一种卡箍点焊焊接夹具、具有上述夹具的连续焊接装置
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及汽车制造领域,尤其涉及一种卡箍点焊焊接夹具、以及具有上述夹具的连续焊接装置。
背景技术
随着人民生活水平的提高,汽车进入千家万户。为了不断提高汽车的安全性,不锈钢卡箍越来越广泛地被应用到汽车发动机与排气系统中。这种卡箍的制造工艺中,需要对不锈钢卡箍轧带体的两个端部进行焊接,焊接方法采用电阻点焊。现有技术中虽然有这样的焊接夹具(CN201720954482.3),但是存在以下不足:每次只能完成卡箍轧带体一个端部焊接,要全部完成卡箍轧带体两个端部的焊接作业需要把已焊接好一个端部的卡箍扎带体从焊接夹具上取下,翻转180度后,再次将卡箍轧带体放入焊接夹具,重复前一次的焊接作业,此种作业方式点焊机的利用率低,焊机空闲待机时间长,能源浪费严重,生产效率较低。
发明内容
本发明克服了现有技术的不足,提供一种卡箍点焊焊接夹具以及具有上述夹具的连续焊接装置,结构简单、设计合理,解决了汽车不锈钢卡箍轧带体两端部一次性完成点焊焊接的技术问题。
为达到上述目的,本发明一方面提供了一种卡箍点焊焊接夹具,采用的技术方案为:包括夹具总成、旋转总成、平移总成、升降总成,所述夹具总成旋转连接所述旋转总成,所述旋转总成可平移地连接于所述平移总成上方,所述平移总成可升降地连接于所述升降总成侧面,所述夹具总成包括夹具底板和夹具垫板,所述夹具底板开设有旋转轴安装通孔,所述夹具垫板一端与所述夹具底板固定连接,另外一端固定设有三个扎带体定位靠山块,所述三个扎带体定位靠山块上分别设有扎带定位凸缘,所述三个扎带体定位靠山块以所述旋转轴安装通孔为圆心圆周设置,所述夹具垫板的中间位置固定设有两个下压式肘节压,所述两个下压式肘节压分别设有能将被焊接轧带体定位在所述三个扎带体定位靠山块上的压紧头;所述旋转总成包括旋转总成支架和固定在所述旋转总成支架上的旋转伺服电机,所述旋转伺服电机的输出轴通过联轴器连接旋转轴,所述旋转轴一端与固定在所述旋转总成支架上的轴承座旋转连接,另一端穿入所述旋转轴安装通孔与所述夹具底板固定连接;所述平移总成包括平移总成支架和固定在所述平移总成支架上端面的平移丝杠伺服电机,所述平移总成支架上端面设有以所述平移丝杠伺服电机的丝杠为中心左右对称的两根平移导轨,所述旋转总成支架下底面可平移地滑动连接所述两根平移导轨,所述旋转总成支架下底面固定设有平移螺母,所述平移丝杠伺服电机的丝杠穿过所述平移螺母且与所述平移螺母螺纹连接;所述升降总成包括升降总成底板和垂直固定在所述升降总成底板上的升降总成侧立板,所述升降总成侧立板一侧平面顶部固定设有升降丝杠伺服电机,所述升降丝杠伺服电机的丝杠垂直向下设置,所述升降总成侧立板上沿所述升降丝杠伺服电机的丝杠方向设有长条形贯通槽,所述升降总成侧立板另外一侧平面上设有以所述长条形贯通槽为中心左右对称的两根升降导轨,所述平移总成支架侧面可升降地滑动连接所述两根升降导轨,所述平移总成支架侧面固定设置有升降螺母,所述升降螺母穿过所述长条形贯通槽,并且与所述升降丝杠伺服电机的丝杠螺纹连接,所述旋转伺服电机、平移丝杠伺服电机、升降丝杠伺服电机电连接中央控制器。
本发明一个较佳实施例中,进一步包括:所述轴承座上固定设有夹具底板角度感应器,所述夹具底板上设有与所述夹具底板角度感应器配合的定位片,所述夹具底板角度感应器与所述中央控制器电连接。
