一种高强高塑高屈强比镁锂合金及其制备方法和应用
文献发布时间:2023-06-19 10:27:30
技术领域
本发明属于镁锂合金材料制备技术领域,具体涉及一种高强高塑高屈强比镁锂合金及其制备方法和应用。
背景技术
镁锂合金是世界上最轻的金属结构材料,密度仅为1.35g/cm
对于镁锂合金力学性能的提升,稀土普遍被认为是提高镁合金高/低温力学性能的非常有效的元素,公开号为CN106834843A的中国专利公开了一种高强超轻两相结构镁锂合金板材及其制备方法,其成分质量百分比为Li:5.7~10.0%,Al:2.5~3.5%,Zn:1.2~2.0%,Y:0.1~0.3%,其余为Mg,抗拉强度最高可达276MPa;公开号为CN109182806A的中国专利公开了一种超轻高强镁锂合金的制备方法,铸锭各组分重量百分比:Li 8.2~9.1%,Al4.5~5.1%,Sm 0.3~1.0%,其余为Mg,抗拉强度最高可达285MPa;公开号为CN109022985A的中国专利公开了一种高强度、高塑性的双相(α+β相)镁锂合金材料及其制备方法,其成分质量百分比为Li:5.8-10.3wt%,稀土元素:6.0-9.0wt%,Co:3.0-6.0wt%,Ca:0.5-2wt%,其余为Mg,抗拉强度最高329MPa、屈服强度273MPa、延伸率24.8%。然而,上述发明存在稀土元素或重金属元素过多,合金密度较大和铸造偏析风险较大,塑性变形工艺复杂,流程长,产业化困难等问题,同时,目前鲜有开发兼具高强度、高塑性及高屈强比镁锂合金的相关报道。
材料屈服强度越高,抵抗变形能力越强,越不易发生变形失效,可靠性越高,因此设计人员多根据屈服强度进行结构设计。但是,现有的镁锂合金屈强比多低于0.85,强塑性和屈强比的匹配性不足,且材料强度较低,屈服强度难以突破300MPa大关,材料应用受阻。
因此,需要对现有的镁锂合金组分进行设计,以期实现强度、塑性的良好匹配。
发明内容
本发明针对镁锂合金绝对强度低、强塑性和屈强比难以良好匹配的问题,通过对镁锂合金组分进行设计、真空熔铸工艺优化并采用新型形变热处理工艺,获得了屈强比高、塑性好、质量稳定、高纯净的高强高塑高屈强比镁锂合金材料,所述镁锂合金中元素易获取、工艺流程短、成本可控,具有工业化实际应用前景。
本发明还提供了上述高强高塑高屈强比镁锂合金的制备方法。
本发明又进一步提供了所述高强高塑高屈强比镁锂合金的应用。
基于上述目的,本发明采取如下技术方案:
一种高强高塑高屈强比镁锂合金,由以下质量百分比的组分组成:Li 6.5%-9.8%、Al 2.5%-5.5%、Zn 1.0%-3.5%、RE 0.1%-1.5%、Ca和/或Sr 0.05%-0.3%、AlTiC(晶粒细化剂)0.05%-0.2%,其中RE为Gd、Y、Nd、Er、Ce、La中的一种或多种混合,Al 与Zn质量总和不大于8%,余量为Mg;其中,杂质元素:Na、K均小于0.001%,Fe、Ni、Si等的总量小于0.05%。
一种高强高塑高屈强比镁锂合金制备方法,所述方法步骤如下:
(1)真空熔炼与铸造:将所需镁锂合金组分按质量百分比进行配料,配料后进行真空熔炼与铸造,获得高纯净镁锂合金铸锭;
(2)形变热处理:将步骤(1)中得到的高纯净镁锂合金铸锭车削去表面氧化皮后,经中均匀化热处理后,进行轧制、挤压或锻造,即得所述高强高塑高屈强比镁锂合金。
具体的,步骤(1)中真空熔炼与铸造工艺具体为:将镁锂合金原料在真空反应炉中抽真空后充入氩气至500-1000Pa,然后升温至750-850℃,待合金组分完全熔化后再通氩气精炼5-10min,在此温度下静置15-30min,然后降温至700-750℃,经泡沫陶瓷过滤后浇铸,获得高纯净镁锂合金铸锭。
