一种钢板工件加工方法与系统
文献发布时间:2023-06-19 11:29:13
技术领域
本申请涉及钢板加工技术领域,尤其涉及一种钢板工件加工方法与系统。
背景技术
钢板工件是指从钢板上切割下来的零件,目前数控火焰和等离子切割机在我国工业企业早已大量普及,由于缺乏数控切割软件技术,使数控切割机在使用过程中普遍存在切割生产效率低,钢材和耗材浪费严重的问题。
为了解决上述问题,通常会使用套料软件对零件的切割进行规划,套料软件能紧密地排列各种零件,在原材料浪费最少的情况下得到最大的材料利用率。能够用更少的材料,降低单位工件的成本以及提高生产效率,而获得同样的产出量。套料软件能够在新的钢板料或剩余钢板料上进行多头切割机的套料、切割。另外,套料软件具备全面的材料库存管理功能,能够促进剩余材料的使用,并且及时监测材料库存情况。
然而,对于钢板工件加工企业,通常是套料软件根据预设的钢板规格来设计下料图,但是在实际应用中,不同批次采购的钢板的长度和宽度与预设的钢板规格可能不同,从而导致套料后的钢板还会存在较多的余料,造成钢板利用率较低。
发明内容
本申请提供一种钢板工件加工方法与系统,以解决现有技术中不同批次采购的钢板的长度和宽度与预设的钢板规格可能不同,从而导致套料后的钢板还会存在较多的余料,造成钢板利用率较低的问题。
第一方面,本申请提供一种钢板工件加工方法,所述加工方法包括:
构建第一套料计划单,所述第一套料计划单用于生产钢板工件至目标数量和目标尺寸,所述套料计划单包括产品规范码和用途码;
获取套料订单,所述套料订单用于生产钢板工件至实际数量和实际尺寸,所述套料订单包括产品规范码和用途码;
将所述产品规范码和用途码均相同的所述第一套料计划单与所述套料订单进行匹配;
根据所述套料订单中钢板工件的实际数量和实际尺寸,修改所述第一套料计划单中钢板工件的目标数量以及目标尺寸的缩放比例,得到第二套料计划单;
输入钢板尺寸范围,所述钢板尺寸范围包括宽度范围和长度范围;
根据钢板尺寸范围、钢板工件的实际数量和目标尺寸的缩放比例生成虚拟钢板信息,所述虚拟钢板信息包括板厚、板长以及板宽;
根据所述虚拟钢板信息计算钢板最高利用率和钢板数量;
根据钢板最高利用率和钢板数量生成钢板规格信息和钢板切割排样信息;
将所述钢板规格信息发送至钢板供应装置;
将所述钢板切割排样信息发送至切割机床;所述切割机床用于根据所述钢板切割排样信息切割所述钢板供应装置提供所述钢板规格信息对应的钢板,得到钢板工件。
可选的,一条所述钢板切割排样信息对应一条所述钢板规格信息,一条所述钢板规格信息对应一个钢板编号。
可选的,所述将所述钢板规格信息发送至钢板供应装置,包括:
将所述钢板规格信息发送至所述钢板供应装置后,所述钢板供应装置生成钢板订单编号。
可选的,所述切割机床根据所述钢板切割排样信息切割所述钢板供应装置提供所述钢板规格信息对应的钢板,得到钢板工件,包括:
将同一条所述钢板规格信息对应的所述钢板切割排样信息、钢板编号以及钢板订单编号进行匹配;
所述切割机床根据所述钢板切割排样信息切割所述钢板切割排样信息对应的钢板订单编号对应的钢板,得到钢板工件。
第二方面,本申请提供一种钢板工件加工系统,所述加工系统包括:
构建模块,用于构建第一套料计划单,所述第一套料计划单用于生产钢板工件至目标数量和目标尺寸,所述套料计划单包括产品规范码和用途码;
获取模块,用于获取套料订单,所述套料订单用于生产钢板工件至实际数量和实际尺寸,所述套料订单包括产品规范码和用途码;
第一匹配模块,用于将所述产品规范码和用途码均相同的所述第一套料计划单与所述套料订单进行匹配;
修改模块,用于根据所述套料订单中钢板工件的数量,实际数量和实际尺寸,修改所述第一套料计划单中钢板工件的目标数量以及目标尺寸的缩放比例,得到第二套料计划单;
输入模块,用于输入钢板尺寸范围,所述钢板尺寸范围包括宽度范围和长度范围;
第一生成模块,用于根据钢板尺寸范围、钢板工件的实际数量和目标尺寸的缩放比例生成虚拟钢板信息,所述虚拟钢板信息包括板厚、板长以及板宽;
计算模块,用于根据所述虚拟钢板信息计算钢板最高利用率和钢板数量;
第二生成模块,用于根据钢板最高利用率和钢板数量生成钢板规格信息和钢板切割排样信息;
第一发送模块,用于将所述钢板规格信息发送至钢板供应装置;
第二发送模块,用于将所述钢板切割排样信息发送至切割机床;所述切割机床用于根据所述钢板切割排样信息切割所述钢板供应装置提供所述钢板规格信息对应的钢板,得到钢板工件。
可选的,所述第一发送模块包括:
生成单元,用于将所述钢板规格信息发送至所述钢板供应装置后,生成钢板订单编号。
可选的,所述加工系统还包括:
第二匹配模块,用于将同一条所述钢板规格信息对应的所述钢板切割排样信息、钢板编号以及钢板订单编号进行匹配。
本申请提供一种钢板工件加工方法与系统,其中钢板工件加工方法包括构建第一套料计划单,所述第一套料计划单用于生产钢板工件至目标数量和目标尺寸,所述套料计划单包括产品规范码和用途码;获取套料订单,所述套料订单用于生产钢板工件至实际数量和实际尺寸,所述套料订单包括产品规范码和用途码;将所述产品规范码和用途码均相同的所述第一套料计划单与所述套料订单进行匹配;根据所述套料订单中钢板工件的实际数量和实际尺寸,修改所述第一套料计划单中钢板工件的目标数量以及目标尺寸的缩放比例,得到第二套料计划单;输入钢板尺寸范围,所述钢板尺寸范围包括宽度范围和长度范围;根据钢板尺寸范围、钢板工件的实际数量和目标尺寸的缩放比例生成虚拟钢板信息,所述虚拟钢板信息包括板厚、板长以及板宽;根据所述虚拟钢板信息计算钢板最高利用率和钢板数量;根据钢板最高利用率和钢板数量生成钢板规格信息和钢板切割排样信息;将所述钢板规格信息发送至钢板供应装置;将所述钢板切割排样信息发送至切割机床;所述切割机床用于根据所述钢板切割排样信息切割所述钢板供应装置提供所述钢板规格信息对应的钢板,得到钢板工件。采用上述方案,能够根据套料订单计算出实际需要钢板的尺寸和数量,根据实际需要的钢板尺寸和数量进行钢板采购,节省钢板工件的加工时间,减少套料后钢板的余料,提高钢板利用率。
附图说明
为了更清楚地说明本申请的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本申请实施例提供的一种钢板工件加工方法的流程示意图;