本发明一个较佳实施例中,进一步包括:所述旋转总成支架包括上支架和下支架,所述上支架和所述下支架之间竖直设有六根导向柱,所述导向柱呈矩形分布,所述导向柱外侧套设有缓冲弹簧。
本发明另一方面提供了一种卡箍点焊连续焊接装置,采用的技术方案为:包括隔离罩、方形底盘、长方形托板和固定在所述长方形托板两端的两组如权利要求1至3所述的卡箍点焊焊接夹具,所述方形底盘中心固定设有回转装置,所述回转装置的输出转轴与所述长方形托板底面中心固定连接,所述回转装置的输入轴传动连接减速机,所述减速机传动连接三相交流电动机,所述三相交流电动机与所述中央控制器电连接,所述隔离罩底部与所述方形底盘四边缘固定连接,所述隔离罩顶部封闭并且内部设有容纳所述长条形托板旋转的腔体。
本发明另一个较佳实施例中,进一步包括:所述方形底盘底面固定设有四个高度可调的支撑脚,且所述四个高度可调的支撑脚呈矩形分布。
本发明另一个较佳实施例中,进一步包括:所述隔离罩两端面分别设有第一开口和第二开口,所述第一开口上设有可移动挡板,所述可移动挡板与所述隔离罩滑动连接。
本发明另一个较佳实施例中,进一步包括:所述第一开口左右两侧的所述隔离罩上竖直设有电动导轨,所述可移动挡板与所述电动导轨上下滑动连接,所述第一开口下方的隔离罩上设有两个安全开关,所述两个安全开关串联后与所述电动导轨、所述中央控制器电连接。
本发明另一个较佳实施例中,进一步包括:所述隔离罩和所述可移动挡板材质是透明玻璃或透明亚克力板。
本发明另一个较佳实施例中,进一步包括:所述隔离罩顶端设置有三色报警灯,所述三色报警灯与所述中央控制器电连接。
本发明另一个较佳实施例中,进一步包括:所述隔离罩侧面设有触摸显示屏,所述触摸显示屏与所述中央控制器双向信号电连接。
本发明解决了背景技术中存在的缺陷,本发明通过设置下压式肘节压的压紧头与三个扎带体定位靠山块夹持卡箍轧带体,利用三个扎带体定位靠山块上的扎带定位凸缘对卡箍轧带体进行定位,通过设置旋转伺服电机的输出轴带动旋转轴,旋转轴又固定连接夹具底板,实现旋转伺服电机驱动夹具总成旋转的目的,进而实现被焊接的卡箍轧带体在360度内大范围旋转定位的目的,解决了汽车不锈钢卡箍轧带体两端部一次性完成点焊焊接的技术问题。通过在长方形托板两端分别固定一组本发明权利要求1至3所述的卡箍点焊焊接夹具,在回转装置的驱动下,一端的点焊夹具旋转到点焊机电极下方进行点焊作业,同时另外一端的点焊焊接夹具旋转到操作员面前,操作员完成下料上料作业后,长方形托板再次旋转,装入未焊接卡箍轧带体的点焊焊接夹具又旋转到点焊机电极下方进行点焊作业,如此循环往复,大大提高了点焊机的利用率,缩短了点焊机带电待机时间,节省了能源,提高了生产效率。
附图说明
下面结合附图和实施例对本发明进一步说明。
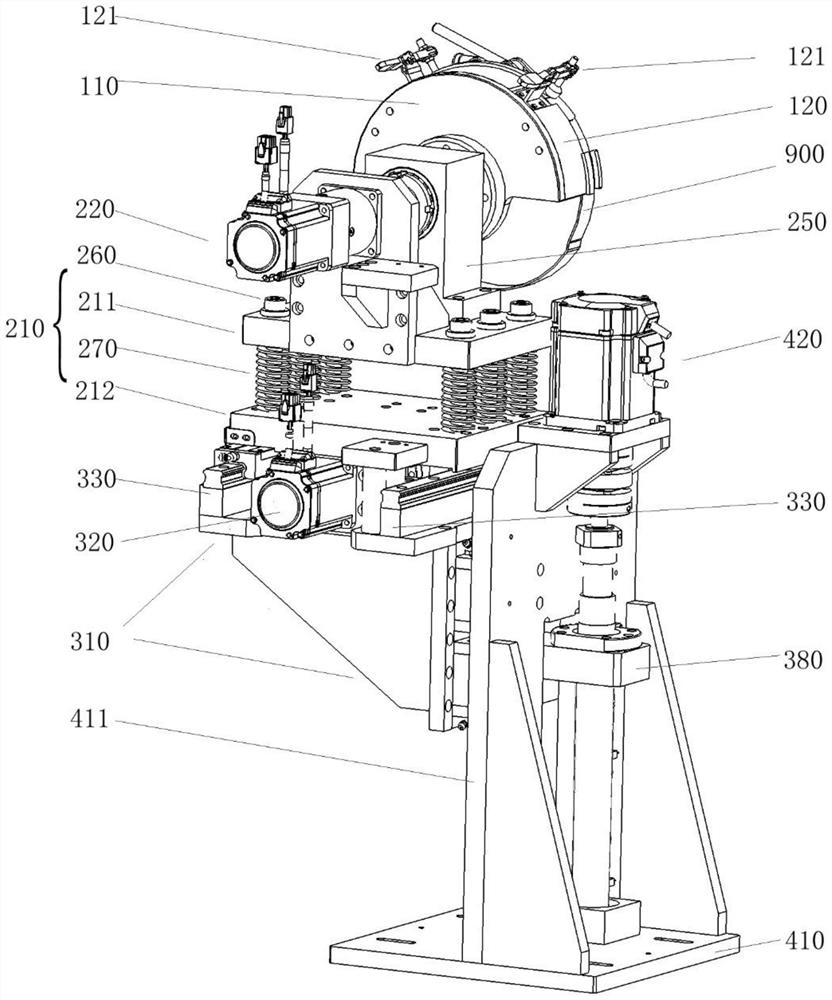
图1是本发明优选实施例一种卡箍点焊焊接夹具的结构示意图;
图2是本发明优选实施例一种卡箍点焊焊接夹具另外一个角度的结构示意图;
图3是本发明优选实施例一种卡箍点焊焊接夹中具夹具总成未装入卡箍轧带体时的结构示意图;
图4是本发明优选实施例一种卡箍点焊焊接夹具右视图;
图5是是本发明优选实施例一种卡箍点焊连续焊接装置除去隔离罩后的结构示意图;