具体的,步骤(2)中所述形变热处理为:在保护气氛中于300~450℃温度下均匀化热处理,然后冷却至100~300℃进行轧制、挤压或锻造。
进一步优选的,步骤(2)中所述形变热处理为:在保护气氛中于300~450℃温度下均匀化热处理,淬火或空冷至室温,然后重新加热至100~300℃进行轧制、挤压或锻造。
优选的,步骤(2)中,当轧制时,轧制温度为100~300℃,道次压下量为10~20%,轧制过程中不进行中间退火。
优选的,步骤(2)中,当挤压时,挤压温度为150~300℃,挤压筒温度为150~300℃,挤压比为8~50。
优选的,步骤(2)中,当锻造时,采取自由锻或模锻的工艺进行,锻造温度为100~300℃,锻造过程中不进行中间退火。
上述高强高塑高屈强比镁锂合金在制备卫星蜂窝夹层件中的应用。
上述高强高塑高屈强比镁锂合金在制备笔记本电脑外壳中的应用。
与现有技术相比,本发明具有如下的有益效果:
1. 本发明的高强高塑高屈强比镁锂合金,将主元素含量范围控制如下:Li 6.5%-9.8%、Al 2.5%-5.5%、Zn 1.0%-3.5%,是对双相镁锂合金元素筛选后的结果,其中Li在6.5%-9.5%之间时,α-Mg相与β-Li相占比相对均衡,Al在0.3~0.7之间,能够很好的发挥双相均匀分布、协调变形的作用;Al、Zn是镁锂合金固溶强化效果最为显著的两种合金化元素,且可形成MgLiAl相与MgLiZn相,有一定的析出强化效果,但考虑到含量过高会恶化塑性及铸造性能,以及Zn的原子质量相对较大,将其总量控制在8%以下,是本发明对高强高塑高屈服镁锂合金主元素配比的最优选择。
2. 本发明的高强高塑高屈强比镁锂合金,是在上述双相LAZ系镁锂合金的基础上通过低量RE、Ca、Sr、AlTiC(各组分总质量占比在0.5%-1.5%)的添加,即达到了高强、高塑、高屈强比的目的。RE能够形成AlRE相,同时能够改变双相组织中α-Mg的形貌,如微量Nd元素的双相镁锂合金中α相为长条状组织,而添加Y元素的双相镁锂合金中α相为圆润颗粒组织,稀土元素的添加可协同提高镁锂合金的抗拉强度和高温塑性;Ca+Sr能够形成Mg
3. 本发明的高强高塑高屈强比镁锂合金,成形性能好,变形温度区间大,易于后续塑性加工。
4. 本发明的高强高塑高屈强比镁锂合金制备方法,塑性加工工序简单,可操纵性强,只需进行中高温固溶处理,中低温变形即可,无需进行中间过程退火,成品率高,经济性强,通过本方法可获得抗拉强度330MPa、屈服强度314MPa,延伸率16%,屈强比高达95%以上的镁锂合金产品。
附图说明
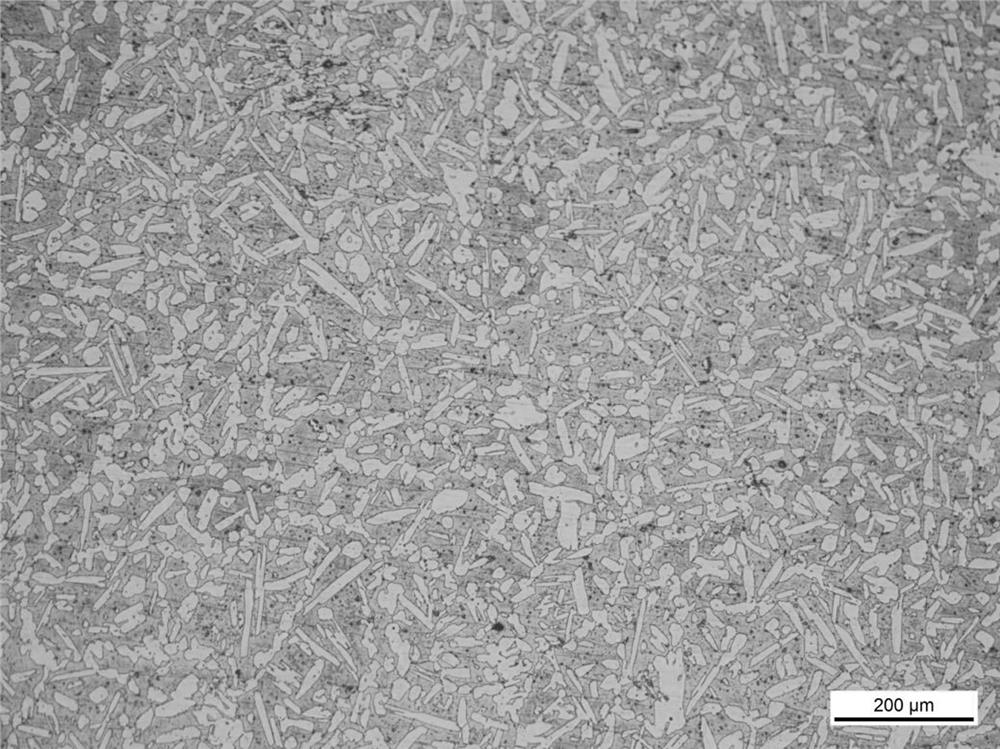
图1为本发明实施例1含稀土Y的镁锂合金金相组织照片;
图2为本发明实施例3含稀土Nd的镁锂合金金相组织照片;
图3为本发明镁锂合金(实施例1、对比例1)常温下的工程应力-应变曲线;
图4 为使用本发明实施例1的镁锂合金制备的卫星蜂窝夹层件;
图5 为使用本发明实施例1的镁锂合金制备的笔记本电脑壳体。
具体实施方式
为使本发明的目的、技术方案及效果更加清楚、明确,以下对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。下述实施例中所用原料均为普通市售产品。
实施例1
一种高强高塑高屈强比镁锂合金,由以下质量百分比的组分组成:Li 8%、Al 3%、Zn 1.5%、Y 0.5%、Sr 0.1%、AlTiC(晶粒细化剂)0.1%,杂质元素Na、K均小于0.001%,Fe、Ni、Si等总量小于0.05%,余量为Mg。