图2为本申请实施例提供的一种钢板工件加工系统的结构示意图。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
如本申请背景技术所述,现有技术中,为了解决钢材和耗材浪费严重的问题,通常会使用套料软件对零件的切割进行规划,套料软件能紧密地排列各种零件,在原材料浪费最少的情况下得到最大的材料利用率。能够用更少的材料,降低单位工件的成本以及提高生产效率,而获得同样的产出量。套料软件能够在新的钢板料或剩余钢板料上进行多头切割机的套料、切割。另外,套料软件具备全面的材料库存管理功能,能够促进剩余材料的使用,并且及时监测材料库存情况。然而,对于钢板工件加工企业,通常是套料软件根据预设的钢板规格来设计下料图,但是在实际应用中,不同批次采购的钢板的长度和宽度与预设的钢板规格可能不同,从而导致套料后的钢板还会存在较多的余料,造成钢板利用率较低。
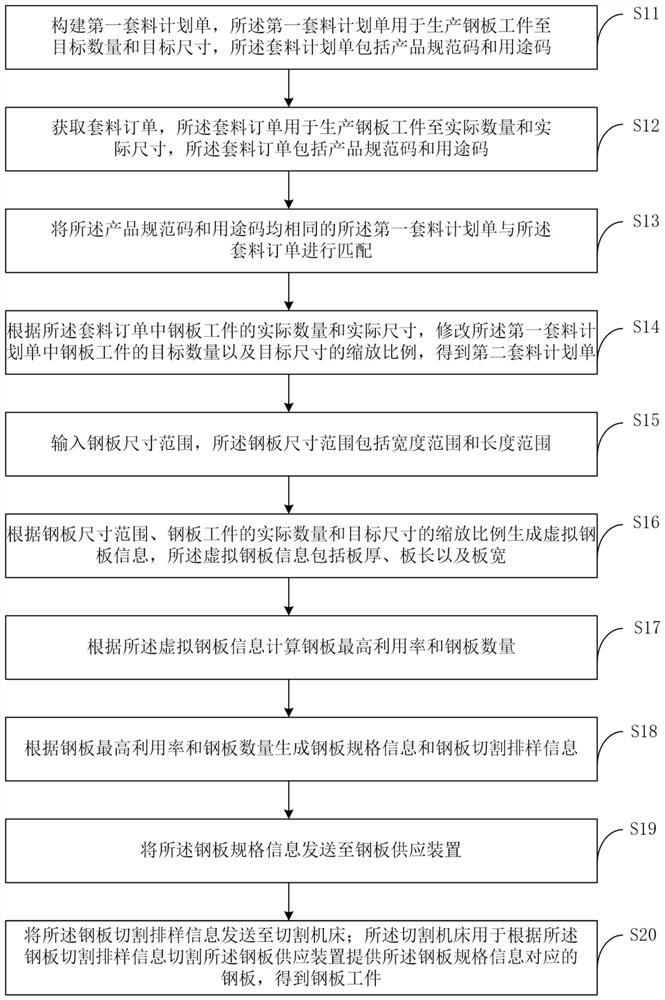
因此,为了解决上述问题,本申请实施例部分提供了一种钢板工件加工方法,参见图1,所述钢板工件加工方法包括以下步骤:
步骤S11,构建第一套料计划单,所述第一套料计划单用于生产钢板工件至目标数量和目标尺寸,所述套料计划单包括产品规范码和用途码。
步骤S12,获取套料订单,所述套料订单用于生产钢板工件至实际数量和实际尺寸,所述套料订单包括产品规范码和用途码。
步骤S13,将所述产品规范码和用途码均相同的所述第一套料计划单与所述套料订单进行匹配。
本步骤中,输入第一套料计划单的单号以及第一套料计划单的构建时间,查询出第一套料计划单的列表,列表显示第一套料计划单当前的信息,包括有已创建的第一套料计划单、已申请的第一套料计划单、已发送第一套料计划单;输入交货日期、套料订单的订单号和生产产线查询出套料订单的信息,包括有钢板工件的件数、实际需要套料的量、产品规范码和用途码,选中产品规范码和用途码均相同的第一套料计划单和套料订单,进行绑定匹配。
步骤S14,根据所述套料订单中钢板工件的实际数量和实际尺寸,修改所述第一套料计划单中钢板工件的目标数量以及目标尺寸的缩放比例,得到第二套料计划单。
本步骤中,得到第二套料计划单后发送至套料软件,套料软件有自动套料遗传算法,基于能量原理计算各钢板工件之间的应力,处理套料计算。可以对钢板进行一个高利用率的套料。
步骤S15,输入钢板尺寸范围,所述钢板尺寸范围包括宽度范围和长度范围。
步骤S16,根据钢板尺寸范围、钢板工件的实际数量和目标尺寸的缩放比例生成虚拟钢板信息,所述虚拟钢板信息包括板厚、板长以及板宽。
步骤S17,根据所述虚拟钢板信息计算钢板最高利用率和钢板数量。
步骤S18,根据钢板最高利用率和钢板数量生成钢板规格信息和钢板切割排样信息。
本步骤中,套料软件完成套料之后,将会输出钢板规格信息及钢板切割排样信息。生成需要套料的用料清单,显示了钢板规格信息,其中包括了反馈状态、程序名称、套料模式、钢板序列号、钢板数量、材质、厚度、长度、宽度、套料数量、钢板号、套料员、创建时间、错误信息。另外还生成套料图纸,包含了钢板的切割排样信息。其中,一条钢板切割排样信息对应一条钢板规格信息,一条钢板规格信息对应一个钢板编号。