图6是本发明优选实施例一种卡箍点焊连续焊接装置的结构示意图。
具体实施方式
现在结合附图和实施例对本发明作进一步详细的说明,这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
如图1至3所示,一种卡箍点焊焊接夹具,包括夹具总成100、旋转总成200、平移总成300、升降总成400,夹具总成100旋转连接旋转总成200,旋转总成200可平移地连接于平移总成300上方,平移总成300可升降地连接于升降总成400侧面,夹具总成100包括夹具底板110和夹具垫板120,夹具底板110开设有旋转轴安装通孔140,夹具垫板120一端与夹具底板110固定连接,另外一端固定设有三个扎带体定位靠山块130,三个扎带体定位靠山块130上分别设有扎带定位凸缘131,三个扎带体定位靠山块130以旋转轴安装通孔140为圆心圆周设置,夹具垫板120的中间位置固定设有两个下压式肘节压121,两个下压式肘节压121分别设有能将被焊接轧带体定位在三个扎带体定位靠山块130上的压紧头122;旋转总成200包括旋转总成支架210和固定在旋转总成支架210上的旋转伺服电机220,旋转伺服电机220的输出轴通过联轴器230连接旋转轴240,旋转轴240一端与固定在旋转总成支架210上的轴承座250旋转连接,另一端穿入旋转轴安装通孔140与夹具底板110固定连接;平移总成300包括平移总成支架310和固定在平移总成支架310上端面的平移丝杠伺服电机320,平移总成支架310上端面设有以平移丝杠伺服电机320的丝杠为中心左右对称的两根平移导轨330,旋转总成支架210下底面可平移地滑动连接两根平移导轨330,旋转总成支架210下底面固定设有平移螺母280,平移丝杠伺服电机320的丝杠穿过平移螺母280且与平移螺母280螺纹连接;升降总成400包括升降总成底板410和垂直固定在升降总成底板410上的升降总成侧立板411,升降总成侧立板411一侧平面顶部固定设有升降丝杠伺服电机420,升降丝杠伺服电机420的丝杠垂直向下设置,升降总成侧立板411上沿升降丝杠伺服电机420的丝杠方向设有长条形贯通槽440,升降总成侧立板411另外一侧平面上设有以长条形贯通槽440为中心左右对称的两根升降导轨430,平移总成支架310侧面可升降地滑动连接两根升降导轨430,平移总成支架310侧面固定设置有升降螺母380,升降螺母380穿过长条形贯通槽440,并且与升降丝杠伺服电机420的丝杠螺纹连接,旋转伺服电机220、平移丝杠伺服电机320、升降丝杠伺服电机420电连接中央控制器700。此种设计通过设置下压式肘节压121的压紧头122与三个扎带体定位靠山块130夹持卡箍轧带体900,利用三个扎带体定位靠山块130上的扎带定位凸缘131对卡箍轧带体900进行定位,通过设置旋转伺服电机220的输出轴带动旋转轴240,旋转轴240又固定连接夹具底板110,实现旋转伺服电机220驱动夹具总成100旋转的目的,进而实现被焊接的卡箍轧带体900在360度内大范围旋转定位的目的,解决了汽车不锈钢卡箍轧带体900两端部一次性完成点焊焊接的技术问题。
轴承座250上固定设有夹具底板角度感应器251,夹具底板110上设有与夹具底板角度感应器251配合的定位片252,夹具底板角度感应器251与中央控制器700电连接。此种设计通过设置夹具底板角度感应器251配合定位片252可感知夹具总成100的确切角度,并可以出现角度偏差时即使纠偏或者紧急停机并报警,避免不良品产生。