所述高强高塑高屈强比镁锂合金的制备方法,包括真空熔炼与铸造、形变与热处理两个阶段,具体步骤如下:
(1)真空熔炼与铸造:按照上述镁锂合金元素配比进行配料,配料后置于真空感应炉内抽真空后充入Ar至500Pa,然后升温750℃,直至熔化后,通氩气精炼5min,保温静置20min然后降温至700℃,经泡沫陶瓷过滤后浇铸,冷却2h后取出铸锭,熔炼与铸造全程保持真空状态;
(2)形变与热处理工艺:将步骤(1)中得到的镁锂合金铸锭经切削去氧化皮后放入氮气保护气氛台式炉中在350℃下进行2h的均匀化热处理,然后将完成均匀化热处理的镁锂合金在200℃进行轧制,单道次压下量15%,直至获得2mm厚度板坯,期间不再进行中间退火,即得高强高塑高屈强比镁锂合金板材。
本实施例所获得的镁锂合金轧制态力学性能如下(测试方法参考国标《GB/T16865-2013 变形铝、镁及其合金加工制品拉伸试验用试样及方法》):抗拉强度R
图1为本发明实施例1含稀土Y的镁锂合金金相组织照片;从图1中可以看到,该含稀土Y的镁锂合金中α-Mg相分布均匀,在组织中所占体积比例为38%,结构形貌主要呈短棒状或颗粒状。
实施例2
一种高强高塑高屈强比镁锂合金,由以下质量百分比的组分组成:Li 9%、Al3.5%、Zn 3%、Y 1%、Ca+Sr 0.2%、AlTiC(晶粒细化剂)0.1%,杂质元素Na、K均小于0.001%,Fe、Ni、Si等总量小于0.05%,余量为Mg。
所述高强高塑高屈强比镁锂合金的制备方法,包括真空熔炼与铸造、形变与热处理两个阶段,具体步骤如下:
(1)真空熔炼与铸造:按照上述镁锂合金元素配比进行配料置于真空感应炉内,抽真空后充入Ar至500Pa,然后升温至800℃,直至熔化后,通氩气精炼5min,保温静置20min然后降温至720℃,经泡沫陶瓷过滤后浇铸,冷却2h后取出铸锭,熔炼与铸造全程保持真空状态。
(2)形变与热处理工艺:将步骤(1)中得到的镁锂合金铸锭经切削去氧化皮后放入氮气保护气氛台式炉中在400℃下进行3h的均匀化热处理,然后将完成均匀化热处理的镁锂合金冷却至室温,然后在热处理炉中预热至250℃,保温1h后进行轧制,单道次压下量15%,直至获得2mm厚度板坯,期间不再进行中间退火,即得高强高塑高屈强比镁锂合金板材。
本实施例所获得的镁锂合金轧制态力学性能如下(测试方法参考国标《GB/T16865-2013 变形铝、镁及其合金加工制品拉伸试验用试样及方法》):抗拉强度R
实施例3
一种高强高塑高屈强比镁锂合金,由以下质量百分比的组分组成:Li 8.5%、Al3.5%、Zn 3%、Nd 1.5%、Ca+Sr 0.3%、AlTiC(晶粒细化剂)0.1%,杂质元素Na、K均小于0.001%,Fe、Ni、Si等总量小于0.05%,余量为Mg。
所述高强高塑高屈强比镁锂合金的制备方法,包括真空熔炼与铸造、形变与热处理两个阶段,具体步骤如下:
(1)真空熔炼与铸造:按照上述镁锂合金元素配比进行配料置于真空感应炉内,抽真空后充入Ar至500Pa,然后升温至800℃,直至熔化后,通氩气精炼5min,静置保温30min然后降温至720℃,经泡沫陶瓷过滤后浇铸,冷却2h后取出铸锭,熔炼与铸造全程保持真空状态。
(2)形变与热处理工艺:将步骤(1)中得到的镁锂合金铸锭经切削去氧化皮后放入氮气保护气氛台式炉中在400℃下进行3h的均匀化热处理,然后将完成均匀化热处理的镁锂合金冷却至室温,然后在热处理炉中预热至250℃,保温1h后进行轧制,单道次压下量15%,直至获得2mm厚度板坯,期间不再进行中间退火,即得高强高塑高屈强比镁锂合金板材。