步骤S19,将所述钢板规格信息发送至钢板供应装置。
本步骤中,将所述钢板规格信息发送至所述钢板供应装置后,所述钢板供应装置生成钢板订单编号。
步骤S20,将所述钢板切割排样信息发送至切割机床;所述切割机床用于根据所述钢板切割排样信息切割所述钢板供应装置提供所述钢板规格信息对应的钢板,得到钢板工件。
本步骤中,将同一条所述钢板规格信息对应的所述钢板切割排样信息、钢板编号以及钢板订单编号进行匹配;所述切割机床根据所述钢板切割排样信息切割所述钢板切割排样信息对应的钢板订单编号对应的钢板,得到钢板工件。
由以上技术方案可知,本申请提供的方法中,根据套料订单计算出实际需要钢板的尺寸和数量,根据实际需要的钢板尺寸和数量进行钢板采购,节省钢板工件的加工时间,减少套料后钢板的余料,提高钢板利用率。
下述为本申请装置实施例,可以用于执行本申请方法实施例。对于本申请装置实施例中未披露的细节,请参照本申请方法实施例。
参见图2所示的结构示意图,本申请实施例提供一种钢板工件加工系统,所述钢板工件加工系统包括:
构建模块10,用于构建第一套料计划单,所述第一套料计划单用于生产钢板工件至目标数量和目标尺寸,所述套料计划单包括产品规范码和用途码;
获取模块20,用于获取套料订单,所述套料订单用于生产钢板工件至实际数量和实际尺寸,所述套料订单包括产品规范码和用途码;
第一匹配模块30,用于将所述产品规范码和用途码均相同的所述第一套料计划单与所述套料订单进行匹配;
修改模块40,用于根据所述套料订单中钢板工件的数量,实际数量和实际尺寸,修改所述第一套料计划单中钢板工件的目标数量以及目标尺寸的缩放比例,得到第二套料计划单;
输入模块50,用于输入钢板尺寸范围,所述钢板尺寸范围包括宽度范围和长度范围;
第一生成模块60,用于根据钢板尺寸范围、钢板工件的实际数量和目标尺寸的缩放比例生成虚拟钢板信息,所述虚拟钢板信息包括板厚、板长以及板宽;
计算模块70,用于根据所述虚拟钢板信息计算钢板最高利用率和钢板数量;
第二生成模块80,用于根据钢板最高利用率和钢板数量生成钢板规格信息和钢板切割排样信息;
第一发送模块90,用于将所述钢板规格信息发送至钢板供应装置;
第二发送模块100,用于将所述钢板切割排样信息发送至切割机床;所述切割机床用于根据所述钢板切割排样信息切割所述钢板供应装置提供所述钢板规格信息对应的钢板,得到钢板工件。
可选的,所述第一发送模块包括:
生成单元,用于将所述钢板规格信息发送至所述钢板供应装置后,生成钢板订单编号。
可选的,所述钢板工件加工系统还包括:
第二匹配模块,用于将同一条所述钢板规格信息对应的所述钢板切割排样信息、钢板编号以及钢板订单编号进行匹配。
以上结合具体实施方式和范例性实例对本申请进行了详细说明,不过这些说明并不能理解为对本申请的限制。本领域技术人员理解,在不偏离本申请精神和范围的情况下,可以对本申请技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本申请的范围内。本申请的保护范围以所附权利要求为准。
- 一种钢板工件加工方法与系统
- 一种不锈钢板智能卷边系统及不锈钢板卷边加工方法