旋转总成支架210包括上支架211和下支架212,上支架211和下支架212之间竖直设有六根导向柱260,导向柱260呈矩形分布,导向柱260外侧套设有缓冲弹簧270。此种设计使得点焊机电极接触被固定在焊接夹具上的卡箍轧带体900时,不会对整个夹具带来破坏性冲击,同时在点焊机电极与被焊接卡箍轧带体900接触面上产生压紧力,避免虚焊现象产生。
如图4至5,本发明另外一个实施例卡箍点焊连续焊接装置,包括隔离罩600、方形底盘530、长方形托板510和固定在长方形托板510两端的两组如权利要求1至3的卡箍点焊焊接夹具,方形底盘530中心固定设有回转装置540,回转装置540的输出转轴与长方形托板510底面中心固定连接,回转装置540的输入轴传动连接减速机560,减速机560传动连接三相交流电动机570,三相交流电动机570与中央控制器700电连接,隔离罩600底部与方形底盘530四边缘固定连接,隔离罩600顶部封闭并且内部设有容纳长条形托板510旋转的腔体。此种设计通过在长方形托板510两端分别固定一组本发明权利要求1至3所述的卡箍点焊焊接夹具,在回转装置540的驱动下,一端的点焊夹具旋转到点焊机电极下方进行点焊作业,同时另外一端的点焊焊接夹具旋转到操作员面前,操作员完成下料上料作业后,长方形托板510再次旋转,装入未焊接卡箍轧带体900的点焊焊接夹具又旋转到点焊机电极下方进行点焊作业,如此循环往复,大大提高了点焊机的利用率,缩短了点焊机带电待机时间,节省了能源,提高了生产效率。
方形底盘530底面固定设有四个高度可调的支撑脚520,且四个高度可调的支撑脚520呈矩形分布。此设计使得本发明可以适应不同地面平整度环境。
隔离罩600两端面分别设有第一开口610和第二开口620,第一开口610上设有可移动挡板611,可移动挡板611与隔离罩600滑动连接。第一开口610用来供操作员完成上下料作业,第二开口620用来安装点焊机电极,执行焊接作业。
第一开口610左右两侧的隔离罩600上竖直设有电动导轨660,可移动挡板611与电动导轨660上下滑动连接,第一开口610下方的隔离罩600上设有两个安全开关630,两个安全开关630串联后与电动导轨660、中央控制器700电连接。此种设计设定为两个安全开关630被操作员的双手同时按下后,焊接装置才会开始旋转工作,保证了操作员的安全。
隔离罩600和可移动挡板611材质是透明玻璃或透明亚克力板。方便观察焊接装置的内部工作情况,有利于及时发现安全隐患。
隔离罩600顶端设置有三色报警灯640,三色报警灯640与中央控制器700电连接。隔离罩600侧面设有触摸显示屏650,触摸显示屏650与中央控制器700双向信号电连接。触摸显示屏650上显示焊接装置工作时间、产量、能耗、操作员信息,同时还能通过与中央控制器700通讯设定点焊机的焊接参数。
以上依据本发明的理想实施例为启示,通过上述的说明内容,相关人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定技术性范围。
- 一种卡箍点焊焊接夹具、具有上述夹具的连续焊接装置
- 一种卡箍点焊焊接夹具、具有上述夹具的连续焊接装置