中通过凹部所形成的磁体保持件头部将磁体固定在转子芯上。这有以下优点,需要更少的材料。另外,与之匹配的转子芯具有可以在冷挤压工艺中生产且因此特别容易制造的简单设计。
所述凹部优选在径向上呈T形构成,并且在中心轴线方向上朝上敞开。此时有利的是,该凹部在中心轴线方向上具有恒定的深度。优选地,该凹部和在注塑成型过程中随之而来的头部在中心轴线方向上具有高度,该高度对应于转子芯高度的至多20%,尤其是至多10%。由此,因为该凹部仅位于端侧并且没有以腹板形式在芯的整个高度上延伸,故可以节省磁体保持件的材料并且可以显着简化转子芯形状。
该注塑模具优选具有用于在转子芯周向上形成间隔的保持臂的负印痕,其中,所述保持臂被喷注到转子芯上并形状配合地与之连接。
但也可以规定,所述注塑模具具有用于形成罐状磁体保持件的负印痕,其中,保持臂在转子芯周向上形成在磁体保持件的内侧面上,该保持臂被喷注到转子芯上并以形状配合的方式与之连接。
通常有利的是,塑料是具有30%玻璃纤维的聚对苯二甲酸丁二醇酯(PBT30)或聚酰胺(PA)。
以下,结合附图来详述本发明的实施例。相同的构件或具有相同功能的构件带有相同的附图标记,其中:
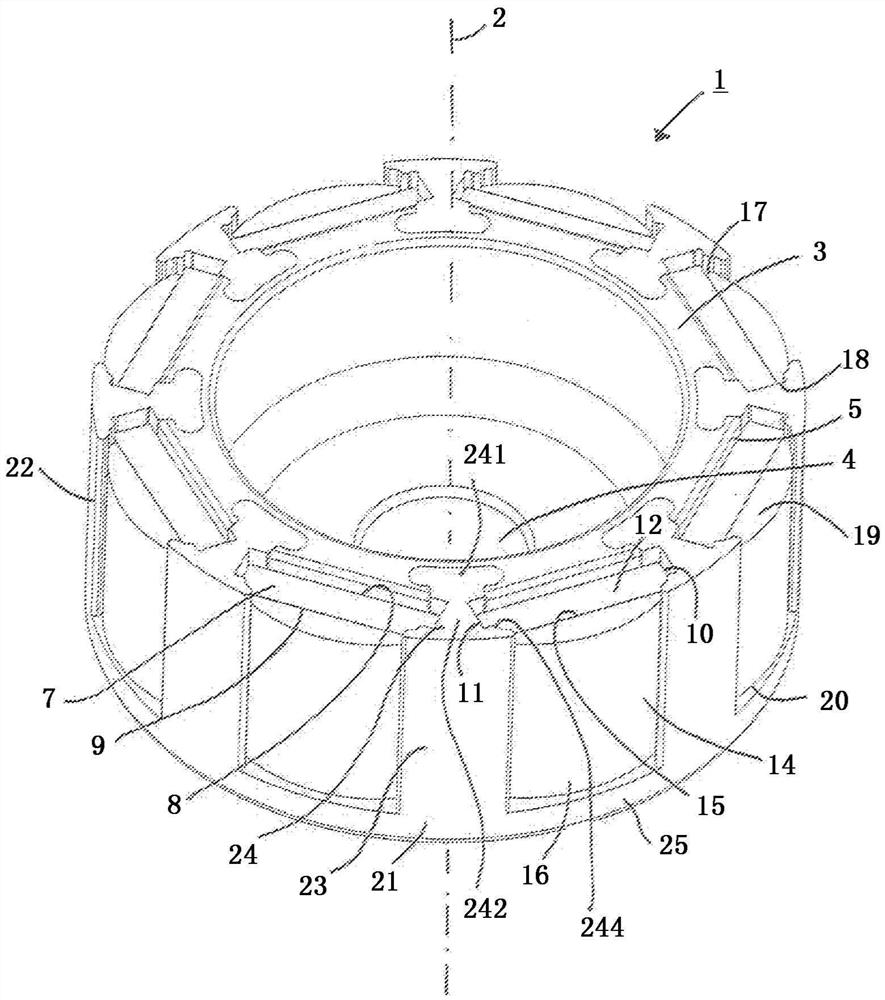
图1以立体图示出具有本发明的磁体保持件的转子单元,
图2示出转子芯的立体图,
图3示出磁体保持件的立体图,以及
图4示出具有图1的转子单元的电动机。
图1示出具有中心轴线2的转子单元1,该中心轴线与转子单元1的预定旋转轴线重合。转子单元1具有基本上旋转对称的转子芯3,该转子芯具有用于容纳未示出的电机轴的中心孔4。该转子芯是内转子-转子芯并且是作为内转子构成的无刷电动机的一部分。图2详细示出转子芯。转子芯3在其外侧面具有平坦的外表面5,确切说在该实施例中共有8个外表面5,这些外表面均具有相同的尺寸和相同的形状并且沿转子芯3的外周面以相同角间距分布。转子芯3以一件式制造。因此,它不是由多个彼此叠置的片材组成,或者说它并非以层状芯的形式存在。它由一个工件形成。它优选由铁含量高的软钢制成并优选以冷压工艺来制造。在每两个外表面5之间设置有一个凹槽6,该凹槽在径向上从外侧形成到如下边缘中,在该区域中两个相邻的外表面5形成所述边缘。凹槽6在径向上向外敞开并且平行于中心轴线2延伸。在轴向上在转子芯3的一端上设置有多个凹部26。凹部26总体在径向上呈T形延伸,其中该凹部的横置区域261在周向上定向,与之垂直的区域262径向向外地从横置区域261伸出。因此,凹部26在轴向上朝上敞开并在径向上在一侧敞开,其中位于径向上的开口263的净宽度小于凹部26的周向宽度。