本实施例所获得的镁锂合金轧制态力学性能如下(测试方法参考国标《GB/T16865-2013 变形铝、镁及其合金加工制品拉伸试验用试样及方法》):抗拉强度R
图2为本发明实施例3含稀土Nd的镁锂合金金相组织照片;从图2中可以看到,该含稀土Nd的镁锂合金中α-Mg相分布均匀,在组织中所占体积比例为38%,结构形貌主要呈长条状。
对比例1
对比例1所述镁锂合金采用的组分配比与对实施例1、2不同,具体由以下质量百分比的组分组成:Li 11%、Al 3%、Zn 1.5%、Y 0.5%、Sr 0.1%、AlTiC 0.1%,杂质元素Na、K均小于0.001%,Fe、Ni、Si等总量小于0.05%,余量为Mg。
对比例1所述高强高塑高屈强比镁锂合金的制备方法与实施例1的方法相同。
对比例1所获得的镁锂合金轧制态力学性能如下(测试方法参考国标《GB/T16865-2013 变形铝、镁及其合金加工制品拉伸试验用试样及方法》):抗拉强度R
对比例1中Li含量与实施例1差别较大,其他元素含量与实施例1基本一致,并且对比例1与实施例1的制备方法也相同。明显可见,对比例1所获得的镁锂合金具有较高屈强比和高的延展性,屈服强度在180MPa以上,在镁锂合金中屈服强度较高,但远达不到本发明实施例1、2所述镁锂合金的强度与屈强比。
图3为本发明镁锂合金(实施例1、对比例1)常温下的工程应力-应变曲线;从图3中可以看到,实施例1所获得的镁锂合金抗拉强度为316MPa、屈服强度为305MPa、屈强比为96.5%,均远优于对比例1,且弹性模量(应力应变曲线的斜率即为弹性模量)也有相对提升。
应用实例1
蜂窝夹层件作为卫星结构中应用最普遍的结构形式,由两块薄而强的面板材料、以及两块面板材料中间夹一层厚而极轻的蜂窝芯复合而制成,具有重量轻、强度高、刚性大、稳定性好、隔热隔声特性,占卫星板结构应用的80%-90%以上。目前航天器用夹层结构的面板一般采用2xxx铝合金面板和碳纤维材料复合而成。
将本发明实施例1中所获得具有高强高塑高屈强比的镁锂合金用作卫星蜂窝夹层件(如图4所示),可以实现卫星蜂窝夹层件结构强度高达300MPa以上,塑性高达20%,同时可以实现卫星蜂窝夹层件的减重比例高达30%以上,完全能够实现对2XXX铝合金的结构板的替换,本发明所述镁锂合金在卫星功能结构件方面具有广阔的应用前景。
应用实例2
目前,军用及民用笔记本电脑壳体材料以ABS塑料居多,中高端产品以碳纤维、铝合金6xxx和压铸AZ91D镁合金为主,其重量大多在2-5 Kg,便携性较差。由于结构材料的屈服强度越高,抵抗变形能力越强,越不易发生变形失效,可靠性越高,所以设计人员多根据屈服强度进行结构设计。
本发明实施例1、2所获得的镁锂合金屈服强度高达300MPa,远优于150MPa级的AZ91D压铸镁合金。采用本发明实施例1镁锂合金作为笔记本电脑壳体(如图5所示),相比于ABS塑料,强度、散热性、美观性、便携性大幅提高;相比于铝合金其加工回弹量、重量有效降低;相比于压铸AZ91D镁合金其重量、板材加工回弹量、强度也均有效提高,将实施例1中所述镁锂合金替代同等体积用量的ABS塑料,所制备的笔记本电脑整机重量突破至1Kg以下,最轻达890g,给消费者带来了强烈的减重体验。
以上对本发明的具体实施案例进行了描述,需要理解的是,本发明并不局限于上述特定实施方式。本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
- 一种高强高塑高屈强比镁锂合金及其制备方法和应用
- 一种新型超轻高强高塑镁锂合金及其制备方法