耐高温橡胶管冷却收卷装置及卷绕方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明属于橡胶材料技术领域,具体涉及一种耐高温橡胶管冷却收卷装置及卷绕方法。
背景技术
目前耐高温橡胶管由于具有良好的耐热性能在石油、化工领域得到广泛应用,耐高温橡胶管的制作过程要求是比较高的,橡胶管在硫化后需要进行冷却、收卷、切断等工序,冷却时间长,生产工艺不连贯,而且硫化后有气泡,收卷的气涨轴需要绕一圈后才可以继续,效率不高,浪费大量的人力劳动力。
发明内容
为解决上述问题,本发明公开了耐高温橡胶管冷却收卷装置及卷绕方法,集去泡、冷却、收卷于一体,能够适时调整收卷架的松紧度,确保橡胶管能够规则、快速的进行卷绕,结构科学实用,工作效率高。
为达到上述目的,本发明的技术方案如下:
耐高温橡胶管冷却收卷装置,包括收卷架、限位架、切割机、定位柱一、定位柱二、风扇一、风扇二、输送带,所述定位柱一与定位柱二竖直设置,定位柱一上方设有支撑架,所述支撑架内设有固定辊与压紧辊,固定辊连接电机一,所述压紧辊上方连接V型压块与丝杆手柄,支撑架侧面设有方块,所述方块外侧设有限位板,方块与限位板之间设有直角通道,定位柱一与定位柱二之间设有压棍,所述输送带设置在定位柱一的右侧,所述风扇一设置在输送带上方两端,所述定位柱二上方设有压块,所述压块下平面中间设有圆弧槽,定位柱上平面设有轴承,所述轴承设置在压块下方,压块下方设有两根定位销,所述定位销上设有两组定位槽,所述定位柱二上平面设有两个盲孔,所述盲孔侧面设有两组弹簧珠,所述压块通过定位销插在盲孔内,所述定位柱二左侧设有滑轨,所述切割机安装在滑轨上,所述切割机的手柄伸出定位柱二的侧面,所述切割机的手柄上设有电源开关,所述收卷架位于定位柱二的左侧后端,收卷架下方设有轨道,收卷架右侧设有连接块,所述连接块右侧通过弹簧与定位柱二侧面连接,收卷架中部设有空心钢管,所述空心钢管后端连接电机二,空心钢管侧面设有长条槽,所述限位架包括呈垂直结构的圆管与把手,所述圆管插入空心钢管内,所述风扇二设置在收卷架的左侧。
作为本发明的一种改进,所述空心钢管长度大于橡胶管的宽度。
作为本发明的一种改进,所述输送带上设有限位块,防止橡胶管移位。
作为本发明的一种改进,所述定位柱二的右侧设有计米器。
作为本发明的一种改进,所述电机一和电机二为伺服电机。
作为本发明的一种改进,所述风扇一为1-4组。
本发明所述的耐高温橡胶管冷却收卷装置的卷绕方法,包括以下步骤:
(1)耐高温橡胶管硫化结束后放在输送带上,上方有风扇一对着耐高温橡胶管吹使其快速降温;
(2)耐高温橡胶管从直角通道里穿过,在经过直角拐弯处耐高温橡胶管收到压迫,将内部的气泡挤出;
(3)耐高温橡胶管从固定辊与压紧辊之间穿过,然后从轴承上穿过,此时定位销下方的第二组定位槽卡在第一组弹簧珠上,圆弧槽与轴承有空隙;
(4)耐高温橡胶管的头部从长条槽插入空心钢管内,将圆管插入空心钢管内卡住耐高温橡胶管的头部;
(5)启动电机一、电机二,电机一开始往前送料,电机二开始卷绕,把手起到限位作用,防止耐高温橡胶管偏出,计米器开始计数,风扇二对着卷好的耐高温橡胶管吹再次降温;
(6)当卷绕到预定长度时,电机二停止,压块往下压,定位销下方的第一组定位槽卡在下方第二组弹簧珠上,使得耐高温橡胶管卡在圆弧槽与轴承之间;