凹部26因此在径向上具有底切264。凹部26在轴向上具有恒定的深度并且没有底切。在轴向上,该深度优选在0.5mm至1.5mm之间的范围内,尤其最大为2mm。凹部26的简单性也可允许其在形成转子芯3时一并形成。因此不需要再加工来形成凹部26,这显著简化了转子芯3的制造并降低了成本。凹部26在周向上位于两个相邻的外表面5之间的边缘的区域中。各有一个凹槽6在轴向上沿着两个相邻的外表面5之间的边缘从在转子芯的一端处的一个凹部26延伸到转子芯的另一端。在形成转子芯3时也同时形成凹槽6,其不需要任何再加工。
如图1所示,在转子芯3的外表面5上共安置有8个长方体形永磁体7,它们具有矩形横截面,该矩形横截面具有一个内平坦接触面8、一个外平坦接触面9以及两个平坦侧面10、11。永磁体7的内接触面8径向朝内指向转子芯3,而外接触面9与内接触面对置并且径向朝向外地远离转子芯3。侧面10、11在径向上垂直于接触面8、9延伸。最后,永磁体7还具有轴向端面12。永磁体7优选由钕或铁氧体制成并且优选以烧结工艺制造。
分别具有相同的尺寸和形状的且沿转子芯3的外周面以均匀的角间距分布的多个磁通导体14分别贴靠永磁体的外接触面9。磁通导体14分别具有平坦的接触面15、凸形的外周面16和侧面17、18。该磁通导体的平坦的接触面15径向向内指向转子芯3,而凸形的外周面16径向向外指地离开转子芯3。该磁通导体的侧面17、18分别大致在径向上延伸并且在周向上对置。最后,磁通导体14还具有轴向端面19、20。磁通导体14的平坦的接触面15与永磁体的外接触面9处于接触中,并在周向上在外接触面宽度的至少80%的范围内延伸。在轴向上,所述永磁体和磁通导体优选具有相同的长度。磁通导体14的外周面16的凸度的半径小于或等于转子芯的包络线的半径,尤其至少为包络线半径的一半。磁通导体14优选由铁含量高的软钢制成。磁通导体14在此优选是一件式的,就是说,并非由彼此叠置的多个片材组成。它们优选由一个工件尤其以挤压方法制成并按照其轴向延伸的长度被裁断。磁通导体14的侧面17、18通过对边缘去毛刺来形成。磁通导体14设置用于影响借助永磁体7所产生的磁通。通过磁通导体14的凸度来如此会聚磁通,即,径向向外而远离转子芯3地形成具有较高磁通密度的有限区域。
永磁体7和磁通导体14借助磁体保持件21被保持在转子芯3上。磁体保持件21由可注制塑料、优选是具有30%玻璃纤维的聚对苯二甲酸丁二醇酯(PBT30)或聚酰胺(PA)构成并且最好以注塑成型工艺来制造。磁体保持件21具有多个保持部22,多个保持部分别具有轴部23和头部24,其中,轴部23借助腹板伸入凹槽7中并以形状配合的方式保持在凹槽中。