(7)启动切割机在滑轨上往上移动,切断耐高温橡胶管,此时电机一仍在工作,定位柱一与定位柱二之间的耐高温橡胶管在压棍的重力作用下往下沉;
(8)拔出限位架,取出卷好的橡胶管,然后将压块往上拔一点,使得定位销下方的第二组定位槽卡在第一组弹簧珠上,圆弧槽与轴承有空隙,将耐高温橡胶管的头部从长条槽插入空心钢管内,重复步骤(4)-(7),其中电机二的转速高于电机一的转速,将定位柱一与定位柱二之间下沉的耐高温橡胶管加速卷入,卷绕过程中的耐高温橡胶管的紧绷度由收卷架在轨道上移动的距离来确定。
本发明的有益效果为:
(1)本发明集去泡、冷却、收卷于一体,结构科学实用,工作效率高;
(2)卷绕前与卷绕过程中采用风扇一与风扇二在不同的地方对橡胶管进行降温,冷却效果明显;
(3)在卷绕之前对橡胶管进行拐角压迫去泡,提高橡胶管的品质;
(4)对前移的橡胶管进行记米后切割,卷绕长度精确;
(5)空心钢管侧面设有长条槽,耐高温橡胶管的头部从长条槽插入空心钢管内,将圆管插入空心钢管内卡住耐高温橡胶管的头部开始卷绕,接头处用料少,操作方便;
(6)在切割的同时不影响后端的橡胶管继续往前移,通过压棍的重力作用将定位柱一与定位柱二之间的耐高温橡胶管压得往下沉,下一次卷绕开始后,让电机二的转速高于电机一的转速,将定位柱一与定位柱二之间下沉的耐高温橡胶管加速卷入,提高工作效率;
(7)当电机二与电机一转速不一样时,为了防止卷绕后的橡胶管绷的过紧,收卷架可以在轨道上移动,用弹簧的弹力来控制收卷架的移动距离,确保橡胶管卷绕后的紧绷度;
(8)利用压块的高度来控制橡胶管的移动,压块有两个位置,第一个是工作位置,此时定位销下方的第二组定位槽卡在第一组弹簧珠上,圆弧槽与轴承有空隙,耐高温橡胶管从轴承上穿过,第二个是卡死位置,将压块往下压,定位销下方的第一组定位槽卡在下方第二组弹簧珠上,使得耐高温橡胶管卡在圆弧槽与轴承之间,便于切断橡胶管;这两个位置通过定位槽与弹簧珠的配合使用,操作方便;
(9)切割机安装在滑轨上,切割机的手柄伸出定位柱二的侧面,使用方便;
(10)把手起到限位作用,防止耐高温橡胶管往外偏出。
附图说明
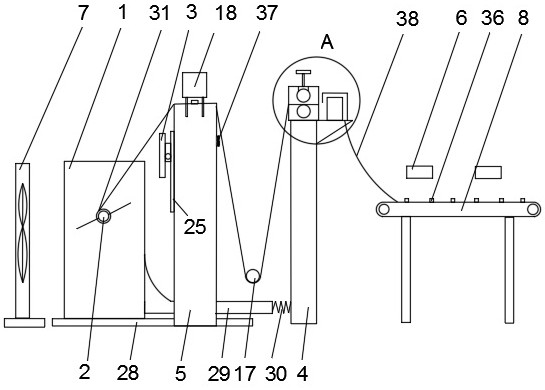
图1为本发明的主视图。
图2为本发明的俯视图。
图3为本发明所述的空心钢管与限位架连接图。
图4为本发明所述的压块各种状态示意图。
图5为图1里A的放大图。
附图标记列表:
1、收卷架,2、限位架,3、切割机,4、定位柱一,5、定位柱二,6、风扇一,7、风扇二,8、输送带,9、支撑架,10、固定辊,11、压紧辊,12、V型压块,13、丝杆手柄,14、方块,15、限位板,16、直角通道,17、压棍,18、压块,19、圆弧槽,20、轴承,21、定位销,22、定位槽,23、盲孔,24、弹簧珠,25、滑轨,26、切割机的手柄,27、电源开关,28、轨道,29、连接块,30、弹簧,31、空心钢管,32、电机二,33、长条槽,34、圆管,35、把手,36、限位块,37、计米器,38、耐高温橡胶管,39、电机一。
具体实施方式
下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。
如图所示,本发明所述的耐高温橡胶管冷却收卷装置,包括收卷架1、限位架2、切割机3、定位柱一4、定位柱二5、风扇一6、风扇二7、输送带8,所述定位柱一4与定位柱二5竖直设置,定位柱一4上方设有支撑架9,所述支撑架内设有固定辊10与压紧辊11,固定辊连接电机一39,所述压紧辊11上方连接V型压块12与丝杆手柄13,支撑架9侧面设有方块14,所述方块14外侧设有限位板15,方块14与限位板15之间设有直角通道16,定位柱一4与定位柱二5之间设有压棍17,所述输送带8设置在定位柱一4的右侧,所述风扇一6设置在输送带8上方两端,所述定位柱二5上方设有压块18,所述压块下平面中间设有圆弧槽19,定位柱上平面设有轴承20,所述轴承20设置在压块18下方,压块18下方设有两根定位销21,所述定位销21上设有两组定位槽22,所述定位柱二5上平面设有两个盲孔23,所述盲孔23侧面设有两组弹簧珠24,所述压块18通过定位销21插在盲孔23内,所述定位柱二5左侧设有滑轨25,所述切割机安装在滑轨25上,所述切割机的手柄26伸出定位柱二5的侧面,所述切割机的手柄26上设有电源开关27,定位柱,5的右侧设有计米器37,所述收卷架1位于定位柱二5的左侧后端,收卷架1下方设有轨道28,收卷架右侧设有连接块29,所述连接块29右侧通过弹簧30与定位柱二侧面连接,收卷架中部设有空心钢管31,所述空心钢管31后端连接电机二32,空心钢管侧面设有长条槽33,所述限位架2包括呈垂直结构的圆管34与把手35,所述圆管34插入空心钢管31内,所述风扇二7设置在收卷架1的左侧。
其工作原理是:
(1)耐高温橡胶管38硫化结束后放在输送带8上,所述输送带上设有限位块36,防止橡胶管移位,上方有风扇一6(两组四扇)对着耐高温橡胶管38吹使其快速降温,
(2)耐高温橡胶管38从直角通道16里穿过,在经过直角拐弯处耐高温橡胶管38收到压迫,将内部的气泡挤出,如图5所示,
(3)耐高温橡胶管38从固定辊10与压紧辊11之间穿过,然后从轴承20上穿过,此时定位销21下方的第二组定位槽卡在第一组弹簧珠上,圆弧槽19与轴承20有空隙,如图4b所示;
(4)耐高温橡胶管38的头部从长条槽插入空心钢管内(所述空心钢管31长度大于橡胶管38的宽度),如图3所示,将圆管34插入空心钢管31内卡住耐高温橡胶管的头部;
(5)启动电机一39、电机二32,电机一39开始往前送料,电机二32开始卷绕,把手起到限位作用,防止耐高温橡胶管38偏出,计米器开始计数,风扇二7对着卷好的耐高温橡胶管38吹再次降温;
(6)当卷绕到预定长度时,电机二32停止,压块18往下压,定位销21下方的第一组定位槽卡在下方第二组弹簧珠上,使得耐高温橡胶管卡在圆弧槽19与轴承20之间,如图4c所示;
(7)启动切割机3在滑轨25上往上移动,切断耐高温橡胶管,此时电机一仍在工作,定位柱一与定位柱二之间的耐高温橡胶管38在压棍17的重力作用下往下沉;
(8)拔出限位架,取出卷好的橡胶管,然后将压块18往上拔一点,使得定位销21下方的第二组定位槽卡在第一组弹簧珠上,如图4b所示,圆弧槽19与轴承20有空隙,将耐高温橡胶管的头部从长条槽插入空心钢管内,重复步骤(4)-(7),其中电机二的转速高于电机一的转速(电机一39和电机二32为伺服电机),将定位柱一与定位柱二之间下沉的耐高温橡胶管38加速卷入,卷绕过程中的耐高温橡胶管38的紧绷度由收卷架1在轨道28上移动的距离来确定。
尽管本发明就优选实施方式进行了示意和描述,但本领域的技术人员应当理解,只要不超出本发明的权利要求所限定的范围,可以对本发明进行各种变化和修改。