在此,腹板的横截面不具有任何底切,并且腹板横截面最好基本呈矩形构成。保持部22的轴部23从磁体保持件21的环形底部25起垂直伸出。保持部22在此在外侧一体形成在底部25上。底部25的尺寸被设计成使转子芯3、永磁体7和磁通导体14至少部分以其一端面安放在底部上。头部24一体形成在轴部23的远离底部侧上,并且在该组件的径向上远离轴部23地延伸向转子芯3。永磁体7和磁通导体14通过保持部22在转子单元1的周向上被固定,因为它们以其侧面贴靠在分别相邻的轴部23上。径向朝外地,永磁体7和磁通导体14也由轴部23来保持。为此,轴部23具有用于永磁体7的支座和用于磁通导体14的支座。为此,轴部23的横截面基本呈T形构成,其中,沿径向延伸的部分形成插入凹槽6中的腹板,而沿周向延伸的部分在径向上将磁通导体14和永磁体7保持就位。
头部24在其靠近转子芯的端部呈T形构成,其中该头部的横置区域241在周向上取向,并且与之垂直的区域242从横置区域241起径向朝外伸出。因此,头部24在径向上具有底切244。头部24在轴向上具有恒定的高度且没有底切。头部24插入转子芯3的对应的凹部26中,该凹部布置在转子芯3的端面区域中并因此借助磁体保持件21的底部25形成在轴向上相对于转子芯3的磁体保持件21的固定。头部24的高度大致对应于转子芯3的凹部26的深度。头部24在径向上插入该凹部的底切中并在径向上将磁体保持件21固定在转子芯3上。
图3示出单独的磁体保持件21。磁体保持件21被喷注到转子芯3上。为此,转子芯3被插入相应的注塑模具中,该注塑模具为了永磁体和磁通导体拟定有占位件。图3所示的磁体保持件21具有沿周向布置且形成保持部22的保持臂。也可以规定转子芯3周向上被全面包覆注塑。于是,磁体保持件基本呈罐状构成,其中该保持部壳罩内侧伸出。
在将磁体保持件21喷注到转子芯上后,逼近底部25地将永磁体7推压入磁体保持件21中。磁体保持件21的轴部23此时用作导向机构,而底部25用作轴向止挡。在插入永磁体7之后,在相同的方向上推压入磁通导体21,在此,轴部23也用作导向机构,而底部25用作止挡件。最后,未示出的套筒逼近底部地被套装到转子组件上,该套筒在背对底部侧覆盖元件7、14、3的端面,因此借助底部相对于磁体保持件21固定永磁体7和磁通导体14在轴向上的位置。
图4以横截面示出具有本发明的转子芯3的电动机27。电动机27包括定子28。带有转子芯3的转子单元1按照本身已知的方式可旋转安装在定子28内。所述组件被电动机体29包围,电动机体上装有用于可旋转地安装转子单元1的滚动轴承30。
- 注塑成型的无刷电动机用磁体保持件
- 具有改进的旋转稳定性和轴向稳定性的磁体与磁体保持